

2.15. Сортамент изделий из алюминиевых сплавов.
В настоящее время в Украине изготовляется обширный сортамент прокатных, прессованных и штампованных изделий из алюминиевых сплавов.
Такие формы, как круг, квадрат, многогранник, полоса, можно легко получить путем прокатки на сортовых станах. Однако некоторые сплавы (В95, АМг6) на прокатных станах прокатываются с трудом; в некоторых случаях прокатать литые слитки без предварительного прессования вообще оказывается невозможным; кроме того, прессованные изделия получаются более точных форм и с меньшими допусками по размерам. Следовательно, прокатка не может полностью заменить прессования даже на простейших формах изделий.
Значительные затраты на настройку прокатного стана на каждый новый размер или новую форму сечения и большие потери времени на смену инструмента (в то время как при прессовании матрица заменяется быстро и стоит дешево) делают процесс прокатки экономически невыгодным и ограничивают возможность получения разнообразного ассортимента прокатываемых профилей.
Одной из замечательных особенностей процесса прессования является возможность получения самых разнообразных форм прессованных изделий из любых алюминиевых сплавов. Ни прокатка, ни штамповка, ни другие виды деформации не позволяют получить такие сечения деформированных изделий, которые без особого труда удается получить прессованием через матрицу.
Строго говоря, с помощью матриц можно отпрессовать профиль любой конфигурации, и имеется большое количество освоенных в производстве профилей разнообразных сечений; но имеющиеся в каталогах и ГОСТах профили ни в коем случае не должны ограничивать конструктора в выборе нужных ему профилей. Современное состояние прессового производства позволяет промышленности без серьезных затруднений принять заказ на профили, отличающиеся по форме и размерам от приведенных в каталогах и ГОСТах.
За последние годы техника прессования получила дальнейшее развитие. Номенклатура профилей обогащалась не только выпуском профилей различного поперечного сечения, но и профилей переменного сечения по длине.
Освоенные в настоящее время профили переменного сечения могут быть разделены на два типа – обычные профили переменного сечения (с изменением толщины полок по определенному закону по длине профиля) и профили с законцовками, имеющие на части длины постоянное сечение, а на других частях – изменение формы сечения или его размеров.
Производство профилей переменного сечения является очень трудоемким, поэтому такие профили еще нельзя считать массовой продукцией.
Прессование позволяет получить трубы и другие полые профили, отверстия в сечении которых могут располагаться и несимметрично, иметь форму, отличную от круга. Внутренние полости профилей могут иметь ребра или, наоборот, углубления в теле профиля.
Сортамент алюминиевых листов определяется ГОСТ 1946–50 (переизданным в мае 1956 г.). Листы выпускают плакированные (из сплавов Д1, Д16, В95А) и неплакированные (АМц, АМг, АВ, Д16, АД и АД1) в различных состояниях поставки.
Сортамент прессованных профилей приводится в различных каталогах и определяется следующими ГОСТами: угловые профили – ГОСТ 8110–56, зетовые профили – ГОСТ 8111 –56, тавровые и двутавровые профили – ГОСТ 8112–56, швеллерные профили – ГОСТ 8113–56.
За рубежом выпускается широкий сортамент прессованных профилей. Так, на электрохимическом комбинате в Биттерфельде (Германия), имеется набор 3000 матриц для прессования профилей различных сечений. Обычно для этого применяют прессы, развивающие давление в 2–3 тыс. т. При этом размеры профиля ограничены условием вписывания их в окружность диаметром 300 – 350 мм.
В Германии и Франции имеются прессы мощностью в 5000 т; в 1956 г. в Германии построен пресс мощностью 8000 т. Максимальная величина давления пресса в США достигает 12 500 т. Это позволяет прессовать профили, вписывающиеся в окружность диаметром 585 мм.
В профилях из алюминиевых сплавов на свободных свесах полок в целях обеспечения местной устойчивости элементов профилей устраивают утолщения (бульбы). На рис. 2.30 приведены некоторые типы профилей, вошедшие в составленный в 1961 г. каталог «Сортамент общеупотребительных прессованных профилей из алюминиевых сплавов для строительных конструкций», которым рекомендуется пользоваться при проектировании. Можно пользоваться также каталогом прессованных профилей Министерства авиационной промышленности, а для ограждающих конструкций и сочетающих функции ограждающих и несущих – специальным сортаментом для этих конструкций, разработанным в 1964 – 1965 гг.
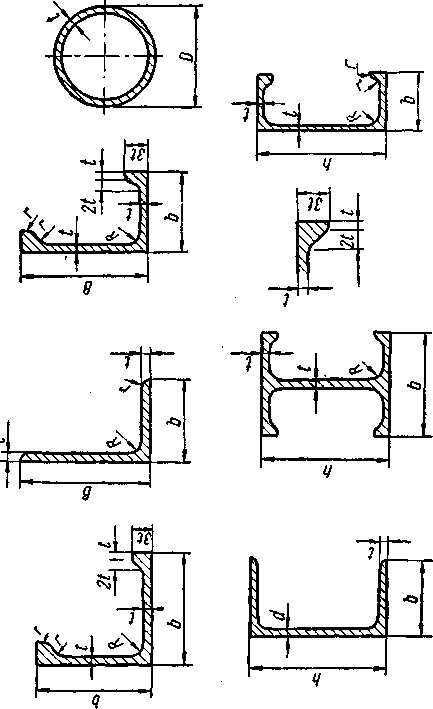
Рис. 2.30. Типы прессованных профилей по сортаменту