

3 Применение статистических методов в производстве огнеупоров
Статистическое регулирование на ОАО Динур можно осуществляют с помощью контрольных карт, которые являются наглядным графическим средством представления результатов контроля.
Контрольные карты позволяют обслуживающему персоналу предотвратить дальнейшее появление продукции, не отвечающей заданным показателям качества.
Контрольная карта не указывает, какова причина нарушения, определение причины нарушения – задача мастера. Правильное применение контрольных карт повышает эффективность и производительность труда.[ сундарон]
Анализ любого вида деятельности возможен только на основании имеющейся информации, поэтому применение каждого из методов контроля качества должно начинаться со сбора необходимых данных. Прежде всего, необходимо четко сформулировать цель сбора интересующих нас сведений (контроль и регулирование производственного процесса; анализ отклонений от установленных требований; контроль продукции). Затем продумывают, какие типы данных нужно собрать, их характер, частоту и способы измерения, надежность получаемых результатов и т.п. Так как для анализа данных используются различные статистические методы, то в процессе сбора информации следует позаботиться об упорядочении получаемых результатов, чтобы облегчить их последующую обработку. Результаты наблюдений удобнее всего заносить в контрольные листки.
Контрольный листок - это бумажный бланк для первичного сбора информации.
Контрольный листок предназначен для фиксации контролируемых параметров:
- облегчения процесса сбора данных;
- автоматического упорядочивания сбора данных для упрощения дальнейшей обработки.
Основные требования, предъявляемые к контрольному листку:
- простота фиксации результатов наблюдений;
- наглядность полученных результатов;
- полнота данных.[сурандон]
Как разработать контрольный листок:
1. Определяются события (несоответствия, проблемы процесса), которые необходимо регистрировать в контрольном листке.
2. Определяется период сбора данных и подходящий интервал. Период сбора данных необходимо выбирать таким образом, чтобы он был репрезентативным, т.е. наиболее типичным для исследуемого процесса. Например, если наибольшее число несоответствий возникает в ночную смену работы, то период сбора данных должен приходиться на период работы ночной смены.
3. Определяется категория данных для регистрации в контрольном листке – целочисленные данные или интервальные.
4. Разрабатывается форма контрольного листка. В этой форме необходимо предусмотреть достаточно места для регистрации данных в течении всего установленного интервала времени. Форма должна содержать ясные формулировки категорий данных и разделы для суммарных данных по категориям и за весь интервал сбора данных.
5. Проводится инструктаж сотрудников, ответственных за сбор информации. Каждый сотрудник должен понимать, как заполнять контрольный листок, какие события необходимо в нем регистрировать и в каком интервале времени.
6. Собираются данные по исследуемой проблеме. Данные регистрируются по каждому наблюдению (измерению) в соответствующей категории.
7. Данные суммируются по каждой категории и по всему интервалу наблюдений.
8. Проводится анализ данных и их дальнейшая обработка с помощью других инструментов качества.
Например, для приемки готовой продукции можно использовать контрольный листок для регистрации видов дефектов(Рисунок№)2
|
типы дефектов |
Группы данных |
Итого |
|
Кривизна Отбитости углов и ребер Раковины и налипы Трещины и посечки |
//// //// //// //// //// //// //// //// //// / //// //// //// |
10 14 21 15 |
|
Итого: |
|
60 |
Каждый раз, когда контролер обнаруживает дефект, он делает в листке пометку (штрих). Когда набирается 4 штриха, пятый их перечеркивает. В конце рабочего дня контролер может быстро сосчитать число и разновидности дефектов. К недостаткам этого листка можно отнести невозможность провести расслоение данных.
Данные для контрольных карт разделяют на "количественные" и «качественные».
Количественные данные - это результаты наблюдений, проводимых с помощью измерения и записи числовых значений данного показателя (при этом используется непрерывная шкала значений).
Качественные (альтернативные) данные - это результаты наблюдений наличия (или отсутствия) определенного признака. Обычно подсчитывают, сколько элементов выборки имеют данный признак (например, сколько деталей из контролируемой партии имеют внешние дефекты). Иногда считают число таких признаков, имеющихся в выборке определенного объема (например, количество различных дефектов, отмеченных в одном изделии).шушерин(
Для построения контрольной карты будем использовать качественные (альтернативные) данные, так как при приемке готовой продукции мы оперируем такими понятиями как «годен- не годен».
Контрольные карты для альтернативных данных
Рекомендуется следующая последовательность построения контрольных карт для альтернативных данных:
1. Определить тип карты .
2. Рассчитать среднее значение параметра карты, соответствующее
средней линии карты (СL).
3. Рассчитать ширину зоны σ.
4. Рассчитать верхнюю (UCL) и нижнюю (LCL) контрольные границы.
5. Выбрать масштаб по осям координат и нанести точки, соответствующие исходным данным.
6. Провести анализ карты на стабильность процесса по сигнальным
признакам и оценить среднее статистическое значение CL.
Если значение CL не устраивает, то необходимо вносить коррективы в процесс, а затем повторно построить контрольную карту.[шушерин]
После того, как определили вид контрольной карты, выбираем тип контрольной карты.
Основные типы контрольных карт представлены на рисунке № :
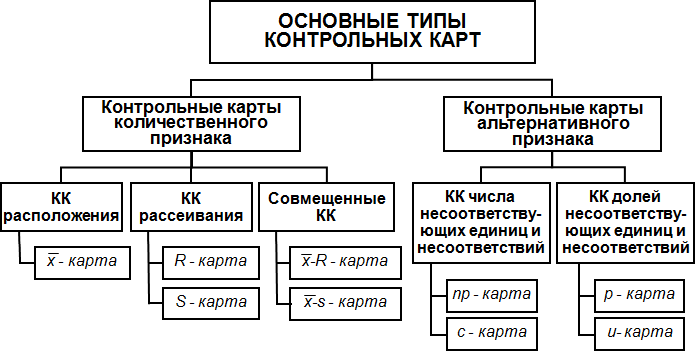
Рисунок №- основные типы контрольных карт [шушерин]
Система выбора типа карты по альтернативным признакам в соответствии с рисунком № приведена в таблице №
Таблица №- Система выбора карты
|
Признаки классификации |
Объем выборки n |
Вид карты |
|
Число дефектов в выборке |
Постоянный |
c |
|
Число дефектов в выборке |
Переменный |
u |
|
Число дефектных изделий |
Постоянный |
np |
|
Число дефектных изделий |
Переменный |
p |
Так как на нашем предприятии при приемке готовых изделий используется сплошной контроль, значит объем выборки постоянный и проверяется число дефектных изделий. Отсюда вывод – мы будем использовать тип контрольной карты: np. Данные сводим в таблицу.
|
Номер выборки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Число дефектных изделий npi |
8 |
14 |
10 |
16 |
18 |
6 |
5 |
|
Процент несоответствий(p,%) |
0,2 |
0,35 |
0,25 |
0,4 |
0,45 |
0,15 |
0,126 |
Продолжение таблицы
|
Номер выборки |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
Число дефектных изделий npi |
4 |
5 |
8 |
6 |
5 |
7 |
8 |
|
Процент несоответствий(p,%) |
0,1 |
0,126 |
0,2 |
0,15 |
0,126 |
0,175 |
0,2 |
p=np/n*100%
n=4000
Расчет
1. Среднее значение np:
np = (8 +14 +10 +16+18+6+5+4+5+8+6+5+7+ 8) =8,57
14
2.Средний процент брака p :
p = (0,2 + 0,35 + 0,25 +0,4+0,45+0,15+0,126+0,1+0,126+0,2+0,15+0,126+0,175+ 0,2)=0,228
14
3. Ширина зоны карты σ:
σ = √8,57(1− 0,228) = 2,57.
4. Верхняя контрольная граница :
UCL = 8,57 + 3⋅2,57 =16,28
5. Нижняя контрольная граница:
LCL = 8,57 −3⋅2,57 = 0,86 .
6. Чертим контрольную карту
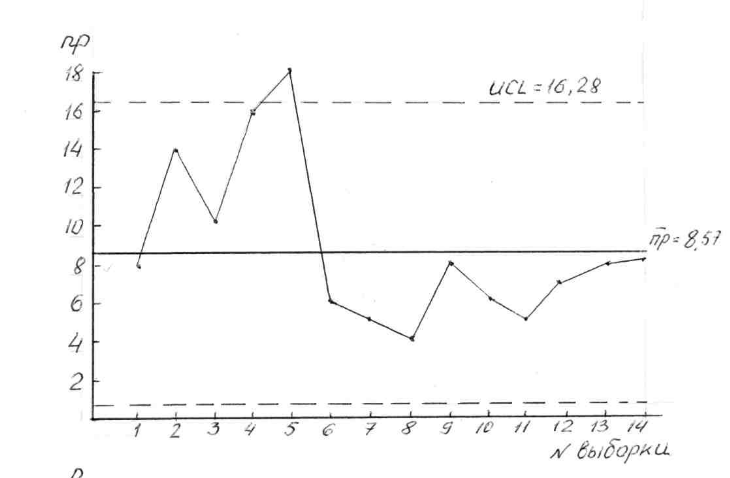
7. Анализ карты: в данном состоянии процесс статистически не-
управляемый, т.к. число дефектных изделий в пятой выборке вышло за
верхнюю контрольную границу. Требуются корректирующие действия по
улучшению процесса.
Заключение
В ходе данной дипломной работы
Список литературы.
1.Ребрин Ю.И. Управление качеством: Учебное пособие.Таганрог: Изд-во ТРТУ, 2004. 174с.
2.Ефимов, В. В. Средства и методы управления качеством : учеб. пособие для студентов вузов, обучающихся по специальности "Упр. качеством" / В. В. Ефимов. - М. : КноРус, 2009. - 225 с.
3.В.В. Шушерин, С.В. Кортов, А.С. Зеткин.Средства и методы управления качеством: учебное пособие
/В.В. Шушерин, С.В. Кортов, А.С. Зеткин. Екатеринбург: ГОУ ВПО УГТУ
- УПИ, 2006. 202 с.
4.Официальный сайт ОАО «ДИНУР» Режим доступа: http://www.dinur.ru
5. Руководство по качеству ОАО «ДИНУР»
6. общие положения по ОТК оао динур
Приложение А
Генеральный
директор

Первый
зам.директора-технический директор,
ответственный за функционирование СМК
Начальник отдела
качества и сертификации






Начальники
ТО,ПКО,ЦЛМ,ЦЗЛ,СУП,АХО,гл.механик,гл.энергетик
Ответственный за
СМК в подразделении



Начальник ФО
Ответственный за
СМК в подразделении
Зам. Директора по
финансам



Ответственный за
СМК в подразделении
Начальники
СЭАП,ИВЦ,
ООТиЗ, гл.бух.
Главный экономист



Начальники ИЦ,ИЛ,ИС
Зам.технического
директора по развитию
Ответственный за
СМК в подразделении



зам.технического
директора по производству
Ответственный за
СМК в подразделении
Начальники цеха
№1,2,млц,рудник

Ответственный за
СМК в подразделении
Зам.технического
директора по качеству-нач.ОТК



Ответственный за
СМК в подразделении
Начальники УМТС,АТЦ,
ЖДЦ
Зам.генерального
директора по снабжению и транспорту



Ответственный за
СМК в подразделении
Зам.генерального
директора по строительству- начальник
РСУ


Ответственный за
СМК в подразделении
Начальник ЮрО
Зам.директора по
правовым вопросам




Приложение Б
ПОЛИТИКА В ОБЛАСТИ КАЧЕСТВА ОАО «ДИНУР»
Высшее руководство ОАО «ДИНУР» заявляет, что в области качества проводится политика, которая является неотъемлемой частью общей деловой политики и направлена на успешную деятельность акционерного общества в условиях рыночной экономики.
Стратегической целью предприятия является выпуск и реализация конкурентоспособной огнеупорной продукции, полностью удовлетворяющей требованиям и ожиданиям потребителей на внутреннем и внешнем рынках.
Достижения поставленной цели мы намерены добиваться за счет реализации следующих задач:
- повышения технической оснащенности предприятия;
- постоянного улучшения потребительских свойств выпускаемой продукции;
- разработка новых видов огнеупоров;
- закрепление позиций на существующих и освоение новых рынков сбыта продукции;
- снижение затрат за счет лучшего использования оборудования и материалов;
- организация работы предприятия, предусматривающей четко регламентированное распределение обязанностей и ответственности всего персонала;
- систематического обучения и повышения квалификации персонала всех уровней;
- совершенствования системы управления предприятием;
- внедрения новых информационных технологий;
- повышения результативности каждого отдельного процесса, обеспечивающего совершенствование системы менеджмента качества в целом.
Результат стабильно высокого качества огнеупорной продукции является основой для получения прибыли, улучшения экономического положения и развития предприятия в интересах акционеров, персонала, общества и потребителей.
Руководство обеспечивает внедрение Политики, доведение ее положений до всего персонала и понимание на всех уровнях производства.
Высшее руководство определило данную Политику в области качества и берет на себя ответственность за ее реализацию.
Генеральный директор ОАО «ДИНУР» Е.М. Гришпун
Введена в действие приказом генерального директора № 436 от 25.08.2005 г.
Приложение В
ОБЯЗАТЕЛЬСТВО