2.5.3. Выплавка стали в электрических печах.
Это самый совершенный способ получения стали. Более высокая температура (t2000 0C) позволяет расплавлять тугоплавкие элементы (вольфрам, молибден, ванадий) и применять известняковые шлаки, содержащие до 60% СаО, которые позволяют удалить из металла почти весь фосфор и серу. В электрических печах (рис. 2.4) можно получать сталь наивысшего качества. Основной вид сырья – 80...90% металлолома легированных сталей, чугун, флюсы, раскислители.
Для выплавки стали чаще всего используют дуговые печи (рис. 2.4, а), в которых шихта расплавляется теплом электрической дуги 3, возникающей между электродами 4 и загруженной в печь металлической шихтой 1. Плавильное пространство печи ограничено подом 6, сводом 5 и боковыми стенками. Индукционные плавильные печи (рис. 2.4, б) работают на токе высокой частоты до 2000 Гц, который быстро нагревает металл до температуры плавления. Вместимость печей составляет 3...300т.
10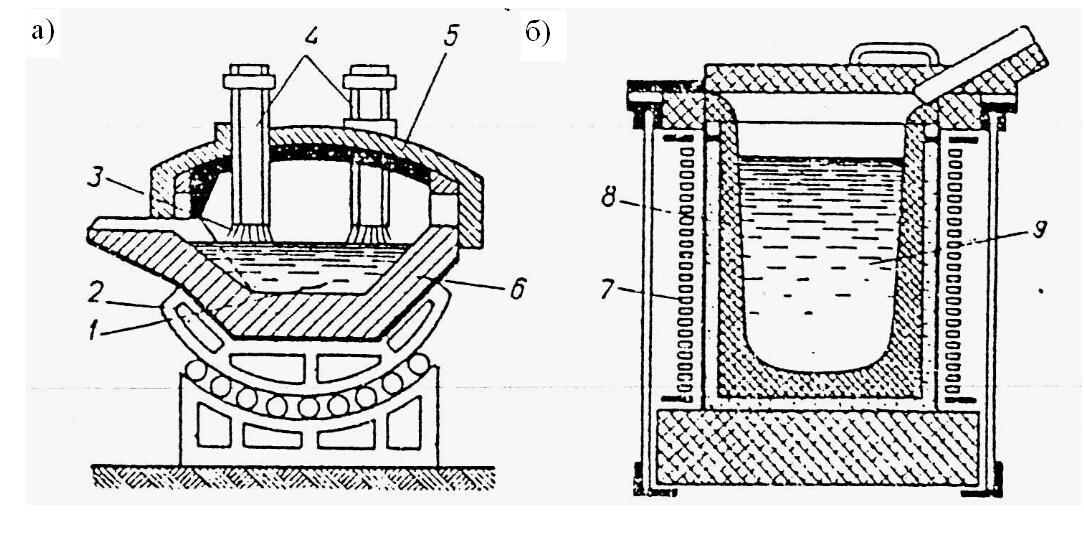


Рис. 2.4. Схема электрических печей для плавления стали
а – дуговой; б – индукционной
1 – металлическая шихта; 2 – сектор для наклона печи; 3– электрическая дуга; 4 – электроды; 5 – свод; 6 – подина; 7 – водоохлаждаемый индуктор; 8 – тигель из огнеупорных материалов; 9 – металл; 10 – вихревые токи
2.5.4. Разливка стали.
Последней операцией сталеплавильного процесса является разливка стали.
Выплавляемую в сталеплавильных агрегатах сталь выпускают в сталеразливочные ковши, которые мостовым краном переносят к месту разливки стали. Часть выплавленной стали (2…3%) используют для получения стальных фасонных отливок (стальное литье); а основное ее количество из ковша разливают в изложницы или кристаллизаторы машины для непрерывного литья заготовок. Слитки стали затем отправляют в прокатные или кузнечные цехи для обработки давлением и получения из них балок, рельсов, труб, листа, различной формы сортовых заготовок и др.
Процесс наполнения жидким металлом форм, в которых металл кристаллизуется, образуя слитки или отливки, называют разливкой металла. Процесс, при котором металл, затвердевая, образует фасонные отливки (детали), называют стальным литьем.
Для разливки стали используют следующее оборудование: 1) желоб, по которому сталь из конвертера или плавильного агрегата (электро- или мартеновских печей) попадает в ковш; 2) сталеразливочный ковш; 3) промежуточный ковш или промежуточное разливочное устройство; 4) изложницы; 5) поддоны; 6) установки непрерывной разливки стали УНРС (машины непрерывного литья заготовок МНЛЗ). Если сталь разливают в изложницы, то процесс разливки может осуществляться либо сверху (рис. 2.5, а), либо снизу (сифоном) (рис. 2.5, б).
Сталеразливочный ковш выполняет несколько функций: 1) служит емкостью для транспортировки металла от сталеплавильного агрегата или от сталевоза до места разливки; 2) является устройством, при помощи которого сталь распределяется по изложницам или кристаллизаторам установки непрерывной разливки; 3) является агрегатом, в котором осуществляют ряд металлургических процессов (раскисление, легирование, обработку вакуумом, продувку инертным газом, обработку жидкими синтетическими шлаками или твердыми шлаковыми смесями и т.п.); 4) служит емкостью, в которой металл выдерживают при заданной температуре в процессе разливки плавки.
Кожух ковша сварной, форма ковша – усеченный конус со сферическим днищем. Футеровка ковша должна обеспечивать возможно более длительную его кампанию (от ремонта до ремонта).
Промышленность выпускает стандартные ковши вместимостью от 50 до 480т.
Изложницы (рис. 2.5) – чугунные формы для изготовления слитков. В некоторых случаях (например для отливки крупных кузнечных слитков) изложницы отливают из низкоуглеродистой качественной стали, предварительно подвергнутой вакуумированию. Конструкция изложницы должна быть удобна в эксплуатации и иметь возможно более высокую стойкость. Для удобства извлечения слитка из изложницы (или снятия изложницы со слитка) стенки изложниц всегда выполняют с некоторой (1…4 %) конусностью. Бывают изложницы, расширяющиеся кверху и книзу, они могут быть с дном (глуходонные) и без дна (сквозные).
Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
Слитки с квадратным сечением переделывают на сортовой прокат: двутавровые балки, швеллеры, уголки. Слитки прямоугольного сечения – на листы. Слитки круглого сечения используются для изготовления труб, колес. Слитки с многогранным сечением применяют для изготовления поковок.
Спокойные и кипящие углеродистые стали разливают в слитки массой до 25 тонн, легированные и высококачественные стали – в слитки массой 0,5…7 тонн, а некоторые сорта высоколегированных сталей – в слитки до нескольких килограммов.
В изложницы сверху сталь разливают непосредственно из ковша 1 (рис. 2.5, а). При этом исключается расход металла на литники, упрощается подготовка оборудования к разливке. К недостаткам следует отнести менее качественную поверхность слитков из-за наличия пленок оксидов от брызг металла, затвердевающих на стенках изложницы. Применяется для разливки углеродистых сталей.
а) б) 1 5 6 1
2 3 4 5 6 7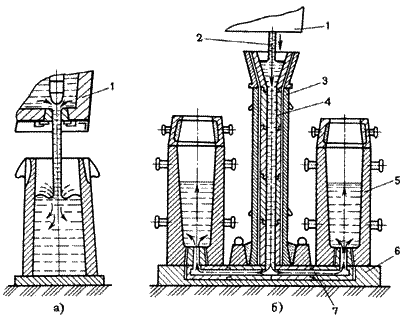




Рис. 2.5. Разливка стали в изложницы
а – сверху; б – снизу (сифоном)
1 – сталеразливочный ковш, 2 – жидкая сталь, 3 – центровой литник, 4 – огнеупорная трубка, 5 – изложница, 6 – поддон, 7 – соединительные каналы
При сифонной разливке (рис. 2.5, б) одновременно заполняются несколько изложниц (4…60). Изложницы устанавливаются на поддоне 6, в центре которого располагается центровой литник 3, футерованный огнеупорными трубками 4, соединенный каналами 7 с изложницами. Жидкая сталь 2 из ковша 1 поступает в центровой литник и снизу плавно, без разбрызгивания, наполняет изложницу 5. Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько изложниц. Используют для легированных и высококачественных сталей.
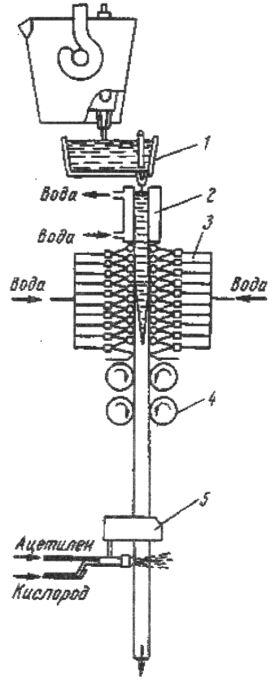
В настоящее время используют также установки непрерывной разливки стали (УНРС), где получают слиток непрерывной длины. По принципиальной схеме УНРС различают шести типов: с вертикальным кристаллизатором (три типа), с криволинейным кристаллизатором (два типа), горизонтального типа. Наиболее распространенные УНРС вертикального типа (рис. 2.6) работают по следующей схеме: жидкую сталь из ковша 1 через промежуточное разливочное устройство 2 непрерывно подают в водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 5. Предварительно до начала разливки в кристаллизатор вводят искусственное подвижное дно (так называемую затравку) – стальную штангу со сменной головкой, имеющей паз в виде ласточкиного хвоста.
Ж
Рис. 2.6.
Схема установки непрерывной разливки
стали вертикального типа
1 – промежуточный
ковш;
2 – кристаллизатор; 3 – вторичное
охлаждение; 4 – тянущие валки;
5
– газорезка