

93
5 Электродвигатели
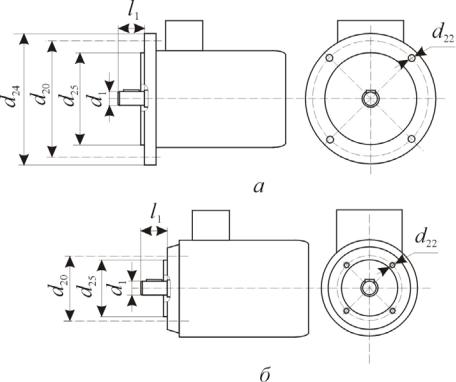
Электродвигатели исполнения IМ300 могут иметь фланцы форм: B5 – см. рис. 5.1, а; B14 – см. рис. 5.1, б. У фланца B5 отверстия под винты сквозные гладкие, у фланца B14 – глухие резьбовые. Присоединительные размеры фланцев приведены в табл. 5.1. Отечественные электродвигатели в большинстве случаев пока выполняют с фланцами B5.
Рис. 5.1
Оглавление
Иванов А.С., Муркин С.В. «Конструирование современных мотор-редукторов»
94
|
|
|
|
|
|
|
|
|
Таблица 5.1 |
||
|
|
Размеры фланцев электродвигателей |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
Типоразмер |
d1 |
|
l1 |
|
Фланец B5 |
|
Фланец B14 |
||||
двигателя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d22 |
d20 |
d24 |
d25 |
d22 |
d20 |
d25 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
63 |
11 |
|
23 |
10 |
130 |
160 |
110 |
М5 |
75 |
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
71 |
14 |
|
40 |
12 |
165 |
200 |
130 |
М6 |
85 |
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
80 |
19 |
|
50 |
12 |
165 |
200 |
130 |
М6 |
100 |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
90 |
24 |
|
50 |
15 |
215 |
250 |
180 |
М8 |
115 |
95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
28 |
|
60 |
15 |
215 |
250 |
180 |
М8 |
130 |
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
112 |
32 |
|
80 |
15 |
265 |
300 |
230 |
М8 |
130 |
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
132 |
38 |
|
80 |
19 |
300 |
350 |
250 |
М10 |
165 |
130 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Контрольные вопросы
1.Какие две формы присоединительных фланцев могут иметь электродвигатели исполнения IM300?
2.Какие отверстия имеют фланцы B14 исполнения IM300 электродвигателей?
Оглавление
Иванов А.С., Муркин С.В. «Конструирование современных мотор-редукторов»
95
6 Период приработки
Зубчатые редукторы отечественного изготовления, согласно ГОСТ Р 50891-96, должны допускать введение в
эксплуатацию на полную нагрузку без обкатки. Червячные редукторы (кроме применяемых для работы с периодическими остановками) должны эксплуатироваться в течение первых 40 часов без приложения нагрузки, либо с нагрузкой, не превышающей 50% номинальной. В период 200 – 250 часов приработки под нагрузкой КПД червячных и глобоидных редукторов может составлять 0,9 от его номинального значения.
Фирма SEW рекомендует обкатку червячных редукторов в течение 48 часов. После обкатки их КПД повышается: на 12% для однозаходного червяка; на 6% для двухзаходного; на 3% для трехзаходного и пятизаходного; на 2% для шестизаходного.
Фирма Bauer предпочитает обкатку червячных редукторов в течение 200 часов с нагрузкой, составляющей 2/3 от номинальной. После приработки боковая поверхность зубьев выглаживается, повышаются несущая способность боковых сторон зубьев и КПД. После приработки следует заменять смазочный материал в редукторе, а корпус редуктора тщательно промывать с целью удаления частиц износа.
Для зубчатых редукторов период приработки не предусматривается.
Контрольные вопросы
1.Нужен ли период приработки для зубчатых мотор-редукторов?
2.Зачем предусматривают введение периода приработки для червячных и глобоидных мотор-редукторов?
Оглавление
Иванов А.С., Муркин С.В. «Конструирование современных мотор-редукторов»
96
Приложение А. Жидкие смазочные материалы мотор-редукторов
Для зубчатых передач применяют следующие жидкие смазочные материалы [34]: минеральные масла с антикоррозионными добавками; минеральные масла с добавками жиров; минеральные масла с присадками, содержащими свинец, хлор или серу и фосфор, придающими маслу способность передавать высокие удельные давления (ЕР-присадки); синтетические масла.
Минеральным маслам, как органическим соединениям, присущи процессы старения, в результате которых может не только увеличиться вязкость масла, но и могут возникнуть коррозионноактивные продукты реакции. Введением соответствующих присадок предотвращают процесс старения.
ЕР-присадки особенно эффективны для передач (червячных, гипоидных и некоторых других) со смешанным трением в зоне контакта, вызывающим при неблагоприятных условиях заедание или повышенный износ. ЕР-присадки вызывают физико-химические реакции, в результате которых поверхностно-активные вещества образуют на боковых сторонах зубьев защитные слои, не допускающие непосредственное контактирование рабочих поверхностей зубьев. Эти слои стираются в процессе работы передачи и возникают вновь.
Синтетические масла изготавливают на базе полиэфиров и синтетических углеводородов. Эти масла дороже минеральных, но имеют ряд преимуществ перед ними:
Оглавление
Иванов А.С., Муркин С.В. «Конструирование современных мотор-редукторов»
97
неокисляемость, термическая и химическая стабильность, большая нагрузочная способность, более благоприятная зависимость вязкости от температуры, в некоторых случаях снижение коэффициента трения и повышение КПД передачи.
Поскольку в цилиндрических и конических зубчатых передачах в полюсе зацепления нет компоненты скорости скольжения, направленной вдоль линии зацепления, то при высокой линейной скорости на начальном диаметре зубчатого колеса между контактирующими поверхностями зубьев создаётся гидродинамический слой масла достаточной толщины, чтобы препятствовать непосредственному контактированию поверхностей зубьев. Это исключает необходимость применения специальных присадок, увеличивающих прочность масляной пленки.
Наоборот, в червячных и гипоидных передачах в полюсе зацепления возникает компонента скорости скольжения, направленная вдоль линии контакта, что препятствует образованию гидродинамического масляного клина. Это делает необходимым введение в смазочные материалы специальных присадок.
Также необходимы присадки в маслах, предназначенных для зубчатых передач, работающих при невысокой окружной скорости на начальном диаметре зубчатого колеса, при которой не образуется гидродинамический слой масла.
Смазывание практически никак не влияет на несущую способность по излому зубьев, но может изменить несущую способность по заеданию контактирующих поверхностей в 10 раз.
Оглавление
Иванов А.С., Муркин С.В. «Конструирование современных мотор-редукторов»