

1.4. Сплавы на основе цветных металлов
Алюминиевые сплавы обладают малой плотностью, высокой прочностью и пластичностью, их легко обрабатывать. Наиболее распространены сплавы алюминия с кремнием (силумины), которые обладают повышенной коррозионной стойкостью, хорошей свариваемостью и другими свойствами.
Алюминиевые сплавы применяют при производстве блоков цилиндров, корпусов приборов и инструментов и т. п.
Магниевые сплавы обладают малой плотностью, высокой прочностью, хорошей обрабатываемостью. Недостатком магниевых сплавов является низкая коррозионная стойкость. Для повышения механических свойств практически все магниевые сплавы обрабатывают (модифицируют) гексахлорэтаном, мелом и другими веществами. Из магниевых сплавов изготовляют корпусы насосов, приборов, инструменты и другие изделия.
Медные сплавы (бронзы и латуни) имеют сравнительно высокие механические и антифрикционные свойства, высокую коррозионную стойкость, хорошую обрабатываемость. Для изготовления отливок применяют оловянные и безоловянные бронзы и латуни. Безоловянные бронзы используют как заменители оловянных бронз.
По механическим, коррозионным и антифрикционным свойствам безоловянные бронзы превосходят оловянистые. Медные сплавы применяют при производстве арматуры, подшипников, гребных винтов, зубчатых колес и др. Алюминиевые, магниевые и медные сплавы широко применяют в приборостроении.
2 Способы изготовления отливок
Основными способами изготовления отливок является литье в песчаные формы, по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением и центробежное. Указанными способами можно изготовлять отливки в разовые формы (литье в песчаные формы, по выплавляемым моделям и в оболочковые формы) и в металлические формы (литье в кокиль, под давлением и центробежное).
2.1 Характеристика и классификация способов литья
Существует много вариантов получения литых заготовок, каждый из которых имеет свое назначение и область применения.
Различают следующие виды форм:
а) разовые – служат для получения только одной отливки, после чего их разрушают. Для их изготовления используют песчано-глинистые смеси, в состав которых входит кварцевый песок от 85 до 90 %, огнеупорная глина от 8 до 14 %, вода и связующие (жидкое стекло, искусственные смолы и др.).
Разовые формы могут быть сырыми, сухими, поверхностно – высушиваемыми и химически твердеющими.
Литейная форма чаще всего состоит из двух полуформ (рисунок 5).
Полуформы верхняя 8 и нижняя 11 изготовлены из песчано-глинистой смеси в металлических рамках 2 и 13 (опоках). В нижней полуформе с помощью модели 10 образована рабочая полость 4 для получения отливки.
Отверстие в отливке образует песчаный стержень 7, который прочно скреплен с формой с помощью стержневых знаков 6 и 12. Выступы 9 на модели предназначены для получения отпечатков стержневых знаков в форме.
Полуформы перед заливкой скрепляют штырями 1 или на верхнюю полуформу устанавливают груз. Для удаления газов, выделяющихся из песчано-глинистой смеси и расплава, при заливке в форме и стержне выполняют вентиляционные каналы 5. Расплав в рабочую полость формы заливают через литниковую систему - совокупность каналов, предназначенных для подвода расплава в полость формы и питания отливки при затвердевании.
б) полупостоянные – изготавливаются из смеси с высоким содержанием глины и высокоогнеупорных материалов. Их применяют чаще всего при производстве крупных и тяжёлых отливок простой конфигурации. При производстве отливок полость формы сохраняет свои очертания, получая лишь незначительные повреждения. Эти формы допускают многократную (до нескольких десятков раз) заливку металла с мелким ремонтом рабочей поверхности после получения каждой отливки.
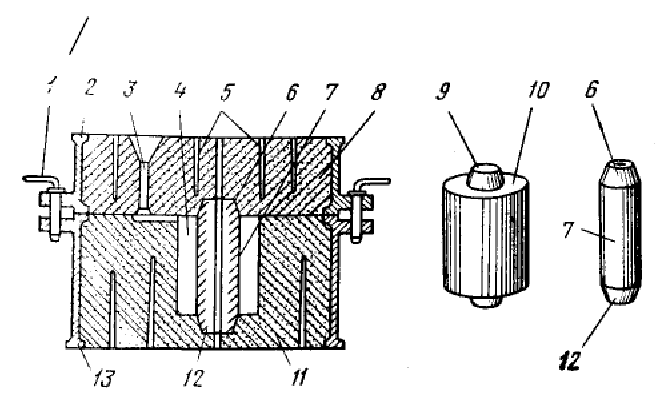
1 – штыри; 2, 13 - металлические рамки (опоки); 3 - литниковая чаша и стояк; 4 - рабочая полость формы; 5 - вентиляционные каналы;
6, 12 - стержневые знаки; 7 - стержень; 8 – верхняя и 11- нижняя полуформы; 9 – выступы на модели для стержневых знаков; 10 – модель
Рисунок 5 – Песчаная разовая форма в сборе.
в) постоянные – изготавливаются преимущественно из металла. Такие формы обеспечивают получение в одной форме нескольких тысяч, а иногда десятков тысяч отливок. Металлические формы – кокиль – применяют в серийном производстве, а также при специальных способах литья.
Область применения указанных способов определяется объемом производства, требованием по точности, шероховатости поверхности, технологическим свойствам литейных сплавов, экономической целесообразностью способа. Точность литых заготовок характеризуется величиной отклонения их по форме и размерам от размеров заданных чертежом. Чем меньше отклонение, тем точнее отливка.