

6.2. Автоматические гальванические линии с жестким циклом. Кареточные линии
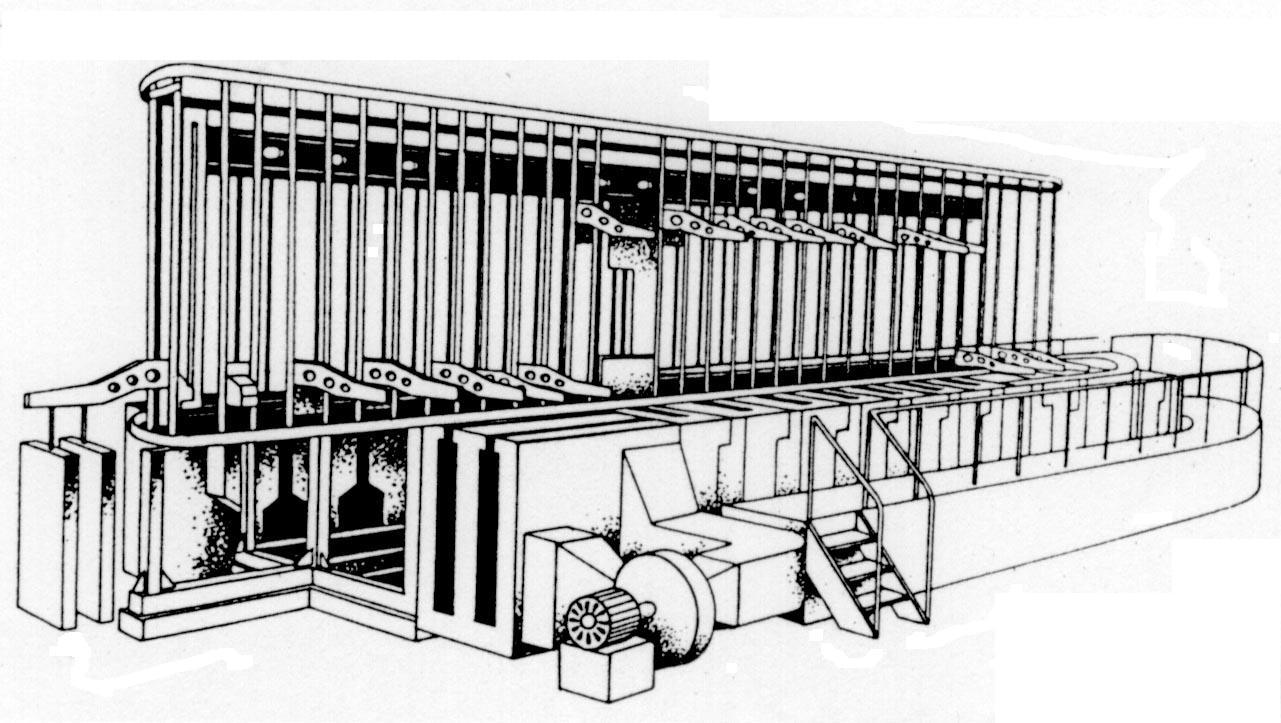
Кареточные овальные подвесочные или барабанные автоматические линии (внешний вид кареточной автоматической линии показан на рис.6.22, а проекции - на рис.6.23) предназначены для нанесения покрытий по одному установившемуся технологическому процессу или по незначительно отличающимся процессам. Область применения таких линий- крупносерийное и массовое производство машиностроительных заводов. Этими же факторами объясняется и значительно меньшее распространения линий этого типа. Отличительные особенности конструкции:
-линии состоят из двух рядов ванн, расположенных по овалу в порядке выполнения операций по техпроцессу, сушильной камеры, нескольких свободных позиций для загрузки-выгрузки деталей;
-одновременное горизонтальное перемещение всех тележек, причем тележки двигаются только в одну сторону;
-вертикальное перемещение кареток с подвесками осуществляется подъемом или опусканием общей подъемной рамы - моста с помощью механизма перемещения моста. При этом одновременно поднимаются все каретки, находящиеся в зоне перекидки;
-вдоль линии подвески двигаются вместе с тележками при помощи штанг горизонтального перемещения на одну позицию за один шаг. Все тележки образуют замкнутую конвейерную линию с периодическим движением. В зонах перекидки подвесок из ванны в ванну тележки перемещаются на большее расстояние, чем с позиции на позицию в многопозиционной ванне;
-ванны в линии расположены длинной стороной вдоль движения загрузочных приспособлений. Длина ванн различна и определяется временем обработки детали в ванне. Все ванны оборудованы бортовыми отсосами, расположенными по бортам ванн в направлении движения;
-загрузочные приспособления крепятся на траверсе каретки - устройства для перемещения по вертикали. Каретка перемещается вверх-вниз по вертикальным направляющим тележки - рамы прямоугольной формы с роликами для перемещения по горизонтальным направляющим вдоль линии. От момента загрузки до момента выгрузки загрузочное приспособление находится на одной и той же каретке, обеспечивающей также токоподвод к обрабатываемым деталям;
-между рядами ванн размещаются металлоконструкции с механизмами для перемещения кареток с подвесками из ванны в ванну и перемещения тележек по горизонтали. Вдоль ванн расположена площадка обслуживания;
-темп выхода деталей составляет 1-4 мин;
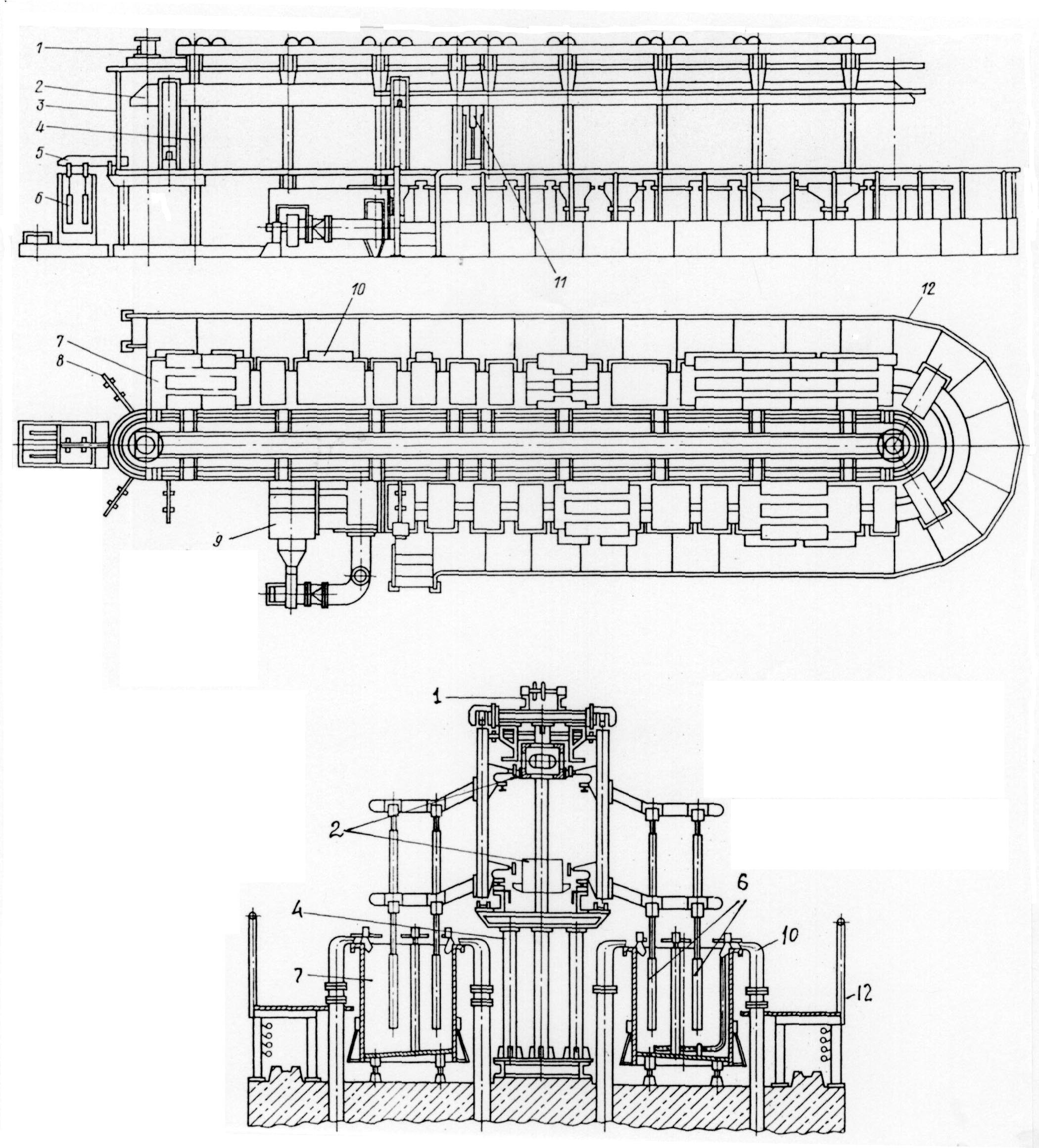
1-механизм горизонтального перемещения, 2-мост, 3-тележка, 4-колонна металлоконструкции, 5-каретки, 6-подвески, 7-ванны, 8-свободная позиция на площадке загрузки-выгрузки, 9-сушильная камера, 10-бортовые отсосы, 11-механизм вертикального перемещения моста, 12-площадка обслуживания.
-производительность линии до 200 м2 покрытий в час. Такая высокая производительность линий с жестким циклом обусловлена малым темпом выхода, отсутствием незанятых ванн на линии и расположением обрабатываемых загрузочных приспособлений в два ряда. Линия работает следующим образом. На площадке загрузки- выгрузки на свободные траверсы монтируют загрузочные приспособления. Тележки в это время не двигаются, а мост находится в нижнем положении. Затем мост поднимается и поднимает каретки, находящие на позициях перекидки. После этого включается возвратно-поступательный механизм горизонтального перемещения.
При работе линии все тележки с каретками смещаются на одну позицию, при этом часть кареток находится в верхнем положении (если загрузочные приспособления находятся в позиции перекидки из ванны в ванну, часть (где детали находятся в ваннах) - в нижнем. В нижнем положении находятся детали в ваннах, в которых время обработки больше темпа выхода. Среди ванны каретки не поднимаются! Длина горизонтального шага перемещения тележек различна. Она соизмерима с длиной загрузочного приспособления в ванне и значительно увеличивается на позиции перекидки из ванны в ванну.
После окончания горизонтального перемещения и возврата толкающей рейки в исходное положение происходит опускание и выстой моста. Время выстоя моста определяется темпом выхода подвесок. Затем цикл повторяется.