

Металлоконструкция
Металлоконструкция предназначена для размещения всех узлов транспортной системы линии и системы подвода технологического тока. Металлоконструкция состоит из опорной рамы проложенной на полу цеха и предназначенной для размещения опорных стоек. На опорных стойках монтируются вертикальные элементы металлоконструкции - центральные стойки, направляющие (в них перемещаются грузы) и торцевые стойки. На стойках размещается механизм горизонтального перемещения и вся оснастка.
Опорную раму металлоконструкции компонуют из отдельных секций. Длина линии в целом зависит от состава и количества секций, входящих в линию. Постоянными размерами металлоконструкций является ширина и шаг между стойками. Переменными - высота ( в зависимости от высоты загрузочного приспособления) и длина - в зависимости от схемы технологического процесса.
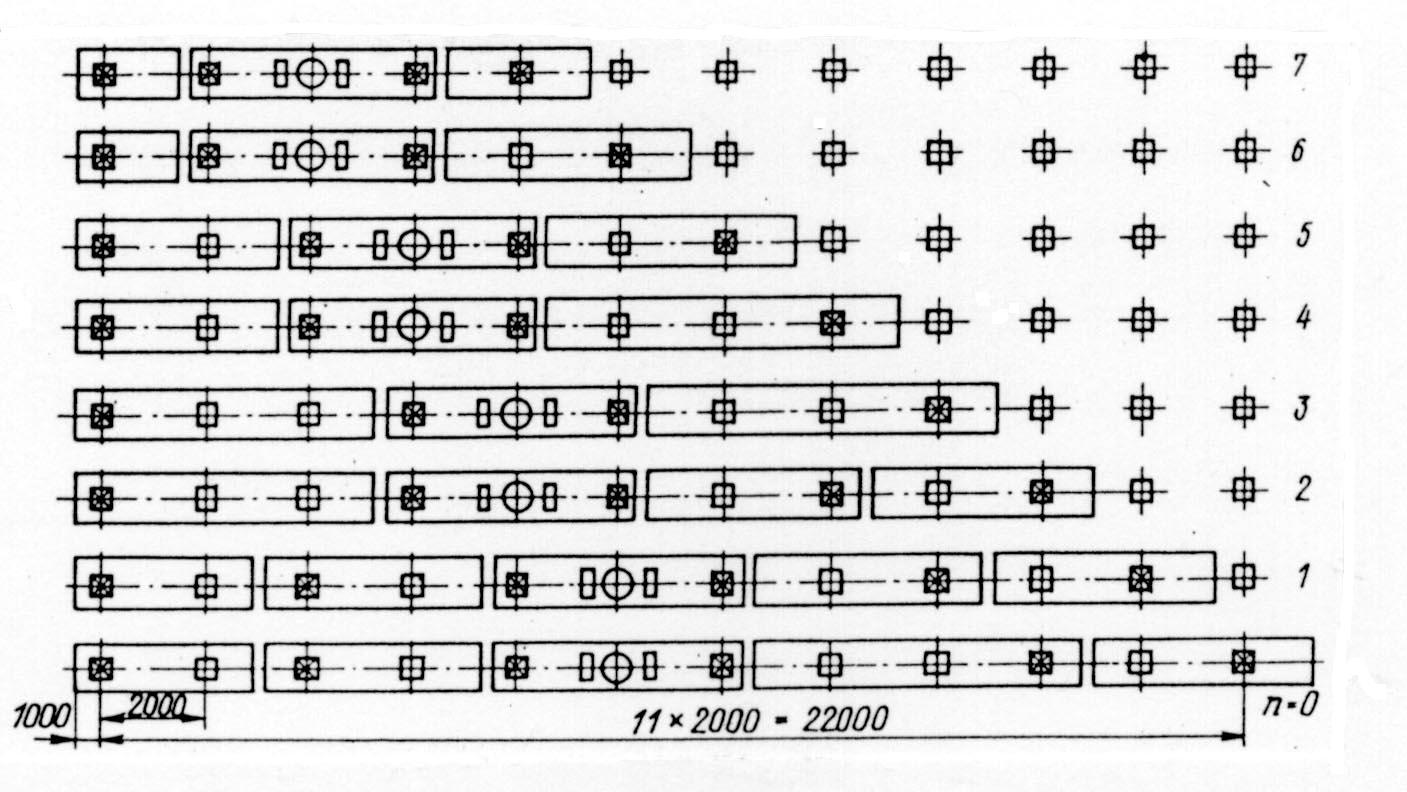
Рис.6.29. Схема компоновки линии.
-опорная стойка, - направляющая, - центральная
стойка с гидроцилиндром.
Масляная станция
Масляная станция предназначена для создания необходимого рабочего давления в гидросистеме линии и распределения масла по всем рабочим органам. Она состоит из бака с маслом, лопастного насоса с электродвигателем, системы распределения масла, золотников с электромагнитным управлением, фильтров, холодильников и манометра.
6.2.5. Ванны
Ванны аналогичны рассмотренным выше. Главным отличием является то, что загрузочное приспособление размещается вдоль длины линии, опоры-ловители отсутствуют, а загрузочное приспособление жестко крепится на каретке. Ванны приспособлены для обработки сразу двух параллельно укрепленных загрузочных приспособлений на одной позиции. При этом по центральной оси ванны размещается дополнительный ряд электродов (рис.6.30).
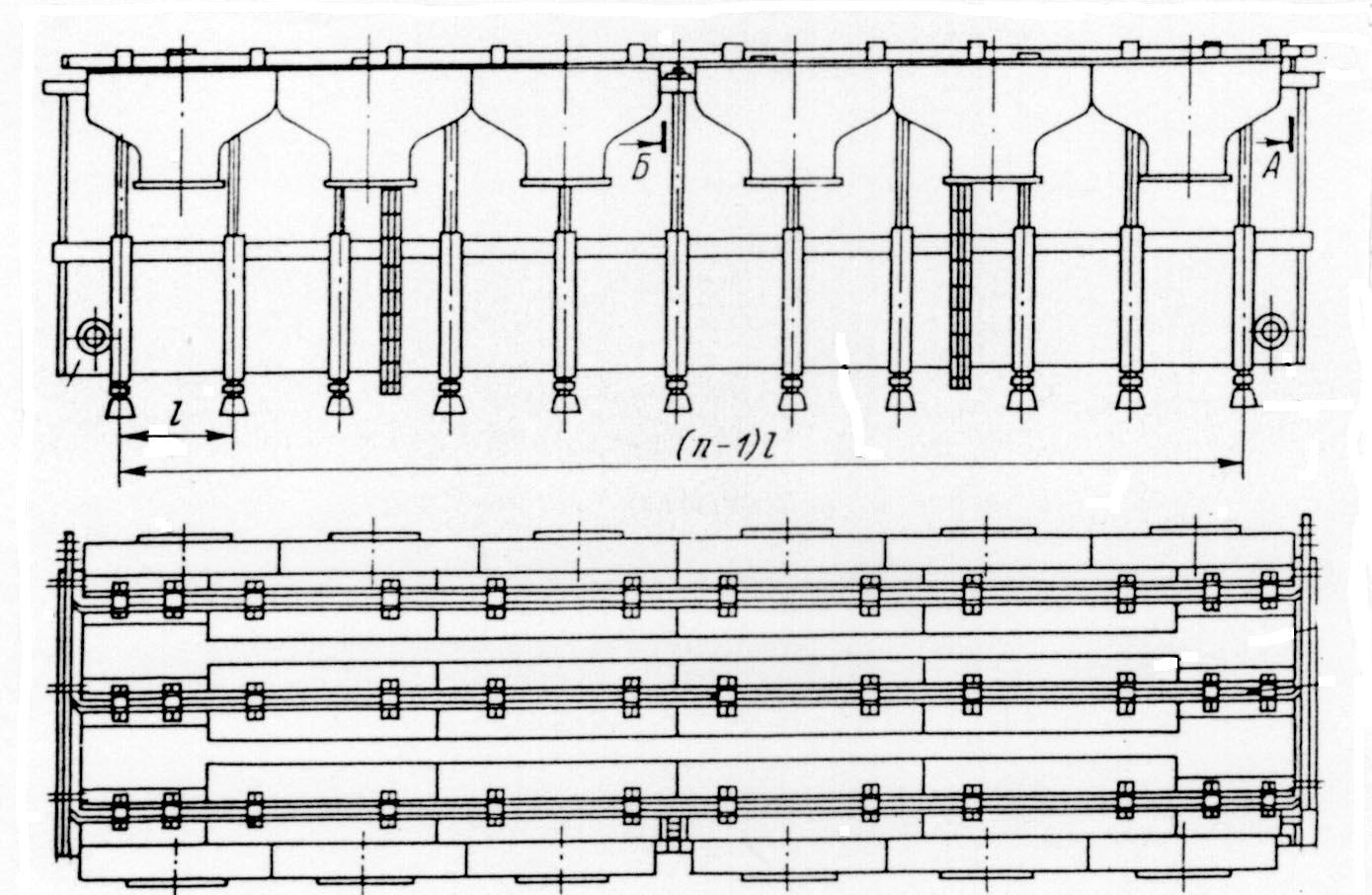
Рис. 6.30. Схема ванны линии с жестким циклом.
Бортовые отсосы на ваннах размещаются с двух сторон. Длина ванны определяется временем технологического процесса. Минимальная длина ванны соответствует размещению одной пары загрузочных приспособлений. Такие ванны применяются в том случае, если время обработки деталей по техпроцессу соответствует темпу выхода. Если время обработки больше темпа выхода, длина ванны увеличивается. Например, каждый шаг механизма горизонтального перемещения повторяется с интервалом в 2 мин (темп выхода 2 мин). Если время осаждения покрытия = 20 мин, то подвеска в ванне должна передвинуться на
n=/ТВ = 20/2=10 позиций.
Если длина загрузочного приспособления равна L1 , расстояние между загрузками L2, и расстояние от загрузки до стенки ванны равно L3, то длина ванны Lв составляет
Lв = nL1 + (n-1)L2 + 2L3
Приведенный расчет поясняется рисунком 6.31.
Обычно самыми длинными ваннами в линии являются гальванические ванны. Они пространственно занимают место с двух сторон линии и на повороте с одного ряда на другой. Принцип расчета длины ванны при этом не меняется.
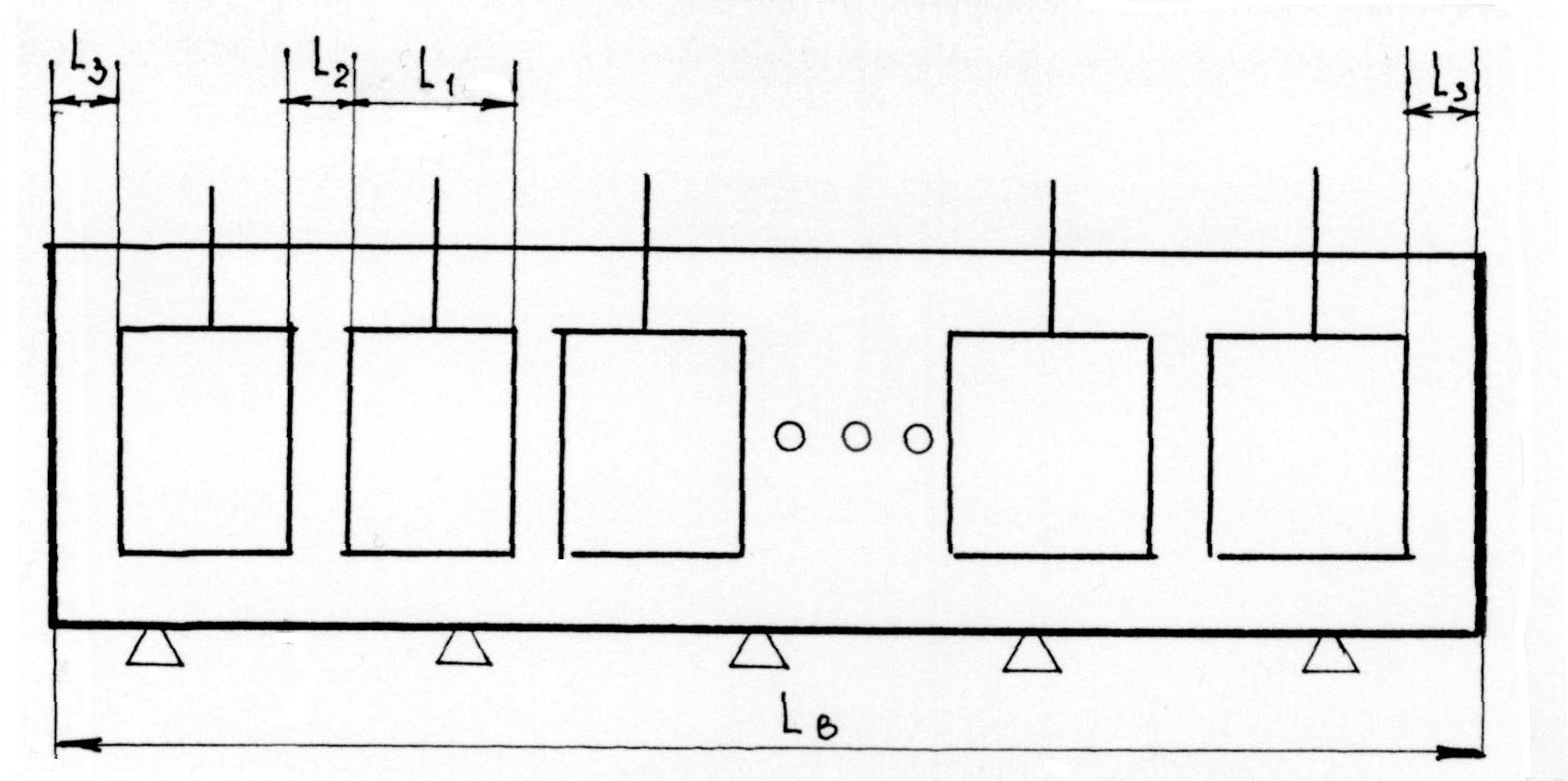
Рис. 6.31. К расчету длины ванны в гальванической линии.