

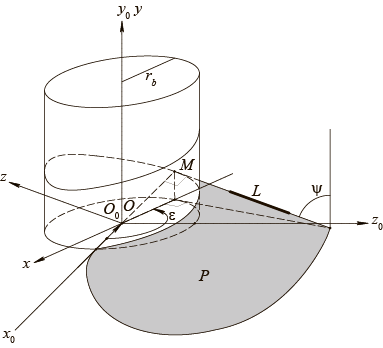
2.9. Определение огибающей при винтовом движении поверхности
Рассмотрим пример определения огибающей поверхности, которая создается плоским торцом

шлифовального круга при его винтовом движении.
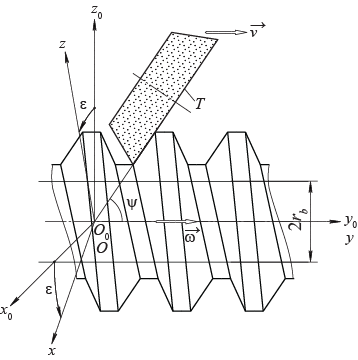
При этом известен параметр винтового движения:

где

‑ это скорость прямолинейно-поступательного движения круга вдоль оси винтового движения;

‑ это угловая скорость вращения шлифовального круга вокруг оси винтового движения.
Угол наклона плоскости

к оси винтового движения обозначим

Выберем правую неподвижную систему координат

ось ординат которой направим по оси винтового движения.
С плоскостью

свяжем систему координат

осикоторой направлены также, как и оси неподвижной системы координат при нулевом угле

поворота шлифовального круга относительно оси винтового движения.
Тогда уравнение плоскости

в этой системе координат будет иметь следующий вид:

Преобразование координат точки при переходе из системы

в систему

определяется следующим матричным выражением:
Обратное преобразование:
Определяем частные производные:

Определяем вектор относительной скорости точки контакта шлифовального круга и обрабатываемой поверхности в системе


Вектор, нормальный к плоскости

в системе


В соответствии с уравнениемконтакта

имеем:


Таким образом, характеристикой

будет прямая, расположенная на линии пересечения плоскости

и плоскости, задаваемой уравнением

Онапараллельнаплоскости

и отстоит от нее на расстоянии

занимая в системе координат

неизменное положение.

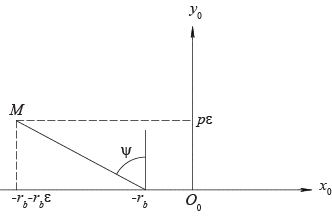
В системе координат

координаты точки этой прямой, т. е. уравнения обработанной поверхности, т. е. уравнения огибающей будут выглядеть следующим образом:



Сечение обработанной поверхности плоскостью, задаваемой уравнением

т. е.

будет представлять собой эвольвенту, определяемую уравнениями



При этом вся обработанная поверхность будет являться эвольвентным геликоидом (эвольвентной винтовой поверхностью).
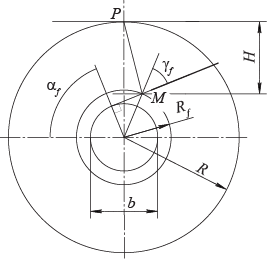
Величина

называется радиусом основной окружности (основного цилиндра).
При изменении угла

точка

касания характеристики и основного цилиндра, описывает винтовую кривую. При развертывании этойкривойполучается прямая, лежащая в плоскости

2.10. Формообразование прямолинейного профиля шлицев шлицевого вала
2.10.1. Геометрические параметры шлицевого вала с прямолинейным профилем шлицев
Шлицевый вал может иметь два основных варианта профиля, отличающиеся оформлением поверхности впадин. Параметры профиля:
1) радиус выступов

2) радиус впадин

3) толщина зуба

4) размер фаски

5) размер переходной кривой, который условно задают радиусом сопряжения

При центрировании шлицевого соединения по поверхности впадин шлицевого вала напоследнейу основания зубьев делают специальные пазы.

2.10.2.Формообразование прямолинейного профиля шлицев шлицевого вала червячной фрезой
Для расчета червячных шлицевых фрез Ю. В. Цвисом разработан точный метод расчета, заключающийся в том, что предварительно находится геометрическая форма червяка фрезы из условия его линейного контакта с боковой поверхностью шлицевого вала, а затем профиль фрезы, как кривую сечения указанного червяка передней поверхностью. Однако этот метод расчета более сложен по сравнению с общепринятым приближенным методом расчета. Как показывают вычисления, для подавляющего большинства случаев точность расчета, достигаемая при использовании приближенного метода, вполне достаточна для получения точности нарезания в заданных для валов нормах. Приближенность заключается в том, что реальное пространственное зацепление шлицевой фрезы и вала заменяется плоским зацеплением вала с рейкой. При этом предполагается, что профиль червячной фрезы в нормальном сечении к виткам совпадает с профилем указанной рейки, следовательно, определение профиля фрезы сводится к нахождению профиля рейки. Учитывая сказанное, в дальнейшем будет рассмотрен приближенный метод расчета, при котором будем отождествлять профиль фрезы с профилем рейки, правильно зацепляющейся с профилем вала.
Правильное плоское зацепление характеризуется следующими обязательными условиями:
1) в точках контакта сопряженные профили детали и инструмента должны иметь общую нормаль;
2) эта нормаль должна проходить через полюс зацепления;
3) в любых положениях детали нормаль должна пересекать (или касаться) начальную окружность в последовательном порядке.
В процессе нарезания начальная прямая инструмента катится без скольжения по начальной окружности детали радиуса

который считается известным.
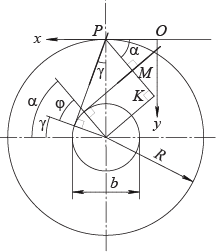
Свяжем с начальной прямой рейки систему координат

Начало координат системы помещаем в полюсе зацепления и фиксируем начальный момент формообразования. При повороте детали, например по часовой стрелке, на произвольный угол

профиль детали займет новое положение. Соответственно этому начало координат системы

вместе с начальной прямой рейки передвинется вправо на величину

При этом прямой профиль детали будет контактировать с профилем рейки в точке

которая получена путем опускания из полюса зацепления перпендикуляра на прямолинейный профиль детали.Координаты точки:


Эти уравнения являются уравнениями профиля рейки. Задавая произвольные значения углу

можно получить координаты ряда точек профиля фрезы.
Однако для практического применения эти формулы неудобны, т. к. при произвольном угле

рассчитанные координаты точки профиля рейки могут выйти за пределы высоты рабочего участка профиля детали. Целесообразнее поэтому задавать значения ординат профиля рейки, отыскивая затем по ним угол

и значения абсцисс.Считая

заданным, имеем



Откудаследует, что


Это и есть расчетные формулы для профиля рейки. Расчет по этим формулам производится следующим образом. Задаются значения ординате, которые не должны превышать высотуголовкизубарейки,равную

определяется угол

а затем находится абсцисса, соответствующая заданной ординате профиля рейки.
Угол

определяется следующим образом:

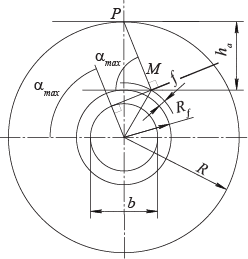
Выбор начальной окружности детали. Начальная окружность предполагалась заданной. Однако начальная окружность не может выбираться произвольно. От выбора начальной окружности зависит возможность получения правильной формы профиля детали и формы профиля инструмента. Следует стремиться к минимальному радиусу начальной окружности, однако при некотором критическом значении радиуса начальной окружности может произойти срез части профиля выше начальной окружности.Найдем минимально допустимый радиус начальной окружности для шлицевого вала с прямолинейным профилем при обработке его фрезой.

Выражение

имеет смысл, если подкоренное выражение больше или равно 0, при этом значение угла

будет минимальным, если подкоренное выражение равно 0:

При этом ордината должна быть отрицательным числом, равным по модулю высоте ножки зуба рейки

Имеем:
откуда с учетом того, что

выражаем

Радиусточки контакта

Обычно величина

тогда
Определение размера переходной кривой. Недостатком метода обката является наличие переходных кривых у основания шлицев. Если центрирование шлицевого соединения осуществляется по внутреннему диаметру вала, то для возможности сборки этого соединения вал должен быть нарезан фрезой, имеющей усики. Если центрирование шлицевого соединения осуществляется по наружному диаметру вала, то допустимо наличие галтели у основания шлицев, однако ее величина не должна превышать величины радиального зазора.
Профиль рейки не может распространяться ниже линии, касательной к окружности радиуса

поэтому последней точкой прямолинейного профиля детали, в которой будет контакт с профилем рейки, является точка

с радиусом

Участок профиля детали, расположенный ниже радиуса

будет сопрягаться с поверхностью впадин по переходной кривой. Размер переходной кривой (галтели) можно найти следующим образом:
Определение размера усиков фрезы. Основное условие для расчета усиков фрезы заключается в том, чтобы была точно спрофилирована крайняя точка

профиля детали, расположенная на окружности радиуса

Определим критические углы, при которых может происходить формообразование в точке



При этом высота профиля рейки с учетом усиков может быть найдена следующим образом:

Величина врезания рейки в тело детали:
