

2.2.2 Стержни
Отверстия и полости в литых заготовках образуются с помощью стержней, которые вставляются в форму при её сборке. Конфигурация стержня соответствует конфигурации отверстия, полости. Стержни изготавливаются в стержневых ящиках из стержневой смеси, которая от формовочной смеси отличается повышенной прочностью, газопроницаемостью, противопригарностью. Деревянный стержневой ящик показан на рисунке 7.
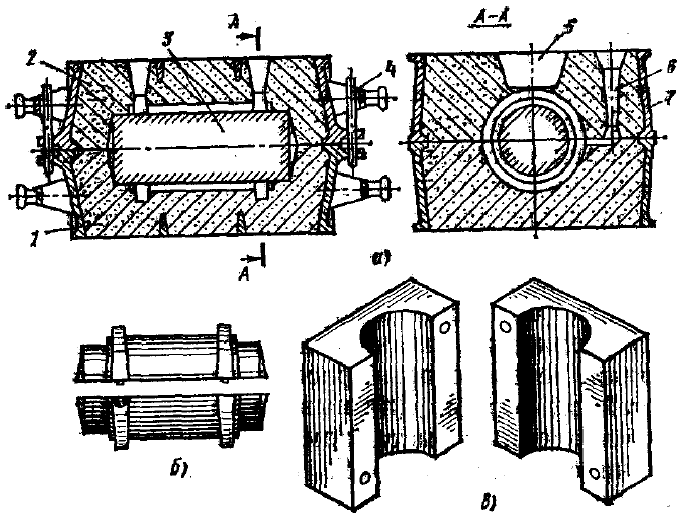
а) — литейная форма; б) — модель со стержневыми знаками; в) — стержневой ящик
1 – нижняя и верхняя 2 полуформы литейной опоки; 3 – литейный стержень; 4 - металлические штыри; 5 – выпор; 6 - литниковая система
Рисунок 7 - Эскизы литейной формы и модельной оснастки
Стержневые ящики бывают неразъемные и разъемные. Ящик представляет собой коробку, открытую с одной стороны. Рабочая полость ящика заполняется стержневой смесью. Способ изготовления стержней зависит от типа производства. В мелкосерийном и единичном производстве сложные по форме и большие по размерам стержни изготовляют вручную в деревянных стержневых ящиках, а в серийном и массовом производстве — на специальных машинах в металлических стержневых ящиках.
Для удержания стержня в нужном положении, во время заливки формы металлом, его вставляют в специальные углубления в форме, которые образуются выступами на модели, так называемыми знаками (рисунок 13 – б).
Литейная форма (рисунок 7 а) представляет собой систему элементов, образующих рабочую полость, в которую заливают расплавленный металл. Литейная форма обычно состоит из верхней 2 и нижней 1 полуформ, которые изготовляют в литейных опоках 7 — приспособлениях для удержания формовочной смеси. Верхнюю и нижнюю полуформы взаимно ориентируют при помощи металлических штырей 4, которые вставляют в отверстия приливов у опок. Для образования полостей, отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют при помощи выступов, входящих в соответствующие впадины в полости формы.
Модельная плита позволяет оформить разъем литейной формы. На ней располагают различные части модели, включая модели литниковой системы, и набивают одну из парных опок.
2.2.3 Литниковая система
Для подвода расплавленного металла в полость литейной формы, обеспечения ее заполнения и подпитывания отливки при затвердевании (компенсации усадки) изготовляют литниковую систему 5 и 6 рисунок 8.
Литниковой системой (рисунок 8) называют каналы в форме, предназначенные для подачи в форму расплавленного металла. Литниковая система должна препятствовать попаданию неметаллических включений в тело отливки.
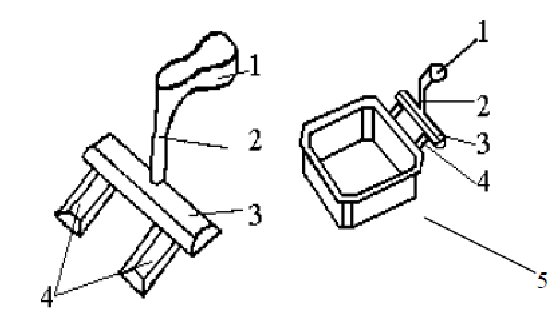
1 – литниковая чаша; 2 - стояк; 3 – шлакоуловитель; 4 – питатель; 5 - отливка
Рисунок 8 - Литниковая система
Литниковая система состоит из литниковой чаши 1, стояка 2, шлакоуловителя 3, и питателей 4. Литниковая чаша 1 является сосудом, в который расплавленный металл поступает из разливочного ковша. Она служит для предотвращения разбрызгивания жидкого металла и размывания формы, смягчения удара струи металла. Стояк 2 - вертикальный канал в верхней полуформе, соединяющий литниковую чашу со шлакоуловителем 3.
Шлакоуловитель – горизонтальный канал трапециевидного сечения, обычно выполняемый в верхней полуформе. Он служит для задержания шлака, неметаллических включений и облегчения заполнения формы металлом при наличии большого количества питателей 4. Питатель – канал, служащий для непосредственного подвода металла к полости формы.
Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служит выпор 2 (рисунок 9), который выполняют в верхней полуформе над наиболее массивными частями отливки.
В форме предусматривают вентиляционные каналы для выхода газов, образующихся при заливке расплавленного металла. После извлечения модели форму отделывают и производят сборку опок. В зависимости от заливаемого металла, размеров и массы отливки применяют сырые, сухие и химически твердеющие формы, которые изготовляют вручную, на формовочных машинах и на автоматических линиях формовки.
Для заливки массивных частей отливки и ее подпитки при охлаждении литниковая система кроме литниковой чаши 3 содержит воронки 2 на выпорах, по которым подводят расплав к отливке (рисунок 9).
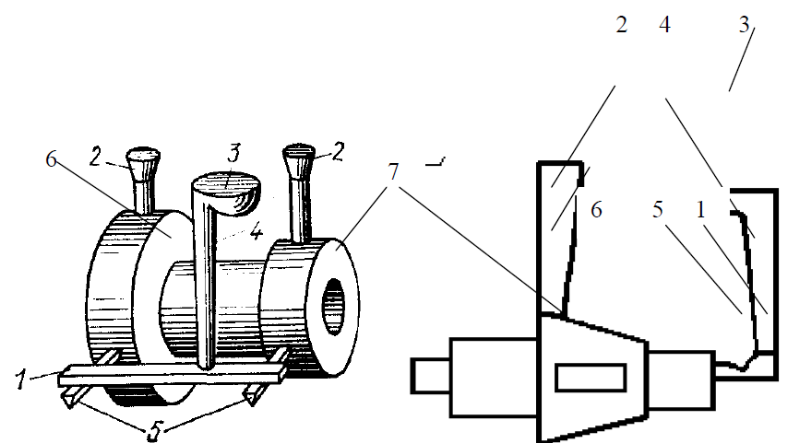
1 – шлакоуловитель; 2 – воронка и выпор; 3 – литниковая чаша; 4 - стояк; 5 – питатели; 6 – отливка с отверстием 7
Рисунок 9 – Вид отливки с литниковой системой
Литниковая система также содержит шлакоуловитель 1, питатели 5, соединяющих рабочую полость с чашей и стояком, выпоров 2, служащих для вывода газов из формы, контроля заполнения ее расплавом, а иногда и для заполнения форы расплавом.