

Конспект(1)
.pdf– сопротивление изоляции и электрическая прочность токоведущих
цепей и т. п.
Качественным показателем безопасности может быть наличие средств индивидуальной защиты человека, ремней безопасности и т. п.
Оценку уровня качества изделия производят с учетом показателей безопасности и их норм.
Требования и нормы по безопасности человека предопределяются системой международных и государственных стандартов по безопасности труда; правилами и нормами по технике безопасности, пожарной и другой безопасности, требованиями к производственной санитарии и другими регламентами. Для оценки безопасности технического изделия определяют показатели, которые непосредственно характеризуют условия труда с оцениваемым изделием, т. е. устанавливают численные значения параметров загазованности, запыленности, шума, вибрации, освещенности; показатели частоты и тяжести травматизма и другие показатели, а также выявляют экономический ущерб, вызываемый опасными условиями труда с данным техническим изделием.
При оценке безопасности первоначально определяют Хст – степень вредности (опасности) неблагоприятного фактора и/или тяжести работ с техническим изделием. Степень вредности Xст оценивают в баллах в соответствии с нормами "Гигиенической классификации труда" Министерства здравоохранения от 12.08.86 № 4137 – 86.
Так, например, если параметры фактического состояния факторов Ф (Ф – фактическое значение любого фактора) равны или меньше показателей предельно допустимых концентраций (ПДК) или предельно допустимых уровней (ПДУ) неблагоприятного воздействия на человека, то условия труда считают безопасными и коэффициенту Хст не присваиваются баллы. Если в воздухе рабочего места вредных химических веществ до 4 ПДК, то Хст = 1 баллу. Если в воздухе концентрация вредных химических веществ до 6 ПДК, то Хст = 2 баллам. Если фактическая концентрация вредных химических веществ в воздухе более 4 ПДК, то Хст = 3 баллам. Так же установлены значения Хст для других вредных для здоровья факторов, воздействующих на человека.
Однако многие вредные и опасные факторы воздействуют на человека при его работе не все время. В этом случае установленные показатели степени вредности факторов, корректируются по формуле
X факт X ст T , |
(126) |
151
где Xст – степень вредности (опасности) фактора; Т – отношение времени действия данного фактора к продолжительности рабочей смены.
Если время действия какого-либо отрицательного фактора составляет более 90% продолжительности рабочей смены, то значение
Т = 1.
В ряде случаев степень безопасности технических изделий оценивают по коэффициентам безопасности Кб. Коэффициент безопасности Кб определяется отношением количества показателей (требований) безопасности Nб соответствующих нормативно-технической документации по безопасности труда с оцениваемым изделием, к общему количеству номенклатуры показателей безопасности Nо, относящихся к данному изделию:
Кб |
Nб |
. |
(127) |
|
|||
|
Nо |
|
|
Если коэффициент безопасности меньше единицы, то необходимо осуществить управленческие и технические мероприятия по приведению изделия в нормативно безопасное состояние.
Очевидно, что уровень безопасности Уб изделия количественно оценивается как отношение коэффициентов безопасности оцениваемого и базового образцов:
Уб |
Кб.оц. |
. |
(128) |
|
|||
|
Кб.баз. |
|
|
Однако более точная оценка уровня безопасности изделия может быть осуществлена дифференциальным или комплексным методом с учетом всех единичных показателей безопасности и их значимости.
4.5.4. Эстетические показатели качества
Эстетические показатели характеризуют информационную выразительность, рациональность формы, целостность композиции, совершенство производственного исполнения и стабильность товарного вида изделия. Соответствие изделия требованиям технической эстетики характеризуется показателями, перечень которых приведен в табл. 4.3.
152
Показатели информационной выразительности характеризуют
степень отражения в форме изделия сложившихся в обществе эстетических представлений и культурных норм, которые проявляются:
–в художественно-образном воплощении социально значимой эстетической информации (показатель знаковости);
–в своеобразии элементов формы, выделяющих данное изделие среди других аналогичных изделий (оригинальность формы);
–в преемственности признаков формы, характеризующих устойчивость средств и приемов художественной выразительности, свойственных определяемому периоду времени (стилевое соответствие);
–в признаках внешнего вида изделия, выявляющих временно установившиеся эстетические вкусы и предпочтения (соответствие моде).
Таблица 4.3. Показатели эстетичности изделия
Подгруппа показателей |
Единичный показатель |
|
|
Знаковость |
|
Информационная |
Оригинальность формы |
|
выразительность |
Стилевое соответствие |
|
|
Соответствие моде |
|
Рациональность формы |
Функционально-конструктивная |
|
Эргономическая обусловленность |
||
|
||
|
Органичность объемно-пространственной |
|
|
структуры |
|
Целостность композиции |
Тектоничность |
|
|
||
Пластичность |
||
|
||
|
|
|
|
Упорядоченность |
|
|
|
|
|
Колорит и декоративность |
|
|
|
|
|
Чистота контуров и элементов формы |
|
Совершенство изготовления |
|
|
Тщательность покрытий и отделки |
||
поверхностей |
|
|
Четкость исполнения знаков и |
||
|
||
|
сопроводительной документации |
|
|
|
|
Стабильность товарного вида |
Устойчивость к повреждениям |
|
Сохраняемость цвета |
||
|
153
Показатели рациональности формы характеризуют соответствие
формы объективным условиям изготовления и эксплуатации изделия, а также адекватность отражения в ней функционально конструктивной сущности изделия.
Рациональность формы это:
–соответствие формы изделия его назначению, конструктивному решению, особенностям технологии изготовления и применяемым материалам (показатель функционально-конструктивной обусловленности);
–учтенность в форме изделия способов и особенностей действий человека с изделием (показатель эргономической обусловленности).
Показатели целостности композиции характеризуют гармоничность единства частей и целого изделия, органичность взаимосвязи элементов формы изделия и его согласованность с ансамблем других изделий. Целостность композиции предопределяет эффективность использования технических и художественных средств при создании единого композиционного решения и выражается:
–в общности пространственной структуры формы, в ее масштабной пропорциональной и ритмической организации (показатель органичной объемно-пространственной структуры);
–в профессионально-художественном осмыслении реальной работы конструкции и материалов изделия (показатель тектоничности);
–в моделировании взаимопереходов и связей объемов плоскостей и очертаний формы (показатель пластичности);
–в подчинении графических и изобразительных элементов общему композиционному решению (показатель упорядоченности графических и изобразительных элементов);
–во взаимосвязи цветовых сочетаний и в использовании декоративных свойств материалов (показатель колорита и декоративности).
Показатели совершенства изготовления элементов формы и поверхностей характеризуются:
–чистотой выполнения поверхностей контуров, округлений и сочленений элементов (показатель чистоты контуров и сопряжений);
–тщательностью нанесения покрытий и отделки поверхностей (показатель тщательности покрытий и отделки);
154
– четкостью изображения фирменных знаков, указателей, надписей,
рисунков, символов, информационных материалов и т. п. (показатель четкости исполнения знаков и сопроводительной документации).
Показателя стабильности товарного вида таковы: устойчивость к повреждениям элементов внешнего вида изделия; сохраняемость цвета и др.
Оценку значений эстетических показателей качества изделий осуществляют экспертным методом комиссией, состоящей из квалифицированных специалистов в области художественного конструирования и дизайна. Экспертная комиссия оценивает выбранные эстетические показатели в баллах и определяет коэффициент весомости каждого показателя. На основе полученных значении единичных показателей и коэффициентов их весомости вычисляют обобщенный показатель эстетичности по формуле:
n |
|
λ mi Ki , |
(129) |
i 1 |
|
где Кi – оценка единичного i-го показателя |
эстетичности в баллах; |
mi - коэффициент весомости i-го показателя; n |
– число учитываемых |
единичных эстетических показателей. |
|
4.6. ПОКАЗАТЕЛИ СТАНДАРТИЗАЦИИ И УНИФИКАЦИИ ПРОДУКЦИИ
4.6.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СТАНДАРТИЗАЦИИ И УНИФИКАЦИИ
Показатели стандартизации и унификации характеризуют насыщенность продукции стандартными, унифицированными и оригинальными частями.
По определению, стандартизация – это установление и применение правил с целью упорядочения деятельности в определенной области на пользу и при участии всех заинтересованных сторон, в частности для достижения всеобщей оптимальной экономии при соблюдении условий эксплуатации (использования) и требований безопасности.
Стандарт – это нормативно-технический документ, устанавливающий комплекс норм, правил и требований к объекту стандартизации, утвержденный соответствующим компетентным органом.
155
Основным принципом стандартизации технических изделий
является использование предпочтительных чисел. Смысл этого принципа состоит в том, что если всегда при выборе (назначении) любых параметров и показателей качества (производительность, скорость, число оборотов, мощность, давление, размеры, вес и т. д.) придерживаться определенного научно обоснованного ряда предпочтительных численных значений, то изделия оказываются согласованными с другими, связанными с ними видами продукции.
Если стандартизация, с одной стороны, не ограничивает количества предпочтительных численных значений в параметрических рядах, то унификация как один из методов стандартизации, наоборот, сокращает разнообразие элементов, используемых в различных технических системах.
Унификация – рациональное сокращение числа объектов (размеров, параметров, геометрических элементов, деталей, сборочных единиц, агрегатов, приборов, машин, их систем и т. п.) одинакового назначения, которые следует применять или использовать в изделии.
В основе унификации изделий лежит их конструктивное подобие и общность эксплуатационных требований. Основой метода унификации является систематизация и классификация.
Систематизация объектов – это расположение их в определенном порядке и последовательности, образующее четкую систему, удобную для использования.
Классификация – группировка и расположение объектов по классам, подклассам, разрядам и т. д. в зависимости от их общих признаков.
Унификация конструктивная – это приведение конструктивных решений машин, приборов, бытовой техники и т. д., а также их частей, узлов и деталей, выполняющих особые конструктивные функции, к технически обоснованному минимуму типов.
Типизация – установление типовых конструкций или технологических процессов на основе общих для параметрического ряда изделий или процессов технических характеристик. Типизация – один из методов стандартизации и, в частности, унификации, который часто называют методом базовых конструкций и технологий.
Унификации подвержены параметрические и типоразмерные ряды машин, их типы, составные части (узлы и сборочные единицы) и детали.
Различают четыре вида унификации.
156
1.Внутриразмерная унификация всех модификаций определенного
типа изделий, имеющих базовую модель, или между собой внутри одного типоразмера. Так, например, отечественные товарно-винторезные станки с максимальным диаметром обрабатываемых заготовок 320 мм унифицированы с аналогичными токарными двухсуппортными, операционными и др. станками. Степень унификации таких станков достигает 85 – 95%. Степень унификации автомобилей Минского автомобильного завода более 80%, а двигателей Ярославского моторного завода – от 80 до 95%. Средняя степень унификации ранее выпускавшихся автомобилей ЗИЛ была примерно 80%.
2.Межразмерная унификация базовых моделей или их разновидностей – это унификация размеров параметрического ряда внутри одного типа изделий. Например, есть унифицированные части в токарно-винторезных станках с диаметрами обрабатываемых заготовок 320 и 400 мм. Степень их взаимной унификации может составлять до 35%. Для планирования и оптимизации уровня унификации устанавливают коэффициент межпроектной (межвидовой) унификации.
3.Межтиповая унификация изделий относится к различным параметрическим рядам различных типов однородных изделий. Унифицируют, например, в один межтиповой ряд некоторые узлы и детали продольно-фрезерных, продольно-строгальных и продольно-шлифовальных станков по числу R10 ширины обрабатываемых деталей (800, 1000, 1250 и 1600 мм). Это позволяет унифицировать до 45% деталей указанных станков.
4.Межзаводская (отраслевая – для ряда родственных заводов отрасли) и заводская (на одном заводе) унификации могут охватывать номенклатуру изделий, их составные части и детали, которые производят
иприменяют в пределах отрасли или завода.
Унификация и стандартизация, например, кузнечно-прессового оборудования и его составных частей позволили снизить затраты на проектно-конструкторские работы на 30%, организовать специализированное производство унифицированных узлов, повысить их качество и снизить трудоемкость изготовления оборудования на 16 – 40%. Кроме того, унификация позволяет осуществлять агрегатирование изделий.
Агрегатирование – это метод создания промышленных изделий путем компоновки их из взаимозаменяемых унифицированных сборочных единиц. Иначе говоря, агрегатирование – это создание машин, оборудования и приборов из унифицированных стандартных агрегатов (автономных частей
157
узлов), устанавливаемых в изделии в различном числе и комбинациях.
Соответствующие агрегаты должны обладать полной взаимозаменяемостью по всем эксплуатационным показателям и присоединительным размерам.
Использование агрегатирования позволяет перейти от конструирования и производства необоснованно оригинального и потому дорогого оборудования и машин к созданию (с использованием конструирования по каталогам) и выпуску их на основе проверенных практикой, оптимальных и взаимозаменяемых агрегатов. Это сокращает затраты на проектирование, конструирование и подготовку к серийному производству в 1,5 - 2 раза. При этом себестоимость продукции снижается на 25 – 30%. Агрегатирование сокращает издержки на ремонт изделий, упрощает эксплуатацию и т. д.
Типизация и агрегатирование – разновидности унификации, а унификация – форма использования результатов стандартизации. Поэтому за показатели стандартизации и унификации изделий принимают численные характеристики их унификации.
К стандартным составным частям изделия (группы изделий) относят детали, сборочные единицы, комплекты и технические комплексы, изготавливаемые по условиям государственных стандартов, а также по стандартам предприятий-изготовителей.
Унифицированными составными частями изделия являются изготавливаемые в соответствии со стандартами и используемые в двух и более различных изделиях части. К оригинальным относятся составные части, разработанные на основе неиспользованных ранее принципах и правилах стандартов, и изготовленные только для данного изделия или для группы (партии, серии) идентичных изделий.
Применение в изделии стандартных и унифицированных составных частей уменьшает время и средства на проектирование и изготовление изделий в целом, обеспечивает высокую ремонтопригодность и гарантирует установленный в стандартах и другой нормативнотехнической документации стабильный уровень качества. Следовательно, чем выше насыщение изделия стандартизованными и унифицированными составными частями, тем выше и стабильнее качество этого изделия.
158
4.6.2. ПОКАЗАТЕЛИ СТАНДАРТИЗАЦИИ И УНИФИКАЦИИ
Степень или уровень стандартизации и унификации изделия характеризуется следующими показателями: коэффициентами стандартизации, унификации, межпроектной взаимной унификации, унификации группы изделий, применяемости и повторяемости.
Уровень стандартизации изделия можно определять как отношение числа стандартизованных частей (деталей, узлов) Nст к общему количеству составных частей изделия NΣ:
Уст |
Nст |
. |
(130) |
|
|||
|
N |
|
|
Зачастую показатели стандартизации и унификации выражают не в долях, а в процентах.
Уровень насыщенности изделия унифицированными частями оценивается коэффициентом унификации, выраженным в процентах:
К у |
N No |
100% |
|
N у |
100%. |
(131) |
|
|
|||||
|
N |
|
N |
|
||
где N – общее число деталей и узлов (сборочных единиц) в изделии, шт.; Nо – число неунифицированных (оригинальных) деталей и узлов в изделии, шт.; Ny – число унифицированных деталей и узлов в изделии, шт.
Различают насыщенность изделия унифицированными деталями и узлами (частями) общемашиностроительного применения (ОМП) и заводского применения (ЗП). В таком случае:
Kу Kу.ОМП Kу.ЗП , |
(132) |
||||
К у.ЗП |
|
N у.ЗП |
100%, |
(133) |
|
|
|
||||
|
|
N |
|
||
К у.ОМП |
N у.ОМП |
100%, |
(134) |
||
|
|||||
|
|
N |
|
||
где Ny.ОМП, Ny.ЗП – число деталей и узлов в изделии соответственно ОМП и ЗП.
159
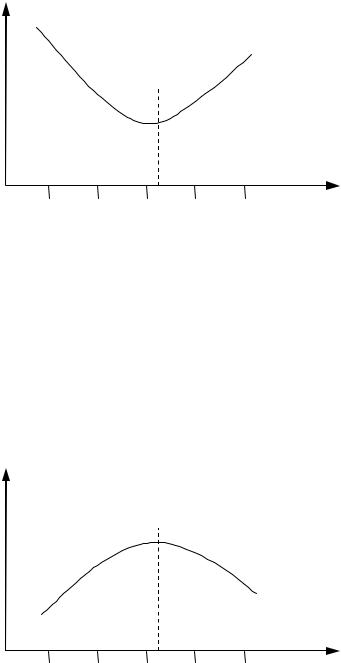
Известно, что уровень унификации любого изделия имеет свое
оптимальное значение. Машиностроительная практика показала, что существует зависимость между удельными капитальными затратами производства изделия К и коэффициентом унификации Ку этого изделия. На рисунке 4.5 показан вид этой зависимости. Видно, что наименьшее значение удельных капитальных вложений финансов при производстве технического изделия находится вблизи Ку ≈ 67%.
К, руб/шт
20 |
40 |
60 |
80 |
100 |
Ку, % |
|
Рис. 4.5. Оптимизация Ку по удельным капитальным вложениям в производстве
Если же в качестве критерия оптимизации параметра унификации взять общий народнохозяйственный эффект от производства и эксплуатации изделия Э, то оптимальное значение Ку, например, в машиностроении составит 65%, характер взаимообусловленности Э и Ку показан на рисунке 4.6.
Э, руб
20 |
40 |
60 |
80 |
100 |
Ку, % |
|
Рис. 4.6. Оптимизация Ку по эффективности производства и эксплуатации изделия
160