

2.2 Литье в разовые формы
Способы получение отливок в разовых формах различны, в том числе:
- литье в сухие и сырые песчано-глинистые формы,
- литье в оболочковые формы,
- литье по выплавляемым моделям,
- литье по растворяемым моделям и др.
Литые заготовки, полученные в разовых формах, отличаются обширной номенклатурой и размерами. Допуски на размер находятся в пределах ± 0,5 до ± 0,7 мм, Для получения таких отливок необходима литейная форма. Ее изготовление - составляющее звено технологического процесса. В целом технологический процесс включает следующие операции:
- разработка технологии;
- конструирование модели и стержневого ящика;
- изготовление модели и ящика;
- приготовление формовочной и стержневой смесей;
- изготовление литейных форм и стержней;
-плавка и подготовка металла; сборка литейных форм;
- заливка форм металлом;
- охлаждение отливок;
-выбивка отливок и стержней;
- очистка и обрубка отливок;
- контроль качества отливок.
Процесс изготовления литейной формы называют формовкой, которая складывается из ряда операций, выполняемых с оснасткой.
Для образования рабочей полости литейной формы используют оснастку, включающую модельный комплект. Модельный комплект — приспособления, включающие литейную модель, стержневые ящики (один или несколько), модельные плиты, модели литникковой системы. Оснастка содержит сушильные плиты, опоки и щитки.
Модель - формообразующее приспособление, которым получают отпечаток, соответствующий внешней конфигурации отливок. Их изготавливают из дерева, пластмасс или металла.
Стержневой ящик – приспособление, в котором изготавливают стержни из смеси песка и глины. Сушильные плиты для стержней - приспособления, на котором сушат стержни для сохранения их формы. Опоки - жесткие рамки, в которых формируют смесь, их, как правило, 2 и при сборке они образуют единую форму.
При получении формы необходим расчет модели и стержней, установку литниковой системы для подвода расплава, а также выпора для выхода газов.
2.2.1 Модели
Литейная модель (рисунок 6) — приспособление, при помощи которого в литейной форме получают отпечаток, соответствующий конфигурации и размерам отливки.
Модели бывают неразъемные, разъемные и специальные. У литейной формы имеется рабочая часть – полость, в которой застывающий расплавленный металл приобретает очертания и размеры литой заготовки.
Для получения в форме такой полости необходимо иметь модель. Конструкция модели должна обеспечить лёгкость выемки её из формы, поверхность модели должна быть прочной, не изменяться в размерах, противостоять влиянию влаги формовочной смеси.
Для чугунных отливок модели окрашивают в красный цвет, для стальных – в серый или синий, для цветных сплавов – в жёлтый. Стержневые знаки на модели окрашиваются в чёрный цвет. Модели изготавливают из дерева, цемента, гипса, пластмасс, полистирола, стеариновых и металлических сплавов.
Наиболее широко применяют деревянные модели. Размеры модели превышают размеры деталей на величину усадки, которая составляет: для стали – 2 %, для чугунов – 1 %, для цветных сплавов от 1,2 до 1,5 %.
Неразъёмные модели служат для получения несложных отливок, формовка которых может осуществляться в одной из половин формы (рисунок 6 а). Разъёмные модели применяются при производстве отливок более сложной конфигурации, состоящих из двух и более частей.
Соединение половин модели производится с помощью шипов (рисунок 11 б).
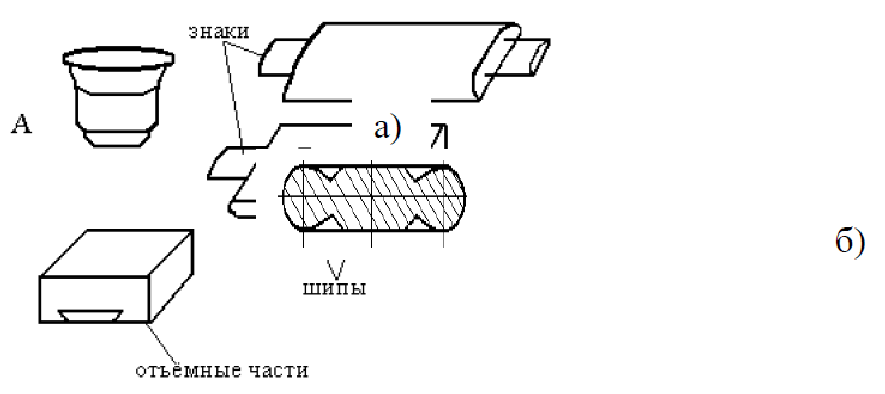
а) – неразъемные; б) – разъемные
Рисунок 6 - Виды моделей
Деревянные модели изготавливают традиционными методами обработки древесины на деревообрабатывающих станках, что связано с определенными трудностями при необходимости получения на поверхностях сочетания сложных геометрических фигур.
Способ получения модели осуществляется следующим образом.
Из деревянных досок или бруса вырезают контуры изготавливаемой модели. Изготавливают металлическую мастер-модель, которую затем нагревают в камерной печи до 700 0С и укладывают на изготавливаемую модель. За счет высокой температуры мастер модели в деревянной модели выжигается требуемая рабочая поверхность. При необходимости нагрев осуществляют в несколько приемов, причем, во время нагрева мастер модели с рабочей поверхности изготавливаемой модели удаляют сгоревшую и обуглившуюся древесину.