

Конспект(1)
.pdfКоэффициент межпроектной взаимной унификации Км.у для группы
изделий представляет собой отношение количества сокращенных за счет взаимной унификации типоразмеров составных частей к максимально возможному сокращению количества наименований типоразмеров составных частей группы изделий. Этот коэффициент выражается в процентах и рассчитывается по формуле
|
|
S |
|
|
S |
|
|
|
|
|
|
|
ni |
|
100%, |
(135) |
|||
|
Км.у |
ni Q |
|
m |
|||||
|
i 1 |
|
i 1 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
где S – |
общее количество |
изделий; ni |
– количество |
типоразмеров |
|||||
|
|
|
|
|
|
S |
|
|
|
составных |
частей в i-м |
изделии; |
|
Q g j |
|
– общее количество |
|||
j 1
неповторяющихся типоразмеров составных частей, применяемых в группе из S изделий; gj - количество типоразмеров составных частей одного наименования в j-й составной части; m – общее количество наименований неповторяющихся составных частей изделий.
Коэффициент унификации группы изделий Ку.г в денежном выражении можно рассчитать по формуле
|
|
|
m |
|
|
|
|
|
|
K уi Дi Сi |
|
||
К |
у.г |
i 1 |
|
, |
(136) |
|
m |
|
|||||
|
|
|
|
|||
|
|
|
Дi |
Сi |
|
|
i 1
где m – количество изделий в группе; Куi – коэффициент унификации i -го изделия; Дi – годовая программа выпуска i-гo изделия; Ci – оптовая цена i-го изделия.
При отсутствии данных о цене каждого изделия группы коэффициент Ку.г вычисляют по упрощенным формулам
|
|
|
m |
|
|
|
m |
|
|
|
|
|
K уi Дi |
|
|
|
K уi |
|
|
К |
у.г |
i 1 |
или К |
у.г |
i 1 |
. |
(137) |
||
m |
|
||||||||
|
|
|
|
|
|
||||
|
|
|
Дi |
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
||
i 1
161

При определении показателей унификации учитывают основные
детали и узлы (части) изделия. Вспомогательные детали и сборочные единицы в подсчетах унификации не учитывают. К вспомогательным частям изделия относят, например, крепежные детали, пробки и заглушки, муфты, гайки, шайбы, шпонки, электромонтажные детали, лампочки, детали тары и упаковки, инструмент и принадлежности и т. п.
Коэффициент применяемости Кпр частей изделия по их типоразмерам определяют в процентах по следующей формуле
Кпр |
n no |
100% nу n 100%, |
(138) |
|
|||
|
n |
|
|
где n – общее количество типоразмеров составных частей (с учетом унифицированных и оригинальных); nо – количество типоразмеров оригинальных составных частей; nу – количество типоразмеров унифицированных составных частей.
При определении величины Кпр покупные составные части изделия, т. е. комплектующие изделия, учитывают как одну деталь, независимо от числа входящих в эту «деталь» составных частей. К оригинальным относят те составные части, которые разработаны впервые для данного изделия. Чем меньше в изделии оригинальных деталей, тем выше коэффициент Кпр и тем выше уровень унификации.
Так, например, если в автомобиле n = 3473 ед., no = 196 ед., то
Кпр 3473 196 100% 94,3%. 3473
Коэффициент повторяемости Кп представляет собой отношение повторяющихся составных частей изделия к общему количеству его составных частей, выраженное в процентах, и рассчитывается по формуле
Кп |
N n |
100%, |
(139) |
|
|||
|
N 1 |
|
|
где N – общее количество составных частей в изделии; n – общее количество типоразмеров составных частей изделия.
При подсчете N учитывают стандартные крепежные и электромонтажные детали, детали тары, упаковки и укладки.
162
4.7. ПАТЕНТНО-ПРАВОВЫЕ ПОКАЗАТЕЛИ
Патентно-правовые показатели – это в первую очередь показатели патентной защиты и патентной чистоты. Для расчета значений патентноправовых показателей, в зависимости от сложности изделия, все его составные части делятся на группы с учетом их значимости (весомости).
Используют два показателя патентной защиты изделия: патентная защита в стране и за рубежом.
Показатель патентной защиты изделия внутри страны
рассчитывается так:
S
mi Ni
P'п.з |
i 1 |
|
, |
(140) |
|
|
|||
|
|
N |
|
|
где S – количество групп значимости; mi – коэффициент весомости составных частей изделия, защищенных патентами или авторскими свидетельствами страны; Ni – количество составных частей изделия, защищенных патентами и/или авторскими свидетельствами страны; N – общее количество составных частей изделия.
Показатель патентной защиты изделия за рубежом определяется по формуле
|
|
S |
|
|
|
|
|
δ m'i N 'i |
|
|
|
P'' |
|
i 1 |
|
, |
(141) |
|
|
||||
п.з |
|
N |
|
|
|
|
|
|
|
|
|
где δ – коэффициент, зависящий от количества стран, в которых получены патенты для экспорта изделия; mi' – коэффициент весомости составных частей, защищенных зарубежными патентами; Ni' – количество составных частей изделия, защищенных патентами за рубежом.
Общий показатель патентной защиты изделия Рп.з представляет
собой сумму Pп.з = P'п.з + P''п.з.
Показатель патентной чистоты Рп.ч выражает правовую возможность реализации изделия как внутри страны, так и за рубежом. Показатель Рп.ч рассчитывают по следующей формуле
163

S
N mi Ni
Pп.з |
i 1 |
, |
(142) |
|
N |
||||
|
|
|
где Ni – количество составных частей изделия (по группам значимости), попадающих под действие патентов данной страны.
С учетом разделения составных частей изделия на особо важные, основные и вспомогательные показатель патентной защиты Рп.з определяют по формуле
|
n |
S |
|
|
|
mj mi Ni |
|
|
|
Pп.з |
j 1 |
i 0 |
, |
(143) |
|
Nio |
|||
|
|
|
|
|
где mj – индивидуальный коэффициент |
весомости особо |
важных |
||
составных частей; n – количество особо важных составных частей в изделии; mi - коэффициент весомости частей, защищенных патентами России или стран предполагаемого экспорта; Ni – количество составных частей основной и вспомогательной групп, защищенных патентами; Nio – общее количество учитываемых составных частей изделия в основной и/или вспомогательной группе; S – число групп значимости.
Более точно показатель патентной чистоты Рп.ч определяют по следующей формуле
n |
S |
Nio |
Ni н.п.ч Nio , |
|
Pп.ч m j |
mi |
(144) |
||
j 1 |
i 1 |
|
|
|
где mj – коэффициент весомости |
особо |
важных составных |
частей |
|
изделия; mi – коэффициент весомости для частей основной и/или вспомогательной групп; n – количество особо важных составных частей, обладающих патентной чистотой; Nio – общее количество учитываемых составных частей изделий в i-й группе; Ni н.п.ч - количество составных частей изделия в группе, подпадающих под действие патентов, выданных в стране предполагаемой реализации; S – число групп значимости.
Например: допустим, что в токарно-револьверном станке выделено 30 составных частей, подлежащих учету при определении показателя патентной чистоты: особо важные составные части – кинематическая схема и токарно-револьверная головка; основные составные части –
164

револьверная головка, коробка скоростей, коробка передач, система
циркуляционной смазки, станина с основанием, редуктор, художественноконструкторское решение (внешний вид) станка и пр. (всего 12); вспомогательные составные части – фартук, эксцентриковые валики, подшипники и т. п. (всего 16).
Патентной чистотой не обладают внешний вид станка (подпадает под действие патента на промышленный образец одной из фирм в стране предполагаемого экспорта) и система циркуляционной смазки (относится к числу основных составных частей), а также четыре вспомогательные составные части.
Для данного вида изделий установлены в отрасли следующие коэффициенты весомости составных частей по группам:
—кинематическая схема m1 = 0,4;
—токарно-револьверная головка m2 = 0,3; m3 = 0,2; m4 = 0,1. Показатель патентной чистоты данного станка Р:
P |
0,4 0,3 |
0,2 12 2 |
|
0,1 16 4 |
0,95. |
|
|
||||
п.ч |
12 |
16 |
|
||
|
|
||||
Часто требуется определить численное значение территориального показателя патентной чистоты Рп.ч. Его находят как отношение разности числа возможных стран для экспорта и числа стран, в которых данное изделие не обладает патентной чистотой, к количеству стран, первоначально намеченных к экспорту в них оцениваемого изделия.
Например, изделие могли бы купить в десяти странах. Но в двух из предполагаемых стран-покупателей изделие не обладает патентной чистотой. В этом случае показатель территориального распространения по патентной чистоте будет равен:
Pт.п.ч 10 2 0,8. 10
Показатель патентной чистоты для патентно чистого изделия в отношении страны экспорта равняется единице. Изделие, не обладающее патентной чистотой внутри страны, и в отношении зарубежных стран не может быть признано изделием высокого технического уровня. Изделие, в котором есть защищенные патентами составные части, обладает новизной и прогрессивностью конструкции и/или используемых материалов.
165
4.8. ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Интегральный показатель качества машины или оборудования является по существу технико-экономическим, так как содержит параметрический показатель и затратные (экономические) показатели. Однако при изменяющейся цене единицы продукции или работ, производимых с помощью оцениваемого изделия, суммарный полезный эффект (полезность эксплуатации, использования) определяют в денежном выражении как экономический эффект и обозначают буквой Э. В связи с этим, интегральным показателем экономической эффективности изделия Ринт.экс в сфере его эксплуатации (у потребителя) за весь срок службы являются:
Pинт.экс |
|
Э |
|
, |
(145) |
Кс Зэ |
|
||||
|
|
Зут |
|
||
P |
|
Кс Зэ |
Зут |
, |
(146) |
|
|
||||
инт.экс |
|
Э |
|
|
|
|
|
|
|
|
|
где Кс – суммарные |
капиталовложения; |
Зэ – суммарные |
|||
эксплуатационные затраты за весь срок службы изделия; Зут – суммарные затраты на снятие с эксплуатации и утилизацию изделия по окончании его срока службы.
Расчет Ринт.экс за определенный |
период времени |
эксплуатации Т |
|||||
производят по формулам |
|
|
|
|
|
|
|
Pинт.экс |
|
Э |
|
||||
|
|
|
, |
|
(147) |
||
|
|
|
|||||
|
|
Кс (t) Зэ Зут |
|
||||
Pинт.экс |
|
|
Э |
|
|
, |
(148) |
Кс 1 |
Т |
|
|||||
|
Eн |
Зэ Зут |
|
||||
где Э – затраты потребления за время Т; φ(t) – поправочный коэффициент, зависящий от срока службы изделия t лет, определяемый по
формуле |
(t) |
Eн 1 Eн t 1 |
, |
или по таблице 4.4; Eн |
– нормативный |
|||
1 E |
н |
t 1 |
||||||
|
|
|||||||
|
|
|
|
|
|
|
||
166
коэффициент окупаемости капиталовложений, определяемый сроком
службы изделия; Т – срок службы изделия.
Таблица 4.4. Расчетные значения коэффициента φ(t)
t |
φ(t) |
t |
φ(t) |
t |
φ(t) |
1 |
1,000 |
9 |
0,182 |
17 |
0,144 |
|
|
|
|
|
|
2 |
0,539 |
10 |
0,174 |
18 |
0,142 |
|
|
|
|
|
|
3 |
0,381 |
11 |
0,166 |
19 |
0,140 |
|
|
|
|
|
|
4 |
0,304 |
12 |
0,160 |
20 |
0,139 |
|
|
|
|
|
|
5 |
0,262 |
13 |
0,156 |
21 |
0,138 |
|
|
|
|
|
|
6 |
0,244 |
14 |
0,152 |
22 |
0,137 |
|
|
|
|
|
|
7 |
0,210 |
15 |
0,149 |
23 |
0,136 |
|
|
|
|
|
|
8 |
0,194 |
16 |
0,146 |
24 |
0,135 |
|
|
|
|
|
|
В качестве экономических показателей изделия иногда используют, например, цену изделия и, реже, себестоимость его изготовления. Но эти показатели неоднозначно связаны с качеством оцениваемого изделия. Цена зависит от качества и от дефицитности изделия на данный момент купли-продажи, а себестоимость обусловлена в значительной мере техническим уровнем производства. При этом качество готового изделия может быть соответствующим или слабо зависящим от технического уровня производства.
Показатель себестоимости производства единицы продукции или количества работы, осуществляемой с помощью оцениваемого изделия (машины или аппараты), адекватно характеризует важнейший аспект качества.
Затраты при эксплуатации или суммарные затраты на весь жизненный цикл изделия тоже косвенно характеризуют качество изделия.
Себестоимость работы изделия, т. е. себестоимость машино-часа, является его обобщенным экономическим показателем и может использоваться наряду с другими при оценке технического уровня машин, оборудования, аппаратов и других машиностроительных изделий.
Технико-экономический уровень изделия определяют как отношение интегрального технико-экономического показателя оцениваемого изделия к соответствующему значению базового значения.
Обобщенный экономический показатель уровня качества или технического уровня изделия находят как
167
Уэ |
Pинт.экс.оц |
. |
(149) |
|
|||
|
Pинт.экс.баз |
|
|
В формуле (99) индексы «оц» и «баз» обозначают, что показатели Pинт.экс относятся соответственно к оцениваемому и базовому изделию.
Если известна себестоимость машино-часа работы оцениваемого и базового изделия, то показателем уровня экономичности оцениваемого изделия является:
Уэ |
См-ч.оц |
, |
(150) |
|
|||
|
См-ч.баз |
|
|
где См-ч.оц и См-ч.баз – себестоимости машино-часа соответственно оцениваемого и базового изделий.
168
5. ПРОЦЕСС ОЦЕНКИ КАЧЕСТВА ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
5.1. МЕТОДИКА ОПРЕДЕЛЕНИЯ ОБЩЕЙ ОЦЕНКИ УРОВНЯ КАЧЕСТВА ТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Под общей оценкой качества или технического уровня
промышленного изделия понимают совокупность оценок качества на всех стадиях его жизненного цикла.
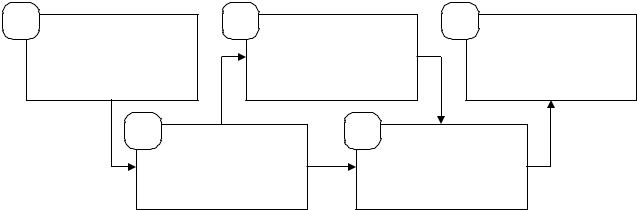
Управление качеством, в широком смысле этого понятия, означает оценивание качества, принятие соответствующих управленческих решений и обеспечение необходимого уровня качества на всех стадиях (или этапах) жизненного цикла объекта. Структура жизненного цикла промышленной продукции показана на рисунке 5.1.
1 |
Исследование, |
3 |
|
5 |
|
Реализация |
Утилизация |
||
|
проектирование и |
|||
|
или обращение |
или уничтожение |
||
|
конструирование |
|||
|
|
|
|
|
|
2 |
|
4 |
|
|
Изготовление |
Реализация |
||
|
(производство) |
или обращение |
||
Рис. 5.1. Стадии жизненного цикла технической продукции
Из вышеизложенного следует, что уровень качества промышленных изделий должен задаваться и устанавливаться при разработке продукции, обеспечиваться и управляться при ее производстве (изготовлении), сохраняться при обращении и реализации, поддерживаться при эксплуатации или потреблении и легко утилизироваться или уничтожаться (ликвидироваться) по окончании использования. Однако для этого на всех стадиях жизненного цикла изделия (ЖЦИ) сначала надо определять (оценивать) заданный или имеющийся уровень качества, а потом уже воздействовать на качество теми или иными конструкторскими и/или инженерно-технологическими методами и средствами.
На всех стадиях и этапах ЖЦИ предприятия и организации, выполняющие соответствующие работы, занимаются менеджментом качества своего продукта, будь то исследование, проектно-
169
конструкторская разработка, производство, обслуживание и ремонт,
эксплуатация и даже утилизация.
Менеджмент качества – скоординированная деятельность по руководству и управлению организацией применительно к качеству. Менеджмент качества состоит из следующих основных элементов: планирование качества, обеспечение качества, управление качеством и улучшение качества.
Планирование качества – часть менеджмента качества по определению целей организации в области качества и планированию необходимого уровня качества ее продукции, а также методов и средств его достижения.
Обеспечение качества – часть менеджмента качества, направленная на создание уверенности в том, что требования к качеству будут выполнены. Это деятельность по созданию условий для производства продукции требуемого качества.
Управление качеством – часть менеджмента качества, направленная на выполнение требований к качеству. Это оперативная деятельность по поддержанию качества заданного уровня.
Улучшение качества – часть менеджмента качества, направленная на увеличение способности выполнять требования к качеству. Улучшение качества – это разновидность управления качеством, направленная на повышение уровня качества объекта управления (процесса, продукции или услуги).
Очевидно, что процесс регулярного повышения качества во всех сферах и видах деятельности людей и, в частности, улучшение качества продукции во многом обусловлены технологией (методами и средствами) достижения необходимого качества.
Общая система мер и средств, направленных на повышение качества производимой продукции, состоит из трех основных частей.
1.Центральная часть процесса управления качеством – это те приемы, методы и средства квалиметрии, которые применяются при исследовании, анализе и количественной оценке уровня качества, а также для установления «узких мест», т. е. тех показателей или параметров, которые необходимо улучшить. Эта первая система анализа и оценки качества обеспечивает принятие основных управленческих решений в отношении улучшения качества конкретных изделий.
2.Система технического обеспечения качества – это совокупность
производственно-технологических и других приемов и средств,
170