

Различают внешние и внутренние кинематические связи. Внешняя – это связь между подвижным исполнительным (рабочим) звеном и источником движения; внутренняя – связь исполнительных (рабочих) звеньев между собой. Примеры внешней кинематической связи – связь между электродвигателем и шпинделем в токарном, сверлильном или фрезерном станках. Примеры внутренней кинематической связи – связь между шпинделем и суппортом (или ходовым винтом) в токарном станке; между шпинделем фрезы и столом заготовки в зубофрезерном станке и т.п.
Кинематическая структура станка может содержать одну или несколько кинематических связей. Кинематическая связь может состоять из механических, гидравлических, электрических кинематических цепей, через которые обеспечиваются требуемые исполнительные движения. В общем случае кинематическая связь осуществляется несколькими звеньями, в число которых входит настроечное звено или, иначе, настроечный орган (коробка скоростей, коробка подач, сменные зубчатые колёса и т.д.), изменяя передаточное отношение которого, производят настройку привода на заданную скорость главного движения, подачи или иного рабочего движения.
3.2.Понятия о наладке и настройке станков
Сцелью подготовки станка для выполнения требуемой работы производят наладку и настройку его.
Наладка станка состоит в правильной установке и закреплении режущего инструмента в соответствующем приспособлении, в установке и закреплении обрабатываемой заготовки непосредственно на станке или в приспособлении, в смазке станка перед его пуском, в подводе смазочноохлаждающей жидкости и в выполнении других подготовительных операций.
Настройка (или кинематическая настройка) станка состоит в его кинематической подготовке для выполнения обработки заготовки в соответствии с выбранными или заданными режимами резания. Для этого настраивают кинематические цепи станка, изменяя передаточные отношения их настроечных органов (звеньев). Таким образом, чтобы обеспечить необходимые перемещения рабочих органов для получения деталей заданной формы и размеров, необходимо произвести кинематическую настройку станка, заключающуюся в обеспечении нужных передаточных отношений кинематических цепей.
Примечание: В ряде изданий наладку рассматривают в более широком плане, а именно, как полный комплекс организационноподготовительных работ, в число которых входит и кинематическая настройка станка. Цель этих работ, проводимых как на станке, так и вне его,
104

– подготовка станка для выполнения им конкретных технологических операций, обеспечивающих образование на заготовке поверхностей заданных форм с требуемыми точностями их размеров. А под настройкой понимают регулирование параметров станка в связи с изменением режима работы в период его эксплуатации.
Для обеспечения требуемых передаточных отношений кинематических цепей с помощью настроечных органов необходимо представлять на-
строечные формулы (формулы настроек) этих цепей.
Чтобы вывести настроечную формулу гитары сменных шестерён или другого органа настройки, намечают по кинематической схеме расчётную кинематическую цепь, для которой составляют уравнение кинематического баланса (см. 4 в подп. 2.2.1). Для составления уравнения кинематического баланса расчётной цепи надо знать расчётные перемещения её конечных звеньев. Эти перемещения определяются в зависимости от того, где располагается определяемый орган настройки – во внутренней или внешней кинематической связи.
Если орган настройки лежит во внутренней связи, то конечными звеньями будут подвижные рабочие органы или исполнительные звенья. Абсолютные перемещения этих звеньев могут быть неизвестны, но обязательно известны их относительные перемещения.
Например, если сообщить один оборот червячной фрезе, то нарезаемое зубчатое колесо должно совершить K/Z оборота, где K – число заходов червячной фрезы, а Z – число зубьев нарезаемого колеса. В этом случае расчётные перемещения конечных звеньев цепи деления зубофрезерного станка можно представить в виде:
1 оборот фрезы → K/Z оборота заготовки (или: 1 об.фр→ K/Z об.заг). Уравнение кинематического баланса этой цепи в общем виде будет:
K/Z об.заг = 1 об.фр·Сд · iд,
где Сд – передаточное отношение постоянных передач кинематической цепи; iд – передаточное отношение настроечного звена цепи.
Очевидно: iд = Z KCд .
Последнее выражение есть формула настройки сменных колёс цепи деления зубофрезерного станка.
Примечание: если Cд <1, удобнее настроечную формулу представ-
лять в виде: iд = |
C'д K |
, |
где C'д =1/ Cд . |
|
Z |
||||
|
|
|
105

В случае внешней кинематической связи, например, для привода главного движения токарного станка, рассматриваемые записи будут иметь вид:
- расчётные перемещения конечных звеньев:
nдв об/мин вала двигателя → n об/мин шпинделя (nдв→ n), - уравнение кинематического баланса: n = nдв Ашп iv = Сшп iv,
- настроечная формула: iv = n ,
Cшп
где nдв и n – частоты вращения начального (вал электродвигателя) и конечного (шпиндель) звеньев кинематической цепи; Ашп и iv – передаточные отношения постоянных передач и настроечного звена цепи привода шпинделя; Сшп – постоянное число для данной кинематической цепи.
Уравнение кинематического баланса в общем виде для цепи, у которой начальное звено имеет вращательное движение с частотой nо об/мин, а конечное – прямолинейное со скоростью S, мм/мин:
S = nо I Н,
где I – полное передаточное отношение кинематической цепи; Н – ход кинематической пары (см. 3 в подп. 2.2.1), преобразующей вращательное движение в прямолинейное; ход измеряется величиной прямолинейного перемещения ведомого звена за один оборот ведущего звена этой пары (мм/об).
3.3. Порядок настройки привода на требуемую скорость
Порядок кинематической настройки рассмотрим на примере ступенчатого привода главного движения по рис. 2.15.
Уравнение кинематического баланса привода:
|
d1 |
|
Z1 |
|
Z3 |
|
Z5 |
Z7 |
|
|
Z9 |
|
Z11 |
|
|
Z13 |
Z15 |
|
|||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||
n = nдв |
|
|
ηp |
|
|
|
|
|
; |
|
|
; Z |
|
|
|
|
; |
|
|
|
|
; Z |
. |
d |
2 |
Z |
2 |
Z |
4 |
Z |
6 |
8 |
Z |
Z |
Z |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
10 |
12 |
|
|
14 |
16 |
|
||||||
В этом приводе настроечным звеном являются три группы передач коробки скоростей, обеспечивающие передаточные отношения
|
|
|
Z 3 |
|
|
Z 5 |
|
Z 7 |
|
|
Z 9 |
|
Z11 |
|
|
Z13 |
|
Z15 |
|
|
|||||
i v |
|
|
|
; |
; |
|
|
; |
|
|
; |
|
|
||||||||||||
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
||||||
Z 4 |
|
Z 6 |
|
|
Z10 |
|
Z14 |
Z16 |
|||||||||||||||||
|
|
|
|
|
|
Z 8 |
|
|
Z12 |
|
|
|
|
||||||||||||
а конкретно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
iv1 |
= |
Z3 |
|
|
Z9 |
|
Z13 |
; |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
Z4 |
Z10 |
Z14 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
106
iv 2 = |
Z5 |
|
|
Z9 |
|
|
Z13 |
; |
||||||
|
|
|
|
|
|
|||||||||
|
Z6 |
|
Z10 |
|
Z14 |
|||||||||
|
... ; |
|
|
|
|
|
|
|
||||||
iv12 = |
|
Z7 |
|
|
Z11 |
|
|
Z15 |
. |
|||||
|
Z8 |
Z12 |
|
|||||||||||
|
|
|
|
|
|
|
Z16 |
|||||||
Из уравнения кинематического баланса определяется передаточное отношение настроечного звена, принимаемое за расчётное:
iv = |
|
|
|
n |
|
|
= |
n |
= |
n |
. |
|
|
|
d1 |
|
Z1 |
|
|
|
|||||
|
|
nдв |
ηр |
|
|
nдв Aшп |
|
Cшп |
||||
|
|
d2 |
Z2 |
|
|
|
||||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
||
Запись iv = |
n |
|
– настроечная формула цепи привода шпинделя. |
|||||||||
|
|
|||||||||||
|
Cшп |
|
|
|
|
|
|
|
|
|
||
Порядок настройки привода на требуемую частоту вращения следующий:
1)рассчитывают или выбирают расчётную скорость резания vр;
2)определяют расчётную частоту вращения nр: nр = 1000 vр /(πd);
3)определяют требуемое передаточное отношение настроечного звена: ivр = nр / Сшп ;
4)рассчитывают iv1-iv12 и выбирают из них ближайшее к ivр (как правило, меньшее) передаточное отношение ivj ;
5)определяют nj , обеспечиваемое при ivj: nj = Сшп ivj ;
6)определяют скорость резания, которая будет обеспечиваться при nj: v = π·d·nj /1000. Должно быть, как правило, v ≤ vр .
Примечание. Можно, вместо указанного в п.п. 3-5, рассчитать n1-n12, выбрать nj, ближайшее к nр (как правило, меньшее), установив при этом, какие передачи должны быть включены для обеспечения nj.
Порядок настройки привода подачи или иного исполнительного движения на требуемую скорость аналогичен рассмотренному выше.
107
3.4. Примеры кинематических решений универсальных станков
3.4.1. Вертикально-сверлильный станок
На рис. 3.1 показан вариант кинематической схемы вертикальносверлильного станка, который можно считать достаточно хорошо представляющим станки такого типа и группы. Главным движением резания при сверлении, зенкеровании, развёртывании является вращение режущего инструмента, а подачей – его осевое перемещение. Инструмент устанавливается в шпинделе Г сверлильной головки Ж, а обрабатываемая деталь – на столе В. Головка и стол находятся на направляющих колонны (стойки) Б, закреплённой на плите (основании) А.
Чтобы обеспечить и вращение, и осевое перемещение инструмента, шпиндель с опорами смонтирован в выдвижной пиноли, а его верхняя часть связана подвижным шлицевым сопряжением с гильзой (полым валом). Гильза является конечным исполнительным звеном привода главного движения, а пиноль – привода подачи.
1. Привод главного движения (вращения шпинделя с инструмен-
том). Привод вращения шпинделя представляет собой внешнюю кинематическую связь и берёт начало от электродвигателя с частотой вращения nдв=1430 об/мин (мин –1). Движение на гильзу шпинделя передаётся через одиночную зубчатую передачу и три группы передач с передвижными блоками шестерён.
Расчётные перемещения конечных звеньев кинематической цепи
nдв→ n,
где n – частота вращения шпинделя, об/мин.
Уравнение кинематического баланса этой цепи будет следующим:
n =1430 22 25 ; 30 ; 35 15 ; 35 17 ; 40 .
44 35 30 25 42 35 67 20
144444424444443
iv
Три группы передач являются настроечным органом привода, обеспечивающим 12 вариантов передаточных отношений iv, а значит и частот вращения шпинделя.
Для получения последовательно возрастающего ряда частот вращения шпинделя на этом станке необходимо переключать передачи: в первую очередь в группе на три скорости, во вторую и третью, соответственно, в первой и второй по порядку расположения группах на две скорости.
108
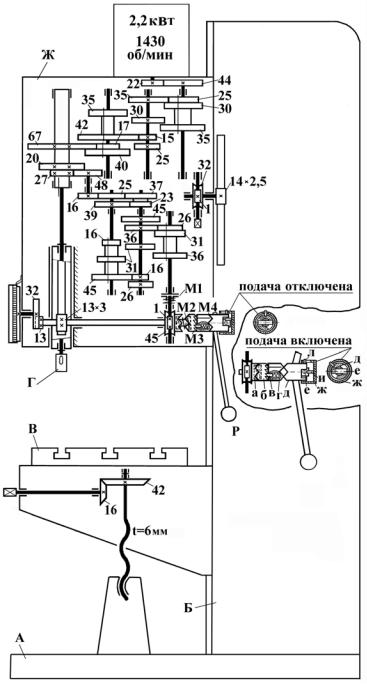
Рис. 3.1. Вариант кинематической схемы вертикально-сверлильного станка (основные узлы: А – плита; Б – колонна; В – стол;
Г – шпиндельный узел; Ж – сверлильная головка)
109
Настроечная формула цепи, выводимая из уравнения кинематического баланса, будет следующей:
iv = |
n |
|
|
= |
n |
. |
1430 |
22 |
|
715 |
|||
|
|
|
|
|||
|
44 |
|
|
|
|
Изменение направления вращения шпинделя осуществляется при реверсе электродвигателя. Торможение шпинделя при отключении привода обеспечивается также с помощью электродвигателя.
2. Привод подачи (осевого перемещения шпинделя с инструмен-
том). Этот привод представляет собой внутреннюю кинематическую связь
и берёт начало от вращающегося шпинделя. Конечными звеньями кинематической цепи, таким образом, являются вращающийся шпиндель и тот же шпиндель, но движущийся вдоль своей оси. Подача S измеряется в миллиметрах перемещения инструмента (например, сверла, развёртки, метчика) за один его оборот (мм/об).
Расчётные перемещения конечных звеньев кинематической цепи
1 об.шп → S.
От гильзы шпинделя через зубчатые колёса с числами зубьев 27, 48, 16, 25, 37, 23, 39, две группы передач с передвижными блоками шестерён, предохранительную муфту М1 и однозаходный червяк приводится во вращение 45-зубое червячное колесо. При включении кулачковой муфты М2 оно соединяется с валом реечного колеса модуля 3 мм с числом зубьев* 13, которое приводит рейку, нарезанную на пиноли. В результате обеспечивается осевая подача шпинделя с режущим инструментом.
Уравнение кинематического баланса цепи подачи
S =1об.шп 2748 1625 3725 3923 1645; 3131;1645 3626; 3131; 3626 451 13π3. .
144442444443
is
Две группы передач привода являются его настроечным органом, обеспечивающим 9 вариантов передаточных отношений iS, а значит и подач за 1 оборот шпинделя (при каждой его частоте). Для получения последовательно возрастающего ряда подач необходимо переключать передачи сначала во второй по порядку расположения группе, а затем в первой.
Настроечная формула кинематической цепи
is = |
|
|
|
|
|
|
|
S |
|
|
|
= |
S |
или is = 2,56 S . |
|
27 |
|
16 |
|
25 |
|
23 |
|
1 |
|
0,39 |
|||
|
|
|
|
|
|
13 π3 |
|
|||||||
|
|
48 |
25 |
37 |
39 |
45 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||
* В дальнейшем при описании кинематики слова "число зубьев" могут не использоваться, а делаться запись типа "колесо 20", что следует понимать как "колесо с числом зубьев 20".
110
Величина осевого перемещения отслеживается по лимбу, приводимому от вала реечного колеса через передачу 13:32.
При отключённой механической подаче перемещение шпинделя вверх и вниз можно осуществлять вручную, поворачивая крестообразную рукоятку (штурвал) Р. При включённой механической подаче привод обеспечивает и вращение рукоятки. Если её от руки вращать быстрее, шпиндель будет быстро перемещаться вниз, а если остановить, то перемещение шпинделя прекратится. Для останова и включения механического или ручного перемещения шпинделя на валу реечного колеса смонтированы:
-кулачковая муфта М2 (ступица а червячного колеса с кулачками на торце – подпружиненная втулка б с кулачками на левом торце),
-муфта обгона М3 (втулка б с зубьями на правом торце – подпружиненный фиксатор в, находящийся во втулке г, связанной с валом реечного колеса через скользящую шпонку),
-кулачковая муфта М4 (втулка г с кулачками на правом торце – ступица д рукоятки Р с кулачками на левом торце),
-стакан ж включения - отключения подачи с пальцем и.
Стакан можно переместить по ступице рукоятки относительно штифта л в одно из двух крайних положений. На правом торце ступицы рукоятки выполнен паз, в котором находится штифт е вала реечного колеса. Поскольку паз шире штифта ступица имеет возможность некоторого проворота относительно вала, если палец стакана не входит в этот паз при крайнем правом положении стакана. После перевода стакана в правое положение его вместе со ступицей рукоятки поворачивают, палец взводится на штифт е, а торцевые кулачки деталей г и д – друг на друга, что приводит к включению муфты М2 и механической подачи. При повороте вручную рукоятки Р со ступицей д, втулкой г и валом реечного колеса быстрее червячного колеса, а значит, и деталей а и б, фиксатор в проскакивает по зубьям втулки б.
3.4.2. Универсально-фрезерный станок
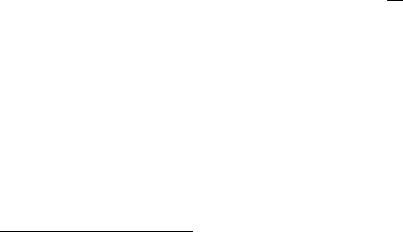
Рассмотрим возможную кинематическую схему и работу универ- сально-фрезерного станка (рис. 3.2). Главным движением резания при фрезеровании поверхности заготовки является вращение режущего инструмента, а подачей – прямолинейное перемещение заготовки относительно инструмента, которое может происходить горизонтально или вертикально. Инструмент – фреза – устанавливается по горизонтальной оси либо непосредственно в шпинделе К, либо (что чаще) на оправке, которая закрепляется в шпинделе и поддерживается серьгой Г хобота В. Обрабатываемая деталь закрепляется в приспособлении на столе Д, вместе с которым может перемещаться горизонтально в продольном направлении (параллельно длинной стороне стола).
111
112
Рис. 3.4. Вариант кинематической схемы универсально-фрезерного станка (основные узлы: А – плита; Б – станина; В – хобот; Г– подвеска (серьга); Д – стол; Е – поворотная часть; Ж – поперечные салазки; И – консоль; К – шпиндель)
Стол находится на поворотной части Е, а поворотная часть – на поперечных салазках Ж, которые могут получать поперечное перемещение (параллельно оси шпинделя). Салазки находятся на консоли И, которая может перемещаться вертикально по направляющим станины Б, закреплённой на плите А. Стол вместе с поворотной частью может быть повёрнут в горизонтальной плоскости и тогда становится возможным не продольное перемещение его, а под углом к продольному направлению.
Фрезерование в части крутящих моментов и усилий резания – процесс неравномерный, поскольку зубья фрезы вступают в работу последовательно. Для повышения равномерности вращения шпинделя на нём может устанавливаться маховик Мк.
1. Привод главного движения (вращения шпинделя с инструмен-
том). Привод представляет собой внешнюю кинематическую связь и берёт начало от электродвигателя с мощностью 5,5 кВт и частотой вращения
nдв.гл=1440 об/мин.
Расчётные перемещения конечных звеньев кинематической цепи
nдв.гл→ n,
где n – частота вращения шпинделя, об/мин.
Привод является разделённым, и движение от электродвигателя шпинделю передаётся через коробку скоростей (две группы передач и одиночная зубчатая передача) и перебор, связанные ременной передачей.
Уравнение кинематического баланса цепи
|
24 |
|
38 24 |
|
28 |
31 34 |
|
|
20 |
|
140 |
30 |
|
25 |
|
||||||||||||
n =1440 |
|
; |
|
|
|
|
; |
|
; |
|
; |
|
|
|
|
|
|
|
|
|
0,98 |
|
|
|
|
|
; 1 . |
38 |
|
38 |
34 |
|
|
20 |
210 |
64 |
69 |
||||||||||||||||||
|
|
24 |
|
|
31 28 |
|
|
|
|
|
|||||||||||||||||
Две группы передач коробки и перебор являются настроечным органом привода, обеспечивающим 16 вариантов передаточных отношений, а значит и частот вращения шпинделя.
Для получения последовательно возрастающего ряда частот вращения шпинделя на этом станке необходимо переключать передачи в коробке скоростей: в первую очередь в группе на четыре скорости, во вторую – в группе на две скорости. При этом шпинделю будет сообщаться одна из 8 низших скоростей, если в переборе включены передачи 30:64 и 25:69, и одна из 8 высших, если перебор включён напрямую. Настроечная формула цепи выводится аналогично тому, как это показано в предыдущем пункте.
Реверс шпинделя обеспечивается переключением электродвигателя. Торможение шпинделя при отключении привода обеспечивается механическим тормозом Т.
113
2. Приводы подач (перемещений стола с заготовкой). Эти приводы представляют собой внешние кинематические связи и начинаются от отдельного электродвигателя с мощностью 1,5 кВт и частотой вращения nдв.под=1440 об/мин. Заготовка может подаваться в каком-либо одном направлении из трёх возможных взаимно перпендикулярных: продольном (продольная подача S), поперечном (Sп), вертикальном (Sв). Подачи измеряются в мм/мин.
Начало кинематических цепей подач общее: коробка подач на 16 вариантов с тремя группами передач, составляющими настроечный орган, червячная пара 2:36 с муфтой обгона МО, колёса 22, 42, 42, предохранительная муфта МП и шестерня 42. Через сцепленные с ней колёса 42, 30, 42, ряд зубчатых передач, трензели и винтовые пары шага 6 мм при включении какой-либо сцепной муфты М5, М4 или М3 обеспечивается перемещение стола в продольном, поперечном или вертикальном направлении.
Для получения последовательно возрастающего ряда подач необходимо переключать в первую очередь передачи в группе на четыре скорости, во вторую – в первой группе на две скорости и в третью – во второй группе на две скорости.
Расчётные перемещения конечных звеньев и уравнения кинематиче-
ского баланса цепей подач будут следующими:
а) продольная подача: nдв.под →S,
|
24 |
|
38 |
28 |
|
31 |
|
34 |
|
38 |
|
18 |
15 |
|
37 |
|
|
2 |
|
|
22 |
|
42 |
|
||
S =1440 |
|
; |
|
|
|
; |
|
; |
|
; |
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
× |
38 |
24 |
|
31 |
28 |
24 |
37 |
|
15 |
36 |
|
42 |
42 |
||||||||||||||
|
|
34 |
|
|
|
|
37 |
|
|
|
|
|
|
|
||||||||||||
144444444424444444443 |
|
123 |
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
i |
|
|
|
|
|
|
|
|
|
|
|
|
|
i2 |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
×3042 3042 4233 3527 1927 1919 1919 1428 1919 6;
1444444244444443
|
|
|
|
|
|
|
|
|
|
iпрод |
|
|
|
|
|
|
|
|
|
|
|
б) поперечная подача: |
nдв.под→Sп, |
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
S |
|
= 1440 |
i |
|
i |
|
42 |
; |
42 |
|
30 |
|
6 ; |
||||||
|
|
п |
1 |
2 |
|
|
30 |
42 |
|
||||||||||||
|
|
|
|
|
|
|
|
42 |
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
1442443 |
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
iпоп |
|
|
|
|
|
|
|
в) вертикальная подача: nдв.под→Sв, |
|
|
|
|
|
|
|
|
|||||||||||||
S |
|
= |
1440 i |
|
i |
|
|
|
42 |
; |
42 |
|
30 |
|
15 |
6 . |
|||||
в |
1 |
2 |
|
42 |
30 |
|
|
30 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
42 |
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
144424443 |
|
||||||||||
i верт
114
3. Быстрые перемещения стола. Для обеспечения быстрого перемещения в требуемом направлении необходимо включить муфту М5, М4 или М3 соответствующего трензеля (т.к. движение происходит в направлении включённой подачи) и муфту М2. При этом движение от электродвигателя передаётся, минуя коробку подач, через зубчатую винтовую пару 12:24, передачи, обозначенные выше i2 , и далее через передачи iпрод, iпоп или iверт и винтовые пары кинематической цепи соответствующей подачи.
Расчётные перемещения конечных звеньев и уравнения кинематиче-
ского баланса цепей быстрых перемещений следующие:
а) продольных: |
nдв.под→ vб.прод , |
vб.прод |
=1440 12 |
i2 iпрод 0,006 ; |
|
|
|
|
|
24 |
|
б) поперечных: |
nдв.под→ vб.поп , |
vб.поп =1440 |
12 i2 iпоп 0,006 ; |
||
|
|
|
|
24 |
|
в) вертикальных: nдв.под→ vб.верт , vб.верт =1440 1224 i2 iверт 0,006 .
В выражениях: vб.прод , vб.поп , vб.верт – скорости быстрых перемещений стола в соответствующих направлениях, м/мин; 0,006 – шаги ходовых
винтов, м.
Для предотвращения поломок в кинематической цепи при включении быстрого перемещения одновременно с рабочим в ступице червячного колеса 36 смонтирована муфта обгона МО.
3.4.3.Токарно-винторезный станок
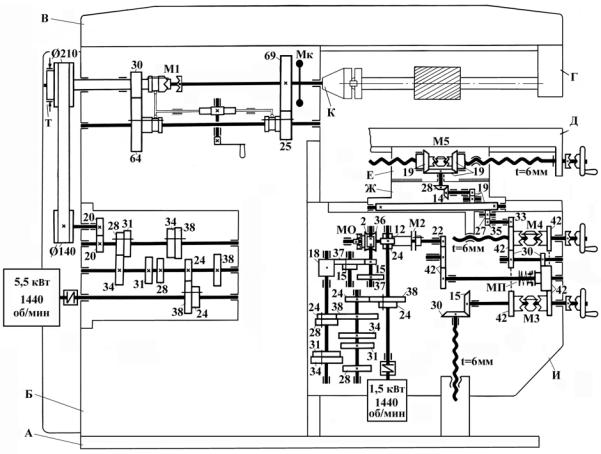
Вкачестве примера рассмотрим кинематику токарно-винторезного станка модели 1К62 (рис. 3.3), являющегося классическим представителем станков этого типа и группы.
Обрабатываемое тело вращения устанавливается в приспособлении, закреплённом на шпинделе Н передней бабки Б, или в нём и в приспособлении, установленном в пиноли П задней бабки В. Вращение заготовки является главным движением резания, а перемещение инструмента вдоль оси вращения заготовки (продольное) или перпендикулярно к ней (поперечное)
–подачей. Инструменты (резцы) устанавливаются в резцедержателе И верхних салазок К суппорта. В продольном направлении перемещается каретка Г суппорта с фартуком и всеми остальными частями суппорта, а в поперечном – поперечные салазки Д с поворотной частью Е, верхними салазками и резцедержателем. При точении цилиндрических и торцевых поверхностей суппорт с инструментом получает движение от ходового вала через передачи фартука, а при обработке винтовых поверхностей (нарезании резьб) – от ходового винта. Вращение ходовому валу или ходовому винту передаётся коробкой подач Л.
115
1. Привод главного движения (вращения шпинделя с заготовкой).
Привод вращения шпинделя представляет собой внешнюю кинематическую связь. Конечными звеньями привода являются электродвигатель с мощностью 10 кВт, вал которого имеет частоту вращения nдв=1450 об/мин, и шпиндель с заготовкой, который должен вращаться с такой частотой n, об/мин, какая обеспечит требуемую скорость резания.
Расчётные перемещения конечных звеньев кинематической цепи, та-
ким образом, можно представить в виде nдв→n.
Вал электродвигателя связан с входным валом коробки скоростей клиноременной передачей. Далее движение может передаваться с помощью группы передач на две скорости (51:39; 56:34; ниже эта группа будет обозначаться ра; ра=2), при этом шпинделю будет сообщаться правое ("прямое") вращение, или двух последовательных передач (50:24 и 36:38), и тогда шпиндель будет иметь левое ("обратное") вращение. Включение прямого или обратного вращения и отключение вращения шпинделя производится двухсторонней фрикционной многодисковой муфтой М1.
Следующему валу движение сообщается группой передач на три скорости (рб; рб=3), а с него движение может быть передано шпинделю либо сразу через передачу 65:43, либо через две группы передач (рв=2, рг=2) и шпиндельную передачу 27:54. Для этого двухвенцовый зубчатый блок 4354, передающий через шлицевое соединение вращение шпинделю, устанавливается в соответствующее положение.
Таким образом, движение выходному валу передаётся по двум кинематическим цепям: короткой (включена передача 65:43), при этом обеспечивается передача высших скоростей, и длинной (через группы рв, рг), при этом обеспечивается передача низших скоростей.
Уравнение кинематического баланса привода |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
142 |
|
|
51 56 50 |
|
|
|
|
21 29 38 |
|
22 45 |
22 45 |
|
27 65 |
||||||||||||||||||||
|
|
|
|
|
36 |
|
|||||||||||||||||||||||||||||
n =1450 |
|
|
|
0,98 |
|
; |
|
; |
|
|
|
|
|
|
|
; |
|
; |
|
|
|
|
; |
|
|
|
; |
|
|
|
|
; |
|
. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
254 |
|
39 34 24 |
|
38 |
|
55 47 38 |
|
88 45 |
88 45 |
|
54 43 |
||||||||||||||||||||||
|
|
|
|
|
|
123 123 |
14243 14243 14243 |
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
р |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
реверс |
|
|
|
рб |
|
|
|
рв |
|
рг |
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
а |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Вкинематической цепи для низших скоростей (ра·рб·рв·рг) группы pв
иpг совместно обеспечивают не четыре, а три различных передаточных отношения (1/16; 1/4; 1), поэтому цепью передаётся шпинделю не 24 (2·3·2·2),
а 18 (2·3·3) разных частот вращения (округлённо): 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 об/мин.
Для переключения частот вращения шпинделя в порядке их возрас-
тания необходимо переключать передачи сначала в группе ра, затем в группе рб и снова ра, затем в группах pв и pг совместно (по возрастанию передаточных отношений) и снова в группах ра и рб.
116
117
Рис. 3.3. Кинематическая схема токарно-винторезного станка модели 1К62 (основные узлы: А – станина; Б – передняя бабка со шпинделем Н и коробкой скоростей; В – задняя бабка с пинолью П; Г – каретка
суппорта с фартуком; Д – поперечные |
салазки |
с поворотной частью Е; И – резцедержатель; |
К – верхние |
салазки; |
Л – коробка подач) |
Кинематическая цепь для высших скоростей обеспечивает передачу шпинделю 6 частот вращения: 630; 800; 1000; 1250; 1600; 2000 об/мин.
2. Приводы подач, осуществляемых при включении ходового вала.
Конечными звеньями кинематических цепей подач, представляющих собой внутренние кинематические связи, являются шпиндель с заготовкой и суппорт с инструментом. Перемещение инструмента в продольном (S) или поперечном (Sп) направлениях увязывается с одним оборотом шпинделя с заготовкой, и подача, таким образом, измеряется в мм/об – миллиметрах перемещения инструмента (суппорта с инструментом) за 1 оборот заготовки (шпинделя с заготовкой).
Расчётные перемещения конечных звеньев цепей подач продольной – 1об.шп→S, поперечной – 1об.шп→Sп.
Приводы подач содержат ряд передач и механизмов, расположенных между шпинделем и коробкой подач, в коробке подач и в фартуке суппорта.
Основной ряд подач (35 значений), включаемых при любой частоте вращения шпинделя, обеспечивается, когда движение от него передаётся зубчатой парой 60:60. Передаточное отношение этой пары ниже будет обозначаться через i0; i0=1. Ведомое колесо пары является одним из двух венцов передвижного блока 60-45. Для включения пары блок должен быть перемещён в крайнее левое положение. На валу блока находятся ещё три шестерни, две из которых – с 28 и 42 зубьями – входят в группу передач на две скорости с передаточными отношениями 1/2 и 1; обозначим их через i1. Третья шестерня (35) и колёса, связываемые с ней, в приводах подач от ходового вала не используются. Они обеспечивают реверс в цепях винторезных подач. Эти цепи рассматриваются ниже (см. 3 в подп. 3.4.3).
От группы на две скорости вращение через колёса 42, 95, 50 гитары сменных шестерён передаётся приёмному валу коробки подач на 28 вариантов. В коробке подач включаются муфты М2 и М3, передвижные колёса 35 выводятся из зацепления с колёсами 37 и 28. Вращение от валов, соединяемых муфтой М2, на валы, соединяемые муфтой М3, передаётся посредством механизма Нортона, обеспечивающего семь различных передаточных отношений (обозначим их iн1). Далее через две группы передач (назовём их множительными), совместно обеспечивающими 4 передаточных отношения (iмн=1/8; 1/4; 1/2; 1), передачу 28:56 и муфту обгона МО вращение передаётся ходовому валу.
От ходового вала вращение через шестерни 27-20-28, предохранительную муфту МП, червячную передачу 4:20 сообщается валу реверсивных механизмов, который посредством одной шестерни 40 связан с зубчатыми венцами 37 кулачковых муфт М7 и М9, а другой шестерни 40 через паразитное колесо 45 – с зубчатыми венцами 37 кулачковых муфт М6 и М8.
Продольная подача суппорта в том или ином направлении включается муфтами М6 или М7. При этом вращение от вала муфт через передачу
118
14:66 сообщается валу с шестерней, имеющей 10 зубьев модуля 3 мм. Эта шестерня находится в зацеплении с зубчатой рейкой, которая закреплена на станине под направляющими. Шестерня, перекатываясь по зубчатой рейке, перемещает суппорт.
Подача поперечных салазок суппорта в ту или иную сторону включается муфтами М8 и М9. При этом вращение от вала муфт через шестерни 40, 61, 20 передается ходовому винту шага 5 мм, перемещающему вдоль своей оси гайку вместе с салазками, в которых она закреплена.
При одной и той же настройке привода подач поперечные подачи имеют вдвое меньшую величину, чем продольные.
Если требуется включать подачи, превосходящие по величине подачи основного ряда, блок 60-45 перемещают в крайнее правое положение. При этом вращение от шпинделя ведущему валу группы на две скорости передается через звено увеличения шага и подач (ЗУШ), которое составляют шпиндельная пара 54:27, две последние группы передач (pг и pв) коробки скоростей и передача 45:45. Обеспечиваемые ЗУШ передаточные отношения рав-
ны iзуш=2; 8; 32.
Уравнения кинематического баланса приводов следующие: а) продольная подача:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
|
54 |
|
45 |
|
88 |
|
|
45 |
|
|
88 |
|
45 |
|
28 |
|
42 |
|
|
42 |
|
|
95 |
|
||||||||||||||||||||||||||||
S =1об.шп |
|
|
; |
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
× |
|||||||||
60 |
27 |
|
45 |
22 |
|
|
|
|
|
|
|
|
|
45 |
|
|
|
42 |
|
95 |
|
50 |
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
45 |
|
|
22 |
|
|
56 |
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
{ |
|
1444442444443 |
|
14243 |
123 |
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
iзуш |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i1 |
|
|
|
|
|
|
iсм1 |
|
|||||||||||
|
|
i0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
26,28,32,36,40,44,48 |
|
25 |
|
|
18 |
; |
28 |
|
15 |
; |
35 |
|
|
|
28 |
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
× |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
|
|
|
|||||||
|
|
|
|
|
|
36 |
|
|
|
|
|
|
|
|
|
|
|
28 |
|
|
|
|
|
|
|
|
|
48 |
28 |
56 |
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
|
|
35 |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
144442444443 |
|
144424443 |
|
|
{ |
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
iн1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
iмн |
|
|
|
|
|
|
|
|
|
|
i2 |
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
× 27 20 |
|
|
40 ; |
40 45 |
|
14 10 π3; |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
20 |
28 |
|
|
37 |
|
45 |
|
37 |
|
|
|
66 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
14243 |
|
|
|
|
|
14243 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
iф |
|
|
|
|
|
|
|
|
|
|
|
реверс |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
144424443 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
б) поперечная подача: |
|
|
|
|
|
|
|
|
|
|
|
iпрод |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
=1об.шп (i |
|
|
|
|
|
) i i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40 |
|
45 |
|
|
|
40 |
61 5 . |
|||||||||||||||||
S |
; i |
|
|
|
|
|
|
|
|
i |
|
|
|
i |
|
|
|
|
i |
|
i |
|
|
40 ; |
|
|
|
||||||||||||||||||||||||||||||
п |
|
|
0 |
|
|
зуш |
|
|
1 |
|
см1 |
|
н1 |
|
мн |
|
2 |
|
|
ф |
37 |
45 |
|
37 |
|
|
|
61 |
20 |
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
123 |
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
реверс |
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
144424443 |
|
|||||||||||||||||||
iпоп
119

Для переключения подач в порядке их последовательного возрастания переключают сначала механизм Нортона, а затем передачи множительных групп коробки подач и снова механизм Нортона.
Если движение приводу сообщается от шпинделя через пару 60:60 (i0=1), а в группе на две скорости включена передача 42:42 (i1=1), то при переключении механизма Нортона и передач в множительных группах обеспечиваются следующие продольные подачи (мм/об):
|
Включённые |
|
Шестерня конуса механизма Нортона |
|
|||||||||
|
|
передачи |
|
|
|
|
|
|
|
|
|
|
|
|
iмн=1/8 |
26 |
|
28 |
32 |
36 |
40 |
44 |
|
48 |
|||
i0=1 |
|
i1=1 |
|
0,14 |
|
0,15 |
0,17 |
0,195 |
0,22 |
0,24 |
|
0,26 |
|
i0=1 |
|
i1=1 |
|
iмн=1/4 |
0,28 |
|
0,3 |
0,35 |
0,39 |
0,43 |
0,48 |
|
0,52 |
i0=1 |
|
i1=1 |
|
iмн=1/2 |
0,56 |
|
0,61 |
0,69 |
0,78 |
0,87 |
0,955 |
|
1,04 |
i0=1 |
|
i1=1 |
|
iмн=1 |
1,13 |
|
1,22 |
1,39 |
1,56 |
1,74 |
1,91 |
|
2,08 |
При iмн=1/8 и включении в группе на две скорости передачи 28:56 (i0=1/2) добавляются ещё 7 значений подач в начало ряда:
i0=1 |
i1=1/2 |
iмн=1/8 |
0,07 |
0,075 |
0,085 |
0,1 |
0,11 |
0,12 |
0,13 |
При i1=1/2 и трёх других значениях iмн обеспечиваются подачи от 0,14 до 1,04 мм/об, т.е. такие же, как в трёх вариантах с i1=1.
В случаях вращения шпинделя на частотах, получающихся при работе групп передач рв, рг (т.е. низших и средних по величине), возможно обеспечение более крупных подач. Для этого движение приводу подач сообщается от шпинделя через ЗУШ и пару 45:45.
Так, при iзуш=2 и диапазоне частот вращения шпинделя 200630 об/мин обеспечиваются подачи в диапазоне 0,14-4,16 мм/об, в числе которых 7 новых (остальные совпадают с подачами основного ряда):
iзуш=2 |
i1=1 |
iмн=1 |
2,26 |
2,44 |
2,78 |
3,12 |
3,48 |
3,82 |
4,16 |
При iзуш=8 и диапазоне частот вращения шпинделя 50-160 об/мин могут быть обеспечены подачи 0,56-8,32 мм/об, а при iзуш=32 и диапазоне
12,5-40 об/мин – от 2,26 мм/об и выше. Однако в производственной практике необходимости в столь высоких подачах обычно не возникает. Большие подачи включаются при нарезании резьб с соответствующими большими шагами.
3. Приводы винторезных подач. Конечными звеньями этих цепей являются шпиндель с заготовкой и суппорт с резцом, перемещающийся за один оборот шпинделя в продольном направлении на величину, равную шагу нарезаемой резьбы Т, мм.
120
Расчётные перемещения конечных звеньев цепей винторезных подач
1об.шп→Sвинт, где Sвинт – винторезная подача, мм/об, и при этом Sвинт=T.
В обеспечении винторезной подачи не участвует ходовой вал, а также передачи и реверсивные механизмы фартука; движение суппорту передаётся через винтовую пару (ходовой винт – разъёмная гайка) шага 12 мм. Для этого в коробке подач расцепляется передача 28:56 и включается муфта М5, соединяющая ведомый вал множительных групп передач с ходовым винтом, а в фартуке включается разъёмная (маточная) гайка и реечное колесо 10 привода продольной подачи выводится из зацепления с рейкой.
Изменение направления движения суппорта для нарезания правых или левых резьб производится посредством реверсивного механизма, находящегося в приводе перед сменными колёсами. Вращение на ведущий вал этого механизма сообщается, как и в приводах продольных и поперечных подач, от шпинделя через передачу 60:60, либо через звено увеличения шага и передачу 45:45. Для настройки привода на получение резьб разных видов устанавливаются определённые сменные колёса, а механизм Нортона включается так, что ведущим валом в нём является либо тот, на котором закреплены шестерни зубчатого конуса 26, 28, 32, 36, 40, 44, 48, либо тот, на котором находится скользящая шестерня 28.
Рассмотрим это подробнее:
а) нарезание метрической резьбы
Метрическая резьба задаётся шагом в мм, а значит, именно такой (т.е. равной шагу) должна быть принята подача при её нарезании. Зубчатый конус в механизме Нортона устанавливается ведущим, что обеспечивается включением муфт М2 и М3. Сменные колёса оставляются теми же, что и при подачах для точения, а именно: 42, 95, 50 (iсм1).
Уравнение кинематического баланса цепи будет следующим:
Sвинт =1об.шп (i0; iзуш) 5628; 4242 ; 3528 3528 iсм1 iн1 iмн 12.
1231444244реверс43
iрев
Если движение от шпинделя передаётся через пару 60:60 (i0=1) и в реверсивном механизме и множительных группах включены передачи, таже обеспечивающие передаточные отношения 1:1, то при снятии движения с разных шестерён конуса механизма Нортона будут обеспечиваться подачи:
Шестерня конуса |
26 |
28 |
32 |
36 |
40 |
44 |
48 |
Подача, мм/об |
6,5 |
7 |
8 |
9 |
10 |
11 |
12 |
121

При уменьшении iмн и iрев величины подач будут уменьшаться, при включении передачи движения от шпинделя через ЗУШ – увеличиваться.
В последнем случае надо учитывать, что когда шпиндель приводится через группы передач рв, рг (а только тогда возможна работа ЗУШ в приводе подач), обеспечиваются не все его частоты вращения. Тогда вероятна ситуация, когда требуемую подачу при желаемой частоте вращения шпинделя нельзя будет установить. Из этого следует, что частоту вращения шпинделя следует выбирать из того диапазона, который обеспечивается при конкретном варианте включения групп рв, рг . В ряде случаев этого можно избежать, переключая соответственно iмн и iрев. К примеру, при включении
iзуш=2 (nшп=200-630 об/мин) и при тех же передачах в других группах обеспечиваются подачи:
Шестерня конуса |
26 |
28 |
32 |
36 |
40 |
44 |
48 |
Подача, мм/об |
13 |
14 |
16 |
18 |
20 |
22 |
24 |
Если же необходино обеспечить подачи из ряда 6,5-12 мм/об при nшп=200-630 об/мин (iзуш=2), то следует включить iмн=1/2 или iрев=1/2.
Примечание. Кроме метрических задаются шагом в мм трапецеидальные, упорные и некоторые другие резьбы. Настройка на их нарезание производится таким же образом;
б) нарезание модульной резьбы
Модульные резьбы – это червяки зубчатых червячных передач. Они задаются не шагом, а модулем в мм. Шаг резьбы Т больше модуля в π раз. Чтобы обеспечить получение шага, кратного π, надо произвести соответствующие изменения в кинематической цепи. Эти изменения заключаются в установке других сменных колёс – 64, 95, 97 (iсм2), передаточное отношение которых отличается в 0,785= π/4 раза от передаточного отношения колёс 42, 95, 50 (iсм1).
Уравнение кинематического баланса цепи
Sвинт =1об.шп (i0;iзуш) iрев 6495 9795 iн1 iмн 12;
14243
iсм2
в) нарезание дюймовой резьбы
Дюймовые резьбы задаются не шагом, как метрические, а числом ниток (витков) на один дюйм (1"≈25,4 мм) длины резьбы, т.е. величиной, обратной шагу Т. С целью обеспечения нарезания таких резьб конус механизма Нортона устанавливается ведомым. Для этого в коробке подач от-
122
ключается муфта М2 и сцепляется зубчатая пара 37:35 (колёсами 35, 37, 35 передаётся движение от сменных шестерён на вал скользящей шестерни 28); отключается муфта М3 и сцепляется зубчатая пара 28:35 (колёсами 35, 28, 28, 35 передаётся движение от зубчатого конуса механизма Нортона на ведущий вал множительных групп передач). Муфта М5 должна оставаться включённой.
Уравнение кинематического баланса цепи
|
|
|
Sвинт=1об.шп (i0; iзуш) iрев iсм1 × |
|||
|
35 |
|
37 28 |
36 |
|
35 28 |
× |
37 |
|
35 25 |
|
|
28 35 iмн 12; |
48; 44; 40; 36; 32; 28; 26 |
||||||
|
144444444424444444443 |
|||||
|
|
|
|
iн2 |
|
|
г) нарезание питчевой резьбы
Питчем задаются червяки в дюймовой системе измерений. Питч – это величина, обратная модулю, но выражаемая не в 1/мм, а в 1/дюйм. Шаг резьбы Т в мм и подача должны быть больше модуля в π раз, а модуль определяется делением 25,4 на питч (или число питчей). При этой настройке коробка подач включается, как при нарезании дюймовых резьб, а сменные колёса устанавливаются такие же, как при нарезании модульных резьб.
Уравнение кинематического баланса цепи
Sвинт =1об.шп (i0 ;iзуш ) iрев iсм2 iн2 iмн 12 ;
д) нарезание точных или нестандартных резьб
При этой настройке коробку подач как настроечный орган не используют и цепь максимально укорачивают. Ходовой винт включают "напрямую", соединяя его с помощью муфт М2, М4, М5 с выходным валом гитары сменных шестерён. В гитаре сменных шестерён устанавливают такие колёса a, b, c, d (iсм), какие обеспечат получение требуемого шага, а не те, какие показаны на схеме. В реверсивном механизме используют передачи с передаточным отношением 1:1.
Уравнение кинематического баланса и настроечная формула цепи
следующие: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60 |
|
42 |
|
35 |
|
28 |
|
|
|
|
i |
|
= |
a |
|
c |
= |
|
T |
|
S |
=1об.шп |
|
|
|
; |
|
|
|
|
i |
|
12; |
см |
|
|
|
|
. |
||||
60 |
42 |
28 |
35 |
|
b |
d |
12 |
|||||||||||||||
винт |
|
|
|
|
|
|
см |
|
|
|
|
|
|
|||||||||
123
4. Привод подачи для нарезания торцевой резьбы. Нарезание тор-
цевой резьбы (архимедовых спиралей) обеспечивается при поперечном перемещении резца, в связи с чем включается ходовой вал и передачи фартука, обеспечивающие поперечную подачу.
Для передачи вращения ходовому валу колесо 28 с передвижной полумуфтой муфты М5 смещается в крайнее левое положение. При этом муфта отключается, а колесо 28 сцепляется не с колесом 56, в ступице которого смонтирована муфта обгона МО, а с другим колесом 56, имеющим глухое соединение со своим валом.
Муфта обгона исключается из цепи потому, что при возможной её пробуксовке нарушится жёсткость кинематической связи 1об.шп→Sвинт. С другой стороны, при многопроходном нарезании спиралей (как и других резьб) возврат резца в исходное положение производится при реверсе шпинделя, а муфта обгона МО является односторонней и при реверсе не будет передавать движение.
При настройке привода на нарезание спиралей зубчатый конус механизма Нортона обычно устанавливают ведомым и подбирают, при необходимости, такие сменные шестерни, которые обеспечили бы в совокупности
спередачами коробки подач получение требуемого шага.
5.Приводы быстрых перемещений суппорта. Для того чтобы суп-
порт получил быстрое продольное или поперечное перемещение, необходимо повернуть рукоятку включения подач в нужную сторону (т.е. включить одну из муфт М6 - М9), нажать кнопку в ручке этой рукоятки и удерживать её в нажатом положении. При этом включается работа электродвигателя с
мощностью 1 кВт и частотой вращения nдв.б=1410 об/мин, от которого через ременную передачу сообщается быстрое вращение ходовому валу. Поскольку зубчатая пара 28:56, передающая медленное вращение ходовому валу от коробки подач, не прекращает работу, то для исключения поломок деталей привода в ступицу колеса 56 встроена муфта обгона МО.
Расчётные перемещения конечных звеньев и уравнения кинематиче-
ского баланса цепей быстрых перемещений суппорта следующие:
а) продольных: |
nдв.б → vб.прод , |
v |
|
=1410 |
85 |
0,98 i |
ф |
i |
прод |
10π0,003; |
|||||
|
|
|
|||||||||||||
|
|
б. прод |
147 |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||
б) поперечных: |
nдв.б → vб.поп , |
v |
=1410 |
85 |
0,98 i |
ф |
i |
поп |
0,005. |
||||||
|
|||||||||||||||
|
|
б. поп |
|
147 |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
В выражениях: vб.прод , vб.поп – скорости быстрых перемещений суппорта, продольных и поперечных, м/мин; 0,003 и 0,005 – модуль реечной передачи и шаг винтовой пары, м.
124
3.5. Основные технические характеристики станков. Выбор кинематических характеристик
К основным техническим характеристикам станков относятся:
-кинематические характеристики – обеспечиваемые станком скорости резания и подачи;
-силовые характеристики – обеспечиваемые станком усилия и мощность резания;
-класс точности;
-размеры и масса станка.
Остановимся подробнее на кинематических характеристиках. Скорости рабочих движений определяются по рекомендуемым ре-
жимам резания для обработки конкретной детали (в случае специальных станков) или типовых деталей (в случае универсальных станков). На основе анализа вариантов технологических процессов производится выбор пре-
дельных скоростей резания (vmin, vmax) и подач (Smin, Smax).
Так, для универсальных станков значения vmin и Smin могут выбираться из режимов обработки легированных сталей и твёрдых чугунов, а vmax и Smax – мягких сталей твёрдосплавным инструментом при малых сечениях стружки.
Отношения vmax/vmin=Дv и Smax/Smin=ДS называют диапазонами регу-
лирования скорости резания и подачи соответственно.
При выборе пределов скоростей резания и подач учитывают также данные анализа характеристик аналогичных станков отечественных и зарубежных фирм и статистические данные об использовании станков в реальных производственных условиях.
Предельные значения диаметров обрабатываемых заготовок или применяемых режущих инструментов Dmin и Dmax для проектируемого универсального станка обычно устанавливают на основании анализа характеристик существующих станков того же типоразмера.
Однако в практике эксплуатации станков общего назначения относительно редко встречается обработка заготовок или применение инструментов с предельными диаметрами.
Учитывая это, рассматривают диапазон расчётных предельных диа-
метров Дd=dmax/dmin , сокращённый по сравнению с Dmax/Dmin.
Максимальный расчётный диаметр принимают:
- для токарных и сверлильных станков dmax = (0,75…1) Dmax ,
125
- для фрезерных станков |
dmax =(8...12) B , |
|
||||
где В – ширина стола станка. |
|
|
|
|
||
Минимальный расчётный диаметр для этих же групп станков |
||||||
|
|
dmin=dmax/(4…8). |
|
|||
Предельные значения частот вращения шпинделя определяются как |
||||||
|
nmin = |
1000 vmin , |
nmax = 1000 vmax . |
|||
|
|
π dmax |
|
π dmin |
|
|
Очевидно: |
Дn = nmax = vmax dmax = Дv Дd = Д, |
|||||
|
|
nmin |
vmin |
dmin |
|
|
где Дn = Д – диапазон регулирования частот вращения шпинделя. |
||||||
Предельные значения частот вращения шпинделя могут быть уста- |
||||||
новлены на основании результатов статистического обследования станков, |
||||||
аналогичных проектируемому, в реальных производственных условиях. |
||||||
3.6. Регулирование частот вращения шпинделя |
||||||
Регулирование частот вращения в диапазоне Д может быть плавным |
||||||
и ступенчатым. При ступенчатом регулировании в пределах от nmin до nmax |
||||||
возможно получение z вариантов частот вращения: |
|
|||||
n1 =nmin; |
n2 ; n3; ... ; |
n j; |
n j+1; ... ; nz=nmax. |
|||
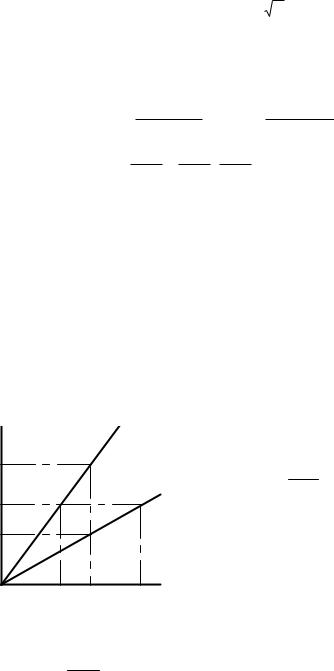
v |
nj+1 |
|
|
|
Поскольку зависимость v от d |
|
vj+1 |
|
|
при |
некотором |
n прямо пропорцио- |
|
|
|
|
нальна ( v = πn |
d ), какая-либо часто- |
||
v' |
|
nj |
|
|
1000 |
|
|
|
та вращения в прямоугольных коорди- |
||||
vj |
|
|
|
натах v-d представляется лучом – пря- |
||
|
|
|
|
мой линией, выходящей из центра ко- |
||
|
|
d |
|
ординат. График в этих координатах с |
||
dm |
d' |
|
совокупностью лучей, представляю- |
|||
dk |
|
щих частоты вращения (рис. 3.4), ино- |
||||
Рис. 3.4. Графическая |
|
гда называют лучевой диаграммой. |
||||
интерпретация зависимости |
|
|
Если, к примеру, на станке, ко- |
|||
π n |
|
|
робка скоростей которого обеспечива- |
|||
v = 1000 d |
|
|
ет получение на шпинделе некоторого |
|||
|
|
|
|
ряда частот вращения и, в том числе, |
||
частот nj и nj+1 (см. рис. 3.4), требуется обрабатывать со скоростью v' деталь |
||||||
диаметра dk, то следует установить частоту nj, если – dm, то nj+1. |
||||||
126

При необходимости обработки детали диаметра d' скорость v' обеспечить нельзя, а можно лишь vj, либо vj+1. Последнее не рекомендуется, т.к. это связано с уменьшением стойкости инструмента.
Величина |
v = |
v j+1 |
−v j |
100 % = |
n j+1 |
−n j |
100 % , называемая отно- |
|
v j+1 |
n j+1 |
|||||||
|
|
|
|
|||||
сительным перепадом скоростей, будет характеризовать предел возможной потери скорости за счёт ступенчатого регулирования.
Кпримеру, ∆v=20 % означает, что при обработке различных деталей
взависимости от их размеров скорость резания может устанавливаться с различной степенью точности по отношению к рекомендуемой, но это отклонение не будет превосходить 20 %.
В станкостроении для распределения в заданных пределах промежуточных значений частот вращения и двойных ходов в единицу времени при ступенчатом регулировании применяют геометрические ряды, для распределения подач – геометрические и, в некоторых случаях, арифметические ряды.
3.7. Геометрический ряд частот вращения
Ряд частот вращения, содержащий z значений частот, может быть построен следующим образом:
n1 =nmin;
n2 =n1 ϕ;
n =n ϕ=n ϕ2; |
|
|
|
|
|
|
|
|
|
|
|
||
3 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
|
n =n ϕj−1; |
|
|
|
|
|
|
|
|
|
|
|
|
|
j |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
n |
=n ϕj; |
|
|
|
|
|
|
|
|
|
|
|
|
j+1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
|
|
|
|
|
n =n ϕz−1 =n ϕz−1 |
=n . |
|
|
|
|
|
|
|
|||||
z |
1 |
min |
|
max |
|
|
|
|
|
|
|
||
Очевидно, |
ϕ=n |
j+1 |
/ n |
j |
=z−1 n |
max |
/ n |
min |
=z−1 Д, где |
Д=n /n =ϕz−1. |
|||
|
|
|
|
|
|
|
|
max |
min |
||||
Прологарифмируем последнее выражение: |
|
|
|||||||||||
|
lg Д = (z −1) lg ϕ, |
откуда |
z =1 + |
lg Д |
. |
|
|||||||
|
lg ϕ |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В выражениях: ϕ – знаменатель геометрической прогрессии, назы-
ваемый знаменателем ряда.
127
|
n j+1 − n j |
|
|
1 |
|
|
Очевидно: v = |
|
100 % = 1 |
− |
|
100 % |
и для конкретного |
|
|
|||||
|
n j+1 |
|
|
|
|
|
|
|
|
ϕ |
|
||
значения ϕ ∆v=сonst, т.е. в геометрическом ряде обеспечивается постоянный перепад скоростей. Лучевая диаграмма для него показана на рис. 3.5.
vj+1v |
|
|
|
|
|
|
|
|
Запишем в качестве примера |
|||
|
|
|
|
|
|
ряд, |
в котором |
n1=10, |
z=8, ϕ=2 и |
|||
|
|
|
|
|
|
|
||||||
vj |
|
|
|
|
|
|
|
сравним первую по порядку полови- |
||||
|
|
|
|
|
|
|
ну чисел со второй: |
|
||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
10 – |
20 – 40 – |
80 – |
|
|
|
|
|
|
|
|
d |
|
–160 – 320 – 640 – 1280. |
|||
Рис. 3.5. Лучевая диаграмма |
|
В этом ряду: 10/160 = 20/320 = |
||||||||||
40/640 = 80/1280 = 1/16. |
|
|||||||||||
для геометрического ряда |
|
|||||||||||
|
частот вращения |
ряд |
Как |
видно, геометрический |
||||||||
|
|
|
|
|
|
|
|
позволяет |
получать кратные |
|||
частоты вращения. Это даёт возможность строить сложные коробки скоростей из нескольких элементарных двухваловых групповых передач, размещаемых последовательно.
Впервые целесообразность применения геометрического ряда для приводов станков была обоснована русским академиком А.В. Гадолиным в
1876 году.
Геометрические ряды применяются также в общей стандартизации машиностроения.
3.8. Предпочтительные числа и ряды предпочтительных чисел. Стандартные значения знаменателей геометрических рядов
Значения чисел и знаменателей геометрических рядов устанавливаются ГОСТ 8032-84.
Точные значения знаменателей геометрических рядов определяются по формуле ϕт =R10, где R = 5; 10; 20; 40; 80; 160 – число членов прогрес-
сии в одном десятичном интервале (например, в интервале от 1 до 10, исключая последнее число). Буква R с этими же числами используется для обозначений рядов: R5 – геометрический ряд с пятью членами в десятичном интервале, R10 – с десятью и т.д.
В качестве стандартных знаменателей принимаются не расчётные точные значения, а округлённые. Они приведены в табл. 3.1.
128
Таблица 3.1 Значения знаменателей основных и дополнительных геометрических рядов
Ряды |
|
Основные |
|
Дополнительные |
|||
R5 |
R10 |
R20 |
R40 |
R80 |
R160 |
||
|
|||||||
ϕ |
1,6 |
1,25 |
1,12 |
1,06 |
1,03 |
1,015 |
|
Члены прогрессии, расположенные в десятичном интервале от 1 до
10, составляют исходный геометрический ряд предпочтительных чисел.
Основными исходными рядами являются следующие: R40 ( ϕ=1,06):
1 – |
1,06– |
1,12– |
1,18– |
1,25– |
|
1,32– |
1,4 – |
1,5 – |
1,6 |
– |
1,7 |
– |
1,8 – |
1,9 |
– |
|||
2 – |
2,12– |
2,24– |
2,36– |
2,5 |
– |
|
2,65– |
2,8 – |
3 |
– |
3,15– |
3,35– |
3,55– |
3,75– |
||||
4 – |
4,25– |
4,5 |
– |
4,75– |
5 |
– |
|
5,3 – |
5,6 – |
6 |
– |
6,3 |
– |
6,7 |
– |
7,1 – |
7,5 |
– |
8 – |
8,5 – |
9 |
– |
9,5; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R20 ( ϕ=1,12 ≈ 1,062): |
|
1 – 1,12 – 1,25 – 1,4 – 1,6 |
– 1,8 |
– |
|
|
|
||||||||||
|
|
|
|
|
|
|
2 |
– 2,24 – 2,5 – 2,8 – 3,15 – 3,55 – |
|
|
|
|||||||
|
|
|
|
|
|
|
4 |
– 4,5 |
– 5 |
– 5,6 – 6,3 |
– 7,1 |
– 8 |
– 9; |
|
|
|||
R10 ( ϕ=1,25 ≈ 1,122 ≈ 1,064): 1– 1,25– 1,6– 2– 2,5– 3,15– 4– 5– 6,3– 8; R5 ( ϕ= 1,6 ≈ 1,252 ≈ 1,068): 1 – 1,6 – 2,5 – 4 – 6,3.
Как видно, ряд со знаменателем, равным по величине квадрату предыдущего знаменателя, получается, если взять из предыдущего ряда числа через одно, начиная с единицы.
Дополнительные исходные ряды также начинаются с единицы и содержат 80 ( ϕ=1,03) и 160 ( ϕ=1,015) членов, в том числе все числа основно-
го исходного ряда со знаменателем ϕ=1,06.
Остальные числа рядов получаются умножением или делением чисел исходных рядов на 10, 100, 1000, ... .
Итак, из геометрического ряда предпочтительных чисел с меньшим знаменателем можно получить другие ряды с бόльшими знаменателями. Все ряды, основные и дополнительные, включают члены 10±a , где а – любые числа, начиная с 0. Это относится к бесконечным рядам.
На практике обычно используются ряды, ограниченные с одной, а чаще – с обеих сторон, например, ряды диаметров шкивов, давлений, частот вращения шпинделей, типоразмеров станков и т.д.
При ограничении рядов с одной или обеих сторон их обозначения выполняются по типу: R10 (315...) – ряд ограничен слева числом 315, т.е. это
129
число является меньшим числом ряда, не ограниченного в сторону бόльших значений; R20 (...450) – ряд ограничен справа числом 450; R40 (75...300) – ряд ограничен числами 75 слева и 300 справа.
Можно применять т.н. выборочные ряды, которые могут не содержать чисел, кратных 10, или иметь иные знаменатели.
Для получения выборочных рядов предпочтительных чисел отбирают каждый 2, 3, 4, …, n член основного или дополнительного ряда, начиная с любого числа ряда.
Обозначения |
выборочных |
рядов выполняются по типу: |
|
R5/2 (1...1600) – ряд составлен из каждого второго члена ряда R5 и ограни- |
|||
чен числами 1 и 1600; |
R10/3 (...80...) – ряд составлен из каждого третьего |
||
члена ряда R10 и включает число 80; |
R20/4 (112...); R40/5 (...600) |
и т.д. |
|
ГОСТ выделяет шесть предпочтительных рядов (табл. 3.2) |
из множе- |
||
ства возможных выборочных. Это не означает, что при необходимости нельзя использовать иные выборочные ряды.
|
|
|
|
|
|
Таблица 3.2 |
|
|
Предпочтительные выборочные геометрические ряды |
||||||
|
|
и значения их знаменателей |
|
|
|
||
|
|
|
|
|
|
|
|
Ряды |
R5/3 |
R5/2 |
R10/3 |
R20/3 |
R40/3 |
R80/3 |
|
ϕ |
4 |
2,5 |
2 |
1,4 |
1,18 |
1,09 |
|
Некоторые из свойств рядов предпочтительных чисел следующие:
-основные и дополнительные ряды содержат все целые степени 10;
-ряд R40 включает числа 750, 1500, 3000 – синхронные частоты вращения валов электродвигателей;
-в рядах R40, R20, R10, находится число 3,15≈π, т.е. длины окружностей и площади кругов примерно равны предпочтительным числам, если диаметры – предпочтительные числа;
-члены ряда R40 удваиваются через каждые 12 чисел, R20 – через 6,
R10 – через 3, R40/3 – через 4, R20/3 – через 2.
Нормалью станкостроения Н11-1 и предшествующим изданием ГОСТ устанавливались значения знаменателей геометрических рядов
1,06 – 1,12 – 1,26 – 1,41 – 1,58 – 1,78 – 2,
при которых относительный перепад скоростей ∆v (см. п. 3.6) обеспечивается в пределах от 5 до 50 %. Эти пределы обуславливались тем, что при ϕ<1,06 практически имеет место бесступенчатое регулирование, а при ϕ>2
регулирование становится слишком грубым.
Следует заметить, что часто применяющиеся значения ϕ, устанавливаемые нормалью (1,26; 1, 41; 1,58), являются более точными, нежели их
130
аналоги из действующего ГОСТ (1,25; 1,4; 1,6), и далее использоваться будут они.
Для удобства расчёта и проектирования приводов в табл. 3.3 приведены некоторые ряды предпочтительных чисел. В головке таблицы даны значения знаменателей геометрических рядов: основных (R40, R20, R10, R5) и трёх предпочтительных выборочных (R40/3, R20/3, R10/3). Числа в столбцах со знаменателем 1,06 и те, против которых стоят точки в других столбцах, составляют указанные ряды.
При желании можно выбирать ряды с требуемым знаменателем, но состоящие из иных чисел, нежели отмеченные точками. Здесь важно не ошибиться с интервалами между числами, т.е. с ϕ. Они должны оставаться
такими же, как между точками в соответствующем столбце.
Например, ряд 8- 11,2- 1622,4- 31,5- 4563- 90 со знаменателем 1,4 (1,41), взятый "по точкам" столбца R20/3 (см. табл. 3.3), является предпочтительным выборочным рядом R20/3 (8…90).
Ряд с тем же знаменателем 9- 12,5- 1825- 35,5- 5071- 100, взятый от точек столбца R20/3 двумя строками ниже (числа надо смотреть в столбце R40), является выборочным рядом R40/6 (9…100), т.е. составляется из шестых членов ряда R40, начиная с числа 9.
3.9.Кинематический расчёт приводов станков
3.9.1.Основные определения и зависимости
1.Структура привода. Рассмотрим привод главного движения на 12 вариантов прямого вращения по рис. 2.15. В нём имеются ременная и зубчатая одиночные передачи и три группы передач "а", "б" и "в" с числами передач, соответственно, ра, рб и рв.
Группа "а" имеет три передачи. |
Будем показывать это так: pа =3. |
||||||||||||||
Передачи следующие: ia1 = |
Z3 |
; ia2 = |
|
Z5 |
; ia3 = |
Z7 |
; причем ia1 <ia2 <ia3; |
||||||||
|
|
Z6 |
|
||||||||||||
|
|
|
|
|
Z4 |
|
|
|
|
|
Z8 |
||||
pб = 2 : iб1 = |
|
Z9 |
; iб2 = |
|
Z11 |
|
|
и iб1 < iб2 ; |
|||||||
|
|
|
Z12 |
||||||||||||
|
Z10 |
|
|
|
|
|
|||||||||
pв = 2 : iв1 = |
|
Z13 |
; iв2 = |
|
Z15 |
|
и iв1 < iв2. |
||||||||
|
|
Z16 |
|
||||||||||||
|
|
Z14 |
|
|
|
|
|
||||||||
131
Таблица 3.3 Значения чисел некоторых геометрических рядов в пределах 1- 9500
R40 |
R20 |
R10 |
R5 |
R40/3 |
R20/3 |
R10/3 |
R40 |
R20 |
R10 |
R5 |
R40/3 |
R20/3 |
R10/3 |
|
ϕ =1,06 |
1,12 |
1,25 |
1,6 |
1,18 |
1,4 |
2 |
ϕ =1,06 |
1,12 |
1,25 |
1,6 |
1,18 |
1,4 |
2 |
|
1,26 |
1,58 |
1,41 |
1,26 |
1,58 |
1,41 |
|||||||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,00 |
● |
● |
● |
● |
● |
● |
10,0 |
● |
● |
● |
|
|
|
|
1,06 |
|
|
|
|
|
|
10,6 |
● |
|
|
● |
● |
|
|
1,12 |
● |
|
|
|
|
|
11,2 |
|
|
|
||||
1,18 |
|
|
|
● |
|
|
11,8 |
● |
● |
|
|
|
|
|
1,25 |
● |
● |
|
|
|
|
12,5 |
|
|
|
|
|||
1,32 |
|
|
|
|
|
|
13,2 |
● |
|
|
● |
|
|
|
1,40 |
● |
|
|
● |
● |
|
14,0 |
|
|
|
|
|
||
1,50 |
|
|
|
|
|
|
15,0 |
● |
● |
● |
● |
● |
● |
|
1,60 |
● |
● |
● |
|
|
|
16,0 |
|||||||
1,70 |
|
|
|
● |
|
|
17,0 |
|
|
|
|
|
|
|
1,80 |
● |
|
|
|
|
|
18,0 |
● |
|
|
● |
|
|
|
1,90 |
|
|
|
|
|
|
19,0 |
● |
● |
|
|
|
||
2,00 |
● |
● |
|
● |
● |
● |
20,0 |
|
|
|
|
|||
2,12 |
|
|
|
|
|
|
21,2 |
● |
|
|
● |
● |
|
|
2,24 |
● |
|
|
|
|
|
22,4 |
|
|
|
||||
2,36 |
|
|
|
● |
|
|
23,6 |
● |
● |
● |
|
|
|
|
2,50 |
● |
● |
● |
|
|
|
25,0 |
● |
|
|
||||
2,65 |
|
|
|
|
|
|
26,5 |
● |
|
|
|
|
||
2,80 |
● |
|
|
● |
● |
|
28,0 |
|
|
|
|
|
||
3,00 |
|
|
|
|
|
|
30,0 |
|
|
|
|
|
|
|
3,15 |
● |
● |
|
|
|
|
31,5 |
● |
● |
|
● |
● |
● |
|
3,35 |
|
|
|
● |
|
|
33,5 |
● |
|
|
|
|
|
|
3,55 |
● |
|
|
|
|
|
35,5 |
|
|
● |
|
|
||
3,75 |
|
|
|
|
|
|
37,5 |
● |
● |
● |
|
|
||
4,00 |
● |
● |
● |
● |
● |
● |
40,0 |
|
|
|
||||
4,25 |
|
|
|
|
|
|
42,5 |
● |
|
|
● |
● |
|
|
4,50 |
● |
|
|
|
|
|
45,0 |
|
|
|
||||
4,75 |
|
|
|
● |
|
|
47,5 |
● |
● |
|
|
|
|
|
5,00 |
● |
● |
|
|
|
|
50,0 |
|
● |
|
|
|||
5,30 |
|
|
|
|
|
|
53,0 |
|
|
|
|
|
||
5,60 |
● |
|
|
● |
● |
|
56,0 |
● |
|
|
|
|
|
|
6,00 |
|
|
|
|
|
|
60,0 |
● |
● |
● |
● |
● |
● |
|
6,30 |
● |
● |
● |
|
|
|
63,0 |
|||||||
6,70 |
|
|
|
● |
|
|
67,0 |
● |
|
|
|
|
|
|
7,10 |
● |
|
|
|
|
|
71,0 |
|
|
|
|
|
||
7,50 |
|
|
|
|
|
|
75,0 |
● |
● |
|
● |
|
|
|
8,00 |
● |
● |
|
● |
● |
● |
80,0 |
|
|
|
|
|||
8,50 |
|
|
|
|
|
|
85,0 |
● |
|
|
● |
● |
|
|
9,00 |
● |
|
|
|
|
|
90,0 |
|
|
|
||||
9,50 |
|
|
|
● |
|
|
95,0 |
|
|
|
|
|
|
132
Окончание табл. 3.3
R40 |
R20 |
R10 |
R5 |
R40/3 |
R20/3 |
R10/3 |
R40 |
R20 |
R10 |
R5 |
R40/3 |
R20/3 |
R10/3 |
|
ϕ =1,06 |
1,12 |
1,25 |
1,6 |
1,18 |
1,4 |
2 |
ϕ =1,06 |
1,12 |
1,25 |
1,6 |
1,18 |
1,4 |
2 |
|
1,26 |
1,58 |
1,41 |
1,26 |
1,58 |
1,41 |
|||||||||
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
● |
● |
● |
|
|
|
1000 |
● |
● |
● |
● |
● |
● |
|
106 |
|
|
|
● |
|
|
1060 |
● |
|
|
|
|
|
|
112 |
● |
|
|
|
|
|
1120 |
|
|
● |
|
|
||
118 |
|
|
|
|
|
|
1180 |
● |
● |
|
|
|
||
125 |
● |
● |
|
● |
● |
● |
1250 |
|
|
|
|
|||
132 |
|
|
|
|
|
|
1320 |
● |
|
|
● |
● |
|
|
140 |
● |
|
|
|
|
|
1400 |
|
|
|
||||
150 |
|
|
|
● |
|
|
1500 |
● |
● |
● |
|
|
|
|
160 |
● |
● |
● |
|
|
|
1600 |
● |
|
|
||||
170 |
|
|
|
|
|
|
1700 |
|
|
|
|
|
||
180 |
● |
|
|
● |
● |
|
1800 |
● |
|
|
|
|
|
|
190 |
|
|
|
|
|
|
1900 |
● |
● |
|
● |
● |
● |
|
200 |
● |
● |
|
|
|
|
2000 |
|
||||||
212 |
|
|
|
● |
|
|
2120 |
● |
|
|
|
|
|
|
224 |
● |
|
|
|
|
|
2240 |
|
|
|
|
|
||
236 |
|
|
|
|
|
|
2360 |
● |
● |
● |
● |
|
|
|
250 |
● |
● |
● |
● |
● |
● |
2500 |
|
|
|
||||
265 |
|
|
|
|
|
|
2650 |
● |
|
|
● |
● |
|
|
280 |
● |
|
|
|
|
|
2800 |
|
|
|
||||
300 |
|
|
|
● |
|
|
3000 |
|
|
|
|
|
|
|
315 |
● |
● |
|
|
|
|
3150 |
● |
● |
|
● |
|
|
|
335 |
|
|
|
|
|
|
3350 |
● |
|
|
|
|
||
355 |
● |
|
|
● |
● |
|
3550 |
|
|
|
|
|
||
375 |
|
|
|
|
|
|
3750 |
● |
● |
● |
● |
● |
● |
|
400 |
● |
● |
● |
|
|
|
4000 |
|||||||
425 |
|
|
|
● |
|
|
4250 |
● |
|
|
|
|
|
|
450 |
● |
|
|
|
|
|
4500 |
|
|
● |
|
|
||
475 |
|
|
|
|
|
|
4750 |
● |
● |
|
|
|
||
500 |
● |
● |
|
● |
● |
● |
5000 |
|
|
|
|
|||
530 |
|
|
|
|
|
|
5300 |
|
|
|
|
|
|
|
560 |
● |
|
|
|
|
|
5600 |
● |
|
|
● |
● |
|
|
600 |
|
|
|
● |
|
|
6000 |
● |
● |
● |
|
|
|
|
630 |
● |
● |
● |
|
|
|
6300 |
● |
|
|
||||
670 |
|
|
|
|
|
|
6700 |
● |
|
|
|
|
||
710 |
● |
|
|
● |
● |
|
7100 |
|
|
|
|
|
||
750 |
|
|
|
|
|
|
7500 |
● |
● |
|
● |
● |
● |
|
800 |
● |
● |
|
|
|
|
8000 |
|
||||||
850 |
|
|
|
● |
|
|
8500 |
● |
|
|
|
|
|
|
900 |
● |
|
|
|
|
|
9000 |
|
|
● |
|
|
||
950 |
|
|
|
|
|
|
9500 |
|
|
|
|
|
133
Число ступеней частот вращения z, обеспечиваемых приводом, определяется как произведение чисел передач групп:
z= 3·2·2 = 12, а в общем виде |
z = pа·pб·pв |
Последнее выражение называют структурной формулой привода. Структурная формула показывает:
-какое количество частот вращения обеспечивается приводом;
-сколько групп передач в нём;
-число передач в каждой группе;
-расположение каждой группы передач в приводе.
Примечание. Количество групп передач при данном z, как и порядок расположения их, может быть различным. К примеру, если не задаваться кинематической схемой, то структуру привода можно принять: 12=4·3; 12= 3·2·2; 12= 2·3·2 и т.д.
2. Порядок переключения групп передач. Для получения последова-
тельно возрастающего геометрического ряда частот вращения шпинделя в пределах nmin-nmax групповые передачи должны переключаться в определён-
ном порядке.
Группу передач, переключаемую в первую очередь, называют основной, во вторую – первой множительной (умножающей, переборной), в
третью – второй множительной и т.д., если групп больше, чем три.
В качестве основной, как и любой множительной можно запроектировать любую группу передач, независимо от её расположения в приводе и не меняя этого расположения.
Если обозначить через рo |
основную группу, рI – I множительную, |
||
рII – II множительную, то в рассматриваемом случае возможны следующие |
|||
варианты: |
|
|
|
а) |
гр."а", pa=3 |
гр."б", pб=2 |
гр."в", pв=2 |
po |
pI |
pII |
|
б) |
po |
pII |
pI |
в) |
pI |
po |
pII |
г) |
pI |
pII |
po |
д) |
pII |
po |
pI |
е) |
pII |
pI |
po |
Очевидно, что число вариантов переключений равно числу перестановок групп.
134
3. Взаимосвязь передаточных отношений в группах передач при-
вода. Характеристики групп. Примем для привода по рис. 2.15 порядок переключения групп z = po p I p II . Запишем для этого случая варианты
включения передач для обеспечения всех возможных полных передаточных отношений привода в порядке их возрастания.
В рассматриваемой схеме будем считать, что iпост = |
d1 |
ηp |
Z1 |
=1, |
|
d2 |
Z2 |
||||
|
|
|
и это в нижеследующие записи не введём для их упрощения. Итак:
|
|
|
I = io |
iI |
iII; |
|
I |
4 |
= io iI |
iII; |
|
I |
7 |
= io iI |
iII; |
I |
= io iI |
iII ; |
|||||||||||||||
|
|
|
1 |
|
1 |
1 |
|
1 |
|
|
|
|
1 |
2 |
|
1 |
|
|
|
|
1 |
1 |
2 |
10 |
|
|
1 |
2 |
2 |
||||
|
|
|
I |
2 |
= io |
iI |
iII ; |
|
I |
5 |
= io |
iI |
iII; |
|
I |
8 |
= io |
iI |
iII; |
I |
= io |
iI |
iII ; |
||||||||||
|
|
|
|
|
2 |
1 |
|
1 |
|
|
|
2 |
2 |
|
1 |
|
|
|
|
2 |
1 |
2 |
11 |
|
|
2 |
2 |
2 |
|||||
|
|
|
I |
3 |
= io |
iI |
iII; |
|
I |
6 |
= io |
iI |
iII ; |
|
I |
9 |
= io |
iI |
iII; |
I |
= io iI |
iII , |
|||||||||||
|
|
|
|
|
3 |
1 |
|
1 |
|
|
|
3 |
2 |
|
1 |
|
|
|
|
3 |
1 |
2 |
12 |
|
|
3 |
2 |
2 |
|||||
где I1, I2 , I3 , ... – полные передаточные отношения привода; |
|
|
|
|
|||||||||||||||||||||||||||||
io , io |
, io |
– передаточные отношения передач основной группе; |
|
|
|||||||||||||||||||||||||||||
1 |
2 |
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
iI |
, iI |
|
– передаточные отношения передач I множительной группы и т.д. |
||||||||||||||||||||||||||||||
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Поскольку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
I |
2 |
= I |
1 |
ϕ; I |
3 |
= I |
1 |
ϕ2 ; I |
4 |
= I |
1 |
ϕ3 |
; |
...; |
I |
7 |
= I |
1 |
ϕ6 ; |
...; |
I |
12 |
= I |
ϕ11 , |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|||||||||
где ϕ – знаменатель геометрического ряда частот вращения шпинделя,
то передаточные отношения в группах передач будут: - в основной группе:
i1o : io2 : i3o = I1 : I2 : I3 = I4 : I5 : I6 = I7 : I8 : I9 = I10 : I11 : I12 =1: ϕ: ϕ2 ,
т.е. передаточные отношения в основной группе составляют геометрический ряд со знаменателем, равным знаменателю ряда частот вращения выходного вала привода ϕ;
- в I множительной группе:
i1I : iI2 = I1 : I4 = I2 : I5 =K= I9 : I12 =1: ϕ3 ,
здесь имеется геометрический ряд со знаменателем ϕpo ;
- во II множительной группе:
|
iII |
: iII = I : I |
7 |
= I |
2 |
: I |
8 |
=K= I |
6 |
: I =1: ϕ6 |
, |
||
1 |
2 |
1 |
|
|
|
12 |
|
|
|||||
здесь имеется геометрический ряд со знаменателем ϕpo pI . |
|||||||||||||
В общем случае при числе передач в группе р: |
|
||||||||||||
|
|
|
|
||||||||||
|
i1 : i2 : i3 :K: ip =1: ϕx : ϕ2x :K: ϕ(p−1) x , |
|
(3.1) |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
135
т.е. передаточные отношения в каждой группе передач образуют геометрический ряд со знаменателем ϕx , где x, назовём его характеристикой
группы передач, равен: |
|
- для основной группы |
xо = 1; |
- для I множительной |
xI = pо; |
- для II множительной |
xII = pо·pI = xI·pI . |
В общем случае для j-й множительной группы
x j = po pI K p j−1 = хj−1 p j−1.
Для последней множительной группы, будем называть её k-й,
x k = рo рI K рk −1 .
Умножив правую часть последнего выражения на единицу в виде
рk |
, получим: |
xk = рo рI K рk−1 |
рk |
= |
z |
или xk = |
z |
, т.е. характери- |
рk |
рk |
|
||||||
рk |
|
|
|
|
рk |
|||
стику последней множительной группы можно определить, зная число передач в ней и число вариантов скоростей, обеспечиваемых на шпинделе.
4. Развёрнутые структурные формулы. Структурную формулу, до-
полненную значениями характеристик групп, называют развёрнутой структурной формулой. Её общий вид
z = pa (xa ) pб(xб ) pв(xв ) K pн(xн ).
Развёрнутая структурная формула показывает структуру и порядок переключения групп передач для получения последовательно возрастающего геометрического ряда частот вращения шпинделя.
Для рассматриваемого случая и выбранного порядка переключения групп имеем
z = po (xo ) pI (xI ) pII (xII ) или z =12 =3(1) 2(3) 2(6).
Из этой формулы можно заключить, что:
-привод обеспечивает 12 вариантов частот вращения шпинделя;
-привод имеет 3 группы передач: рa = 3; рб = 2; рв = 2;
-групповые передачи расположены на 4 валах;
-порядок переключения групп передач следующий:
ра – основная; в ней ха=1 и знаменатель ряда передаточных отношений равен φ;
рб – I множительная; в ней хб=3 и знаменатель ϕ3 ;
рв – II множительная; в ней хв=6 и знаменатель ϕ6 .
136
Все развёрнутые |
структурные |
формулы |
для случая z=12=3·2·2 |
||
(см. 2 в подп. 3.9.1) будут следующими: |
|
|
|
||
а) 12=3(1)·2(3)·2(6); |
в) |
12=3(2)·2(1)·2(6); |
д) |
12=3(4)·2(1)·2(2); |
|
б) 12=3(1)·2(6)·2(3); |
г) |
12=3(2)·2(6)·2(1); |
е) |
12=3(4)·2(2)·2(1). |
|
5. Предельные величины передаточных отношений в группах пе-
редач. Практикой станкостроения установлены следующие предельные значения передаточных отношений для любой группы передач:
прямозубых: imin = |
1 |
; imax = 2 |
или |
|
1 |
≤ i ≤ |
2 |
; |
косозубых: |
1 |
≤ i ≤ |
2,5 |
. |
|
4 |
4 |
1 |
4 |
1 |
||||||||||
|
|
|
|
|
|
|
|
|
При этом, тем не менее, ускоряющих передач, особенно в станках с ЧПУ, стараются избегать.
6. Диапазоны регулирования привода и отдельных групп передач.
Диапазон регулирования частот вращения выходного вала привода (шпинделя)
Д = ϕz −1 = |
n max |
= |
n дв I max |
= |
Imax |
. |
n min |
n дв Imin |
|
||||
|
|
|
I min |
|||
Т.к. наибольшее Imax и наименьшее Imin передаточные отношения привода определяются соответственно как
Imax =iпост ia.max iб.max ... ij.max ... и Imin =iпост ia.min iб.min ... ij.min ...,
то Д = Да·Дб·....·Дj·…,
где Да, Дб, ..., Дj, ... – диапазоны регулирования групповых передач.
Т.е. диапазон регулирования привода равен произведению диапазонов регулирования всех групп, входящих в него.
Диапазон регулирования j-й группы с числом передач рj очевидно
определится как Дj=ipj / i1, где i1= ij.min и iрj= ij.max – первое – минимальное и последнее – максимальное передаточные отношения группы передач.
Соотношение этих передаточных отношений и диапазон регулирования любой группы передач можно установить из выражения (3.1), записанного для группы с числом передач рj :
i1 :K: ipj =1:K: ϕ |
(p j −1) x |
j и |
Дj =ϕ |
(p |
−1) x |
j . |
|
j |
|
По последнему выражению и развёрнутой структурной формуле можно определить диапазон регулирования любой группы передач.
137
Например, в структуре 12 = 3(1) 2(3) 2(6) обеспечиваются диапазоны регулирования:
Да = ϕ(3−1) 1 = ϕ2 ; Дб = ϕ3; Дв = ϕ6 ; Д = ϕ2 ϕ3 ϕ6 = ϕ11.
Диапазон регулирования частот вращения (передаточных отношений) в любой группе передач, при принятых предельных значениях передаточных отношений (см. 5 в подп. 3.9.1), не может превосходить величины 12//41 =8.
Очевидно, максимально допустимой величины диапазон может достигать в группе с наибольшей характеристикой, а таковой является последняя (k-я) множительная группа. Запишем выражение для определения диапазона регулирования k-й множительной группы Дk
|
|
|
|
|
|
|
|
|
|
Дk = ϕ(pk −1)x k |
≤ 8. |
|
|
|
|
|
(3.2) |
||
|
|
Т.к. |
x k = |
|
z |
|
(см. 3 в подп. 3.9.1), то при |
pk=2 |
|
|
|
|
|
||||||
|
|
|
pk |
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
Дk = ϕ(2−1)хk = ϕz / 2 ≤8. |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Возведём |
|
в |
квадрат итоговые |
части |
последнего |
выражения: |
|||||||||||
z/ 2 |
2 |
|
2 |
z |
|
|
|
|
|
|
|
|
|
|
|
z−1 |
|
64 |
|
ϕ |
) |
≤ |
8 , |
ϕ ≤ |
64. |
Разделив полученное на ϕ, имеем: |
ϕ |
|
= Д ≤ |
|
, т.е. |
||||||||
|
ϕ |
||||||||||||||||||
( |
|
|
|
|
|
||||||||||||||
диапазон регулирования |
частот вращения выходного вала |
привода |
при |
||||||||||||||||
рk = 2 |
ограничивается величиной 64/ ϕ. |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
7. Наибольшее допустимое структурой |
значение |
знаменателя |
|||||||||||||||
ряда частот вращения. В выражении (3.2) обозначим |
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
(pk −1) xk = xmax , |
|
|
|
|
(3.3) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(3.4) |
|||||
|
|
|
|
|
|
тогда |
|
ϕ≤ x max 8 = ϕmax. |
|
|
|
|
|
||||||
Из последнего выражения можно заключить, что при выбранных структуре и порядке переключения групп передач привод можно осуществить не с любым значением знаменателя ϕ , а лишь с таким, которое не пре-
восходит некоторого значения ϕmax для данного случая.
Таким образом, порядок переключения групп передач не является безразличным для осуществления конструкции по выбранной кинематической схеме.
Решение последнего уравнения для ряда значений xmax приведено на рис. 3.6,ж.
138
3.9.2. Графоаналитический метод определения передаточных отношений
Для определения передаточных отношений передач привода этим методом предусматривается построение особых графиков: структурных сеток и диаграммы частот вращения валов привода. Графики строятся на логарифмических шкалах, позволяющих значения геометрического ряда частот вращения располагать равномерно с интервалами между соседними точками шкалы, равными lg ϕ .
В самом деле: имеем геометрический ряд n1, n2, n3, ... . В нём
n 2 |
= |
|
n1 ϕ |
= ϕ , lg n2 – lg n1= lg ϕ; |
||
n1 |
|
|
||||
|
|
n1 |
||||
n3 |
|
= |
n2 ϕ |
= ϕ, lg n3 – lg n2= lg ϕ и т.д. |
||
n2 |
|
|||||
|
|
n2 |
||||
1. Построение структурных сеток. Структурные сетки строятся по развёрнутым структурным формулам для наглядного изображения вариантов проектируемой коробки. Анализ структурных сеток позволяет отбросить неудачные варианты привода.
Для построения структурных сеток проводят столько вертикальных линий, сколько валов в групповых передачах (если бы они располагались последовательно без разрывов на одиночные передачи; в нашем случае 4 – сколько групп передач плюс одна) и столько горизонтальных линий, сколько частот вращения обеспечивается приводом, т.е. z (z = 12).
На пересечениях горизонтальных линий с правой вертикальной отмечают z точек, а на левой вертикальной линии – одну посередине. Из этой точки проводят столько лучей до второй вертикальной линии, сколько передач в первой по порядку расположения группе. Соседние лучи, выходящие из одной точки, расходятся на столько горизонтальных интервалов, какова характеристика данной группы. Из каждой получившейся точки на втором "валу" (вертикальной линии) проводят столько лучей, сколько передач во второй группе и т.д.
Одиночные передачи на структурных сетках не изображаются. Каждая структурная сетка строится симметрично относительно гори-
зонтали, проходящей через точку на левом "валу". Структурная сетка, таким образом, показывает лишь относительные связи между передаточными отношениями, и по ней нельзя определить конкретные значения передаточных отношений, а также частоты вращения валов.
Структурные сетки для рассматриваемого примера и вариантов переключения групп (см. 2 и 4 в подп. 3.9.1) представлены на рис. 3.6.
139
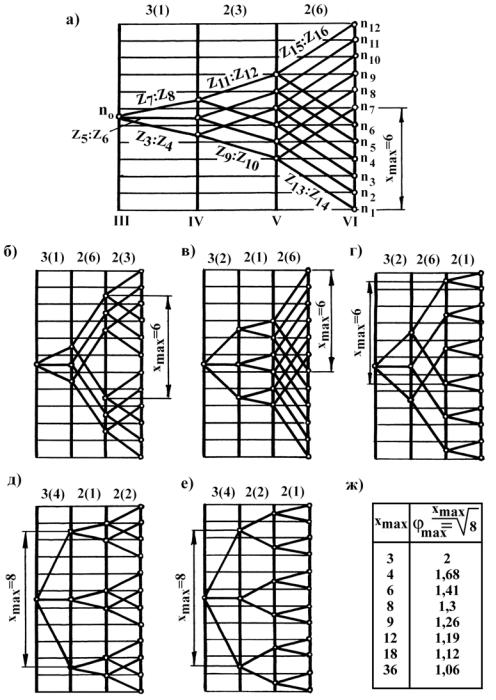
Рис. 3.6. Варианты структурных сеток для привода
со структурой 12=3·2·2 (а-е) и таблица для определения ϕmax (ж)
140

По структурной сетке можно определить:
-количество групп передач в приводе,
-число передач в каждой группе,
-конструктивное расположение групп в приводе,
-порядок переключения групп передач,
-диапазоны регулирования каждой группы и всего привода (например, диапазоны для структуры по сетке а будут равны:
Да=До = ϕ2 ; Дб=ДI = ϕ 3 ; Дв=ДII = ϕ6 ; Д = ϕ11 ),
- количество ступеней частот вращения каждого вала групповых пе-
редач.
2. Анализ структурных сеток и выбор оптимального варианта.
Для каждой построенной структурной сетки выявляется, при каких значениях знаменателей геометрического ряда по ней могут быть осуществлены коробки скоростей. С этой целью для каждого варианта определяется по выражению (3.4) наибольшее допустимое значение знаменателя ряда частот вращения ϕmax . Показатель корня хmax для этого выражения может быть
найден не только по формуле (3.3): он равен числу интервалов на структур-
ной сетке между двумя крайними лучами последней множительной группы
(см. рис. 3.6).
Для сеток а, б, в, г (см. рис. 3.6,а-г), где pk=2, т.е. последняя множительная группа имеет две передачи, хmax = 6 и ϕmax = 6 8 =1,41.
По этим сеткам могут быть осуществлены коробки скоростей с ϕ≤1,41, т.е. 1,41 (1,4); 1,26 (1,25); 1,18; 1,12; ... . Диапазон регулирования
привода при наибольшем допустимом знаменателе будет |
Д=1,4111=45. |
Для сеток д, е (см. рис. 3.6,д,е), где pk=3, хmax=8 и |
ϕmax = 8 8 =1,3. |
Поскольку такого стандартного значения знаменателя нет, то по этим |
|
сеткам могут быть осуществлены коробки скоростей с |
ϕ<1,3, т.е. 1,26 |
(1,25); 1,18; 1,12; ... . При наибольшем возможном значении знаменателя ϕ=1,26 диапазон регулирования привода будет Д=1,2611=12,5. Это почти в 4 раза меньше, чем по сеткам а-г.
Как видно, больший диапазон регулирования обеспечивается при меньших pk.
При выборе варианта, принимаемого за основу конструирования, следует учитывать, что наивыгоднейшим вариантом переключения групп передач является такой, когда группа "a" – основная, "б" – I множительная,
141

"в" – II множительная и т.д., если pa ≥pб ≥pв≥… . Характеристики групп в этом случае будут xa=1<xб<xв <… .
При таком решении обеспечивается наименьшая разница в величинах максимальной и минимальной частот вращения каждого из промежуточных валов привода, что позволяет:
а) уменьшив максимальные частоты вращения промежуточных валов, уменьшить нагрузки в передачах, износ, возможность возникновения вибраций;
б) увеличив минимальные частоты вращения промежуточных валов, уменьшить размеры деталей передач привода.
3. Построение диаграммы частот вращения валов привода. Диа-
грамма (график, картин) частот вращения (ДЧВ) строится для выяснения действительных передаточных отношений групповых и одиночных передач
идействительных частот вращения валов коробки скоростей.
Вотличие от структурных сеток ДЧВ, в общем случае, несимметрична. На ней лучи, отклоняющиеся от горизонтали вверх, изображают ускоряющие передачи, вниз – замедляющие. Передачи 1:1 изображаются горизонтальными линиями. Передаточное отношение передачи выражается в
виде ϕа или 1/ ϕа , где а – число интервалов между горизонталями, перекрытых лучом, изображающим данную передачу.
ДЧВ строится на весь привод, т.е. на групповые и одиночные передачи. При этом должны быть известны частоты вращения первого (вал электродвигателя) и последнего (шпиндель) валов:
nдв и n1 = nmin ;...; nz = nmax .
Отношение nmin/nдв является минимальным передаточным отношением привода. Выразим его через знаменатель геометрического ряда частот вращения шпинделя:
Imin = nmin = ϕ1m , nдв
где m – число интервалов между nmin и nдв на ДЧВ или по ряду предпочтительных чисел с принятым ϕ.
Число m может получиться целым или дробным. В последнем случае дробная часть принимается приближенно в несколько десятых, а погрешность от этого приближения устраняется далее при подсчете передаточного отношения какой-либо одиночной передачи.
142
Минимальное передаточное отношение Imin разбивают по групповым передачам. Остаток Imin распределяют между одиночными передачами.
При разбивке учитывают граничные условия для передач:
зубчатых – |
1 |
≤ i ≤ 2 , |
ременных – |
1 |
≤ i ≤ 1 . |
|
4 |
|
|
4 |
|
Разбивку Imin стараются вести так, чтобы было возможно меньше ускоряющих передач.
После разбивки минимальное передаточное отношение представляется на ДЧВ в виде так называемой линии редукции, на которой в соответствии с выбранной структурной сеткой достраиваются лучи, изображающие остальные передачи групп.
Пример. Построить ДЧВ привода с кинематической схемой по рис. 2.15, структура которого 12=3(1)·2(3)·2(6), частоты вращения шпинделя
должны изменяться от nmin=33,5 об/мин до nmax=1500 об/мин, частота вращения вала электродвигателя nдв=1440 об/мин.
1) определяем знаменатель ряда частот вращения шпинделя:
ϕ = z−1 Д =11 150033,5 =1,41;
2) выписываем из таблиц рядов предпочтительных чисел (см. табл. 3.3) для φ=1,41 проектные значения частот вращения от nmin до nmax или до nдв, если nдв>nmax:
33,5 – 47,5 – 67 – 95 – 132 – 190 – 265 – 375 – 530 – 750 – 1060 – 1500;
3)проводим (рис. 3.10) столько вертикальных линий, сколько валов
вприводе (6: I, II, …, VI), и столько горизонтальных, сколько выписано частот вращения (12);
4)отмечаем на правой вертикальной линии – "валу VI" – точки,
означающие частоты вращения шпинделя от nmin до nmax, а на левой линии – "валу электродвигателя" – nдв;
5) определяем минимальное передаточное отношение привода
Imin = ϕ1m . Для этого подсчитываем m как число интервалов между nmin и nдв
по таблице рядов предпочтительных чисел (см. табл. 3.3) или по ряду выписанных частот. Двенадцать значений ряда от 33,5 до 1500 разделены 11 интервалами, а поскольку nдв=1440<1500, т.е. последний интервал не полный, примем приближённо m =10,9. Погрешность от этого приближения будет устранена далее.
143
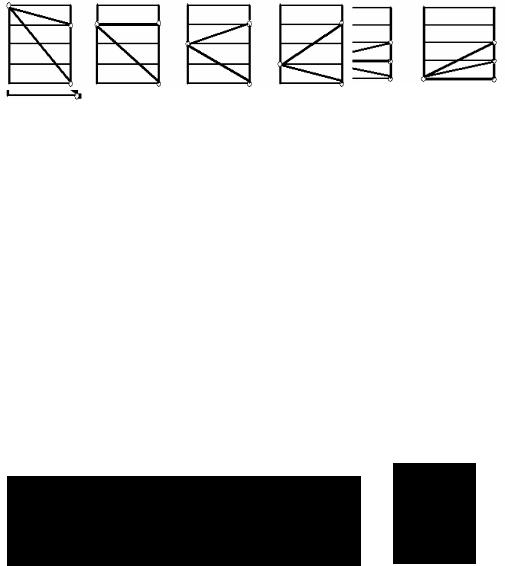
Таким образом, имеем: Imin = 144033,5 = ϕ10,91 ;
6) рассмотрим все возможные варианты передаточных отношений в групповых передачах, исходя из граничных условий 14 ≤ i ≤ 12 . Последнее
при φ=1,41 можно представить в виде: |
1 |
≤ i ≤ ϕ2 |
(т.к. |
|
1 |
≤ i ≤1,412 ). |
|
ϕ4 |
|||||||
1,414 |
|||||||
|
|
|
|
||||
Построим с этой целью ряд структурных графиков для каждой из групповых передач (рис. 3.7; 3.8; 3.9).
а) |
б) |
в) |
г) |
д) |
3(1)
|
|
|
|
|
1:φ2 |
1:φ |
1:1 |
φ:1 |
φ2:1 |
1:φ3 |
1:φ2 |
1:φ |
1:1 |
φ:1 |
1:φ4 |
1:φ3 |
1:φ2 |
1:φ |
1:1 |
Рис. 3.7. Структурные графики для группы "а" (ра=3)
в качестве основной, показывающие возможные комбинации передаточных отношений в группе
а) |
б) |
в) |
г) |
2(3)
1:φ |
1:1 |
φ:1 |
φ2:1 |
1:φ4 |
1:φ3 |
1:φ2 |
1:φ |
Рис. 3.8. Структурные графики для группы "б" (рб=2) в качестве I множительной, показывающие возможные комбинации передаточных отношений в группе
2(6)
φ2:1 1:φ4
Рис. 3.9. Структурный график для группы "в"
(рв=2) в качестве II множительной
Сопоставляя возможные варианты передаточных отношений в каждой группе, выбираем те, которые обеспечили бы наилучшие условия для
144
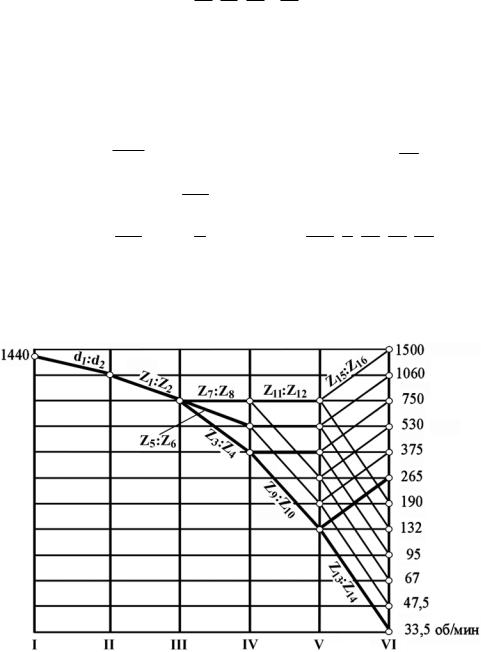
работы передач. В качестве таковых принимаем для групп pо, pI, pII варианты по рис. 3.7,в, 3.8,б, 3.9. В них обеспечивается
I'min = ϕ12 ϕ13 ϕ14 = ϕ19
Примечание. При разбивке передаточного отношения φ можно принимать и в целых, и в дробных степенях. Но в последнем случае надо соблюдать некоторые условности, заключающиеся в следующем. Выбирают какое-либо φmin (1,015; 1,03 или 1,06) и делают расчёт, исходя из условия: φ±b = φmin±t, где b – число дробное, но t – число целое;
7) т.к. Imin = ϕ101,9 , а по групповым передачам принято ϕ19 , то оста-
ток передаточного отношения ϕ11,9 распределяем между одиночными пере-
дачами. Пусть iрем = ϕ10,9 , iзубч = ϕ1 и тогда Imin = ϕ10,9 ϕ1 ϕ12 ϕ13 ϕ14 ;
8) построим на заготовке для ДЧВ ветвь Imin – линию редукции. Затем, используя выбранные структурные графики или структурную сетку, достраиваем остальные лучи – передаточные отношения (см. рис. 3.10);
Рис. 3.10. Построение диаграммы частот вращения шпинделя
145
9) определим диаметры шкивов ременной передачи, исходя из действительных частот вращения валов, связываемых данной передачей. Это позволит устранить погрешность, допущенную при установлении m и Imin .
i |
рем |
= |
nII |
= |
d1 |
η |
p |
и d |
|
= d |
nI |
η |
|
= d |
1440 |
0,98 . |
|
nI |
d2 |
|
|
||||||||||||||
|
|
|
|
|
|||||||||||||
|
|
|
|
|
2 |
1 |
nII |
|
p |
1 |
1060 |
|
|||||
Приняв d1 =90 мм, получим d2 =120 мм.
Примечания.
1. Если применяется клиноремённая передача, то, приняв желаемое число ремней (чаще: 3-4), определяют по справочникам, ремни какого сечения (0, А, Б, …) при желаемом их числе суммарно обеспечат передачу полной мощности приводного электродвигателя. По этому сечению принимают минимальный расчётный диаметр меньшего шкива, например, для сечения 0 – диаметр 63, А – 90, Б – 125, В – 200 мм и т.д.
2. Если в приводе нет ременной передачи, то аналогичным образом, т.е. исходя из действительных частот вращения, подсчитываются числа зубьев колёс одиночной зубчатой передачи. К примеру, если в рассматриваемом приводе вместо ременной была бы зубчатая передача Z':Z", то можно было бы принять по передаточному отношению Z':Z"=1060:1440 различные варианты чисел зубьев, и в том числе 53:72; 35:48; 30:41 и т.п.;
10) по ДЧВ определяем: Z1 : Z2 =1: ϕ=1:1,41. Для i=1:1,41 можно
принять множество вариантов чисел зубьев колёс передачи, например 20:28, 25:35; 30:42; 35:49; 40:56 и т.д., которые будут в той или иной степени близки к заданному передаточному отношению;
11) по ДЧВ определяем все передаточные отношения групповых пе-
редач
Валы III - IV, гр. "а" |
Валы IV - V, гр. "б" |
Валы V - VI, гр. "в" |
|||||||||||||||||||||||||
Z3 |
|
|
1 |
|
1 |
|
1 |
|
|
Z9 |
1 |
|
1 |
|
|
Z13 |
1 1 |
|
|||||||||
|
= |
|
|
|
|
= |
|
|
= |
|
; |
|
|
= |
|
= |
|
; |
|
|
= |
|
= 4 |
; |
|||
Z4 |
|
ϕ2 |
|
1.412 |
2 |
|
Z10 |
ϕ3 |
2,82 |
|
Z14 |
ϕ4 |
|||||||||||||||
Z5 = |
1 |
= |
|
1 |
; |
|
|
|
|
Z11 |
|
=1; |
|
|
|
|
Z15 |
= ϕ2 = 2; |
|
||||||||
|
|
|
|
|
|
|
|
|
Z |
|
|
|
|
|
|
||||||||||||
Z6 |
|
|
ϕ |
1,41 |
|
|
|
|
|
|
|
|
|
|
|
Z |
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
16 |
|
|
|
|
||
Z 7 |
|
= 1; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Z 8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12) далее определяются числа зубьев всех шестерён и на ДЧВ проставляются подсчитанные числа зубьев и диаметры шкивов. Также на ДЧВ проставляются фактические частоты вращения валов после их подсчёта.
146
Считается, что фактические значения частот вращения не должны превосходить стандартных значений более чем на ±10(φ–1) %.
Примечания.
1.Вариант методики определения чисел зубьев шестерён групповых передач рассматривается далее в п. 3.9.3.
2.Пример правильного оформления ДЧВ показан на рис. 3.18,в.
ДЧВ отражает всё то, что содержится в структурной сетке и, кроме того, показывает:
-количество одиночных передач и относительное расположение их среди групповых;
-передаточные отношения всех передач привода;
-частоты вращения валов при любых вариантах включения передач.
4. Выбор оптимального варианта диаграммы частот вращения.
Разбивка минимального передаточного отношения Imin между групповыми и одиночными передачами привода может быть произведена по-разному. ДЧВ при этом также будут различаться.
Например, для привода на 6 скоростей с двумя группами и двумя
одиночными зубчатыми передачами при ϕ=1,41 и Imin=1/ϕ10 возможно значительное число вариантов ДЧВ, и в том числе такие, какие показаны на рис. 3.11.
Рис. 3.11. К выбору оптимального варианта диаграммы частот вращения шпинделя
В варианте с линией редукции АБВГД (показан штрихпунктирной линией) Imin обеспечивают расположенные в начале цепи три замедляющие передачи с предельно допустимыми передаточными отношениями, рав-
147
ными 1/4 у каждой, и в конце ускоряющая передача с максимально возможным передаточным отношением 2. В другом варианте (сплошная линия), где линия редукции АЕЖЗД, Imin обеспечивается передачами с последовательно уменьшающимися передаточными отношениями. В третьем варианте (пунктирная линия) с линией редукции АИКЗД первое передаточное отношение, показанное на ней, максимальное, остальные – минимально возможные.
Известно, что крутящий момент Мк, Н м, передаваемый элементом привода (шестерней, шкивом, муфтой, валом), обратно пропорционален частоте вращения:
= 9550 N η Mк n ,
где N – мощность электродвигателя, кВт; n – частота вращения рассматриваемого элемента привода, об/мин; η – КПД кинематической цепи от электродвигателя до рассматриваемого элемента привода.
Поскольку модули шестерён (m), диаметры валов (d) и размеры других элементов привода находятся в прямой зависимости от крутящего мо-
мента (например, m = f1(3 Mк ), d = f2 (3 Mк ) и т.д.), то снижение частот вращения элементов привода обуславливает возрастание их размеров. В этом плане привод по ДЧВ с линией редукции АБВГД будет самым невыгодным.
Размеры элементов привода, а значит габариты и масса всего привода, могут получиться наименьшими при выборе передаточных отношений по ДЧВ с линией редукции АИКЗД. Однако в этом случае частота вращения II вала nII будет в два раза выше nдв и при значительном nII окружные скорости колёс могут оказаться больше допустимых, возрастёт опасность вибраций. Кроме того, при больших частотах вращения возрастают требования к системе смазки и т.д.
С учётом отмеченных конструктивного и динамического факторов оптимальным будет являться вариант ДЧВ с линией редукции АЕЖЗД, в ко-
торой i1>i2>i3>i4.
При желании использовать в приводе ременную передачу следует учитывать следующее. Она хорошо работает на замедление и плохо на ускорение. Поэтому передаточное отношение ременной передачи берётся от 1/4 до 1. Её часто используют в приводах для связи электродвигателя с первым валом коробки скоростей и делают её замедляющей. Кроме того, ременные передачи (за исключением ремённо-зубчатых, а также поликлиновых) плохо работают на низких скоростях. В этой связи ременную передачу в качестве шпиндельной одну без переборного устройства (см. п. 2.2.10) обычно не используют.
148
3.9.3. Расчёт чисел зубьев передач групп
Числа зубьев некоррегированных колёс, исходя из условия отсутствия подрезания ножек зубьев при изготовлении колёс и из конструктивных соображений, не следует принимать менее Zmin= (17-) 20-22.
Числа зубьев в группе передач, содержащей шестерни одинакового модуля, можно определить различными способами, и в том числе: способом наименьшего общего кратного; упрощенным способом; с помощью логарифмической линейки; по специальным таблицам.
Рассмотрим суть упрощенного способа расчёта чисел зубьев.
Пусть в группе передач |
i1 = |
|
Z1 |
; i2 = |
Z3 |
;K; i = |
Z' |
|
; K; при этом |
|||||||||
|
Z2 |
|
|
Z'' |
||||||||||||||
|
|
|
|
|
|
|
|
Z4 |
|
|
|
|
|
|||||
i1 < i2 <K и |
Z1 + Z2 = Z3 + Z4 =K= Z'+Z"= ΣZ = const. |
|
|
|
|
|
||||||||||||
Т.к. Z'= ΣZ − Z", а Z"= |
Z' |
, |
то |
Z'=ΣZ − |
Z' |
или Z' = |
|
1 |
|
|
ΣZ. |
|||||||
|
i |
|
|
|
|
|||||||||||||
|
|
a |
|
i |
|
|
|
|
|
|
i + |
1 |
|
|||||
Считая |
i ≈ |
, получим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Z'= |
a |
ΣZ |
и |
Z" = ΣZ − Z ' |
|
(3.5) |
|||
a + b |
||||||||||
|
|
|
|
|
|
|
|
|
||
При расчёте чисел зубьев принимают Z1=Zmin, определяют Z2 |
= |
Z1 |
и |
|||||||
|
||||||||||
|
|
|
|
|
|
|
|
i1 |
||
ΣZ=Z1+Z2; обычно ΣZ ≤ 120. Затем определяют все остальные числа зубьев по формулам (3.5).
Пример. Определить числа зубьев передач группы на три скорости, представленной на фрагменте ДЧВ (рис. 3.12,а), при ϕ=1,26.
i |
= |
Z1 |
= |
1 |
|
|
= |
1 |
; i |
2 |
= |
Z3 |
|
= |
1 |
= |
1 |
; i |
3 |
= |
Z5 |
= |
1 |
= |
1 |
. |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
1 |
Z2 |
1,266 |
4 |
|
|
|
|
Z4 |
1,264 |
2,51 |
|
|
|
|
|
Z6 |
1,262 |
1,58 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
Можно принять Z1=Zmin=20, тогда Z2=20:(1/4)=80 и ΣZ=20+80=100; |
|||||||||||||||||||||||||||||||
|
|
|
Z3 |
= |
|
|
1 |
|
|
100 ≈ 28; |
|
|
Z5 |
= |
|
|
1 |
|
|
100 ≈ 39; |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
1 |
+1,58 |
|
|
|
||||||||||||||||||||
|
|
|
1 |
+ 2,51 |
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
Z4 |
=100 − 28 = 72; |
|
|
Z6 |
=100 −39 = 61. |
|
|
|
||||||||||||||||||||||
Подсчитанные числа зубьев проставляются на ДЧВ (рис. 3.12.б).
149
3.9.4. Особенности расчёта приводов со сменными обратимыми зубчатыми колёсами
При использовании в приводе сменных колёс (см. рис. 2.9,а) можно уменьшить их количество, сделав обратимыми, т.е. обеспечив с помощью, например, двух колёс Z1≠Z2 два передаточных отношения
i = |
Z1 |
<1, i |
2 |
= |
Z2 |
= |
1 |
>1, с помощью 4 колёс – 4 и т.д. |
|
|
|
||||||
1 |
Z2 |
|
|
Z1 |
|
i1 |
||
|
|
|
|
|
||||
На ДЧВ группа из сменных обратимых колёс изображается с сим-
метричными лучами.
Передаточные отношения группы из сменных обратимых колёс, являющейся, например, основной (рис. 3.13), будут следующими:
|
Z |
|
1 |
|
|
|
Z |
3 |
|
1 |
|
|
|
Z |
4 |
|
ϕ0,5 |
|
1 |
|
|
|
Z |
2 |
|
ϕ1,5 |
|
1 |
|
||
i = |
|
1 |
= |
|
; i |
|
= |
|
= |
|
; i |
|
= |
|
= |
|
= |
|
|
; i |
|
= |
|
= |
|
= |
|
. |
|||
Z |
|
ϕ1,5 |
|
Z |
|
ϕ0,5 |
|
Z |
|
1 |
i |
|
|
Z |
1 |
i |
|||||||||||||||
1 |
2 |
|
|
2 |
|
4 |
|
|
3 |
|
3 |
|
|
2 |
|
4 |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
1 |
|
||||
Суммы зубьев сменных колёс для станков принимают обычно 72, 90
или 120.
Рис. 3.12. Фрагменты ДЧВ: а – до расчёта чисел зубьев;
б – с проставленными числами зубьев
Рис. 3.13. Фрагмент ДЧВ для сменных обратимых шестерён
3.9.5.Особенности расчёта приводов
смногоскоростными электродвигателями
Применение многоскоростного электродвигателя позволяет несколько упростить механическую часть привода и обеспечить возможность переключения скоростей на ходу.
При расчёте коробок скоростей такой двигатель играет роль первой в кинематическом плане группы передач, т.е. рассматривается как некая фик-
тивная "электрогруппа" со знаменателем ϕэ=ϕр, где р – произведение чисел передач групп, предшествующих "электрогруппе" по порядку переключения
150
для обеспечения последовательно возрастающего геометрического ряда частот вращения шпинделя.
Правильный геометрический ряд частот вращения шпинделя может быть получен при применении электродвигателей с ϕэ=2. К таким относятся асинхронные электродвигатели, у которых синхронные частоты вращения равны 750/1500; 1500/3000; 750/1500/3000.
С учётом отмеченного ϕэ =ϕp = 2 , откуда |
p = |
lg 2 |
. Это выраже- |
|
lg ϕ |
||||
|
|
|
ние для ряда значений ϕ решается следующим образом:
ϕ: |
1,06; |
1,09; |
1,12; |
1,18; |
1,26 (1,25); |
1,41 (1,4); |
2 |
p: |
12; |
8; |
6; |
4; |
3; |
2; |
1 |
Очевидно, "электрогруппа" при ϕ <2 должна быть множительной группой. Так, если ϕ =1,26 или 1,41, она должна быть первой множительной с числом передач в основной 3 или 2 соответственно.
Пример. Построить структурную сетку для привода на 8 вариантов (z = 8) с двухскоростным электродвигателем и ϕ =1,41.
При ϕ =1,41 "электрогруппе" должна предшествовать по порядку переключения основная группа на две скорости. Примем структурный вариант 8=2(2)·2(1)·2(4) и построим для этого случая структурную сетку (рис. 3.14), предварительно проверив по выражению (3.4), какое ϕmax допускается выбранной структурой и возможна ли её реализация при заданном ϕ.
Рис. 3.14. Построение структурной сетки для привода с многоскоростным
электродвигателем
Итак, для принимаемой структуры ϕmax = xmax 8 =4 8 =1,68 , а значит, её реализация при ϕ =1,41 возможна.
151
Минимальное передаточное отношение привода будет равно:
Imin = |
n1 |
или Imin = |
nmin |
, |
nдв.1 |
|
|||
|
|
nдв.min |
||
где nдв.min – минимальная частота вращения вала многоскоростного электродвигателя.
Примечание. На сетке (см. рис. 3.14) пунктиром показана часть, относящаяся к группе 2(2), которой на самом деле нет, а есть лишь две частоты вращения вала электродвигателя nдв.1 и nдв.2. В связи с этим то, что показано пунктиром, на структурных сетках и ДЧВ не изображается.
3.9.6. Расширение диапазона регулирования приводов
Будем считать рассмотренные ранее структуры приводов нормальными множительными. Как известно (см. 6 в подп. 3.9.1), диапазон регулирования таких приводов при двух передачах в последней множительной группе (pk=2) не может превышать величины 64/ϕ, что в большинстве случаев явно недостаточно.
Применение прогрессивных инструментальных материалов и покрытий обуславливает необходимость увеличения диапазона регулирования в универсальных станках. Однако желание увеличить диапазон регулирования при сохранении привода с нормальной структурой приводит к нарушению граничных условий по передаточным отношениям (см. 5 в подп. 3.9.1) в группах передач, начиная с последней множительной группы.
При необходимости увеличения диапазона регулирования без выхода за допустимые пределы по передаточным отношениям в группах передач можно применить приводы:
-с переборами;
-с перекрытием части ступеней скорости шпинделя;
-с составным геометрическим рядом;
-со сложенными кинематическими цепями.
Наиболее эффективно применение таких структур в приводах с последней множительной группой на 2 варианта (pk=2).
1. Приводы с переборами (ступенями возврата). Для увеличения редукции и диапазона регулирования в качестве последней множительной группы часто используют перебор (см. рис. 2.7,г и 2.16).
152
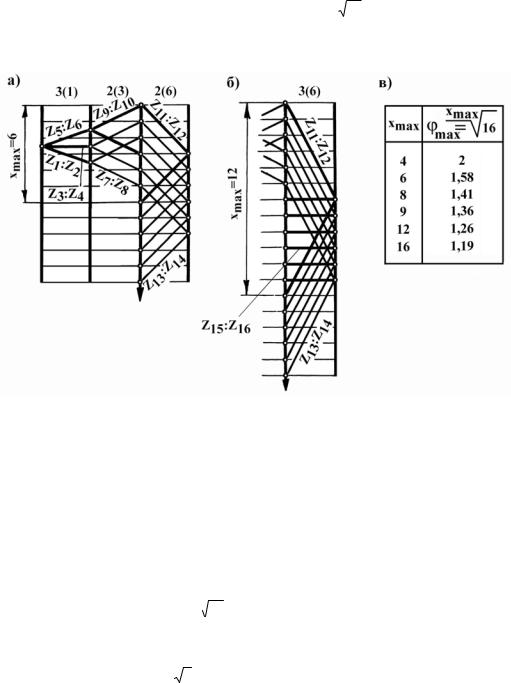
Поскольку перебор обычно имеет две последовательные замедляю-
щие передачи, то для него может быть imin=1/16, а т.к. imax=1, то диапазон регулирования перебора
Дп =1: (1/16) =16 и |
ϕmax = xmax 16. |
Решение последнего выражения |
для ряда значений xmax дано на |
рис. 3.15,в. |
|
Рис. 3.15. Варианты структурных сеток приводов с переборами одинарным (а) и двойным (б) и таблица для определения ϕmax (в)
Поскольку перебор (ступень возврата) "возвращает" движение на ту же ось (на выходной вал, соосный с входным), то структурные сетки приводов с переборами строятся несимметрично.
Для приводов по рис. 2.16 структурные сетки представлены на рис. 3.15. Проанализируем их:
а) в приводе на 12 вариантов с одинарным перебором (см. рис. 2.16,а и 3.15,а) и структурой 12=3(1)·2(3)·2(6) обеспечивается
xmax =6; ϕmax =6 16 =1,58 (1,6); Д=1,5812−1 =160.
Нормальная множительная структура на 12 вариантов допускает значительно меньший диапазон из-за меньшего ϕ :
ϕmax = 6 8 =1,41 (1,4); Д =1,4112−1 = 45;
153
б) в приводе на 18 вариантов с двойным перебором (см. рис. 2.16,б и
3.15,б) и структурой 18=3(1)·2(3)·3(6):
xmax =12; ϕmax =12 16 =1,26 (1,25); Д=1,2618−1 =50.
В данном случае не обеспечивается выигрыша по диапазону в сравнении с нормальной множительной структурой 18 = 3(1) 3(3) 2(9), для
которой ϕmax = 9 8 =1,26 и Д =1,2618−1 = 50 также.
Этот пример показывает, что не всякое решение даёт выигрыш, и всегда следует делать сравнительный анализ возможных вариантов.
При желании применить из каких-либо соображений двойной перебор и допустимости меньшего числа вариантов скоростей структура, к примеру, 9=3(1)·3(3) лучше аналогичной нормальной.
Для неё ϕmax = 6 16 =1,58 (1,6) и Д =1,589−1 = 40, в то время как нор-
мальная структура допускает ϕmax = 6 8 =1,41 и Д =1,419−1 =16, что по величине обеспечиваемого диапазона значительно хуже.
Определение чисел зубьев колёс, образующих перебор, следует производить с учётом того, что модули передач перебора могут быть различными вследствие сильной редукции, осуществляемой первой передачей, и обусловленного этим значительного увеличения крутящего момента, передаваемого второй парой колёс. Модули обеих передач можно принять и одинаковыми за счёт более высокого качества материалов второй пары колёс или увеличения длины их зубьев.
2. Приводы с перекрытием (повторением) части ступеней скоро-
сти шпинделя. Для обеспечения перекрытия части ступеней скорости характеристику последней множительной группы уменьшают на несколько единиц.
Рассмотрим получение структур с перекрытием при pk=2 на следующем примере.
В структуре z = 16 = 4(1)·2(4)·2(8) с Д = 31,5 (т.к. ϕmax =8 8 =1,3, то при ϕ=1,26 обеспечивается Д =126,16−1 = 315,) вместо xk= 8 примем xk.пер= 4 и рассмотрим построенную для этого случая структурную сетку (рис. 3.16).
Как видно, каждая из ступеней n5-n8 получается двумя комбинациями передач. В результате различных частот вращения фактически обеспечивается
zф = z – zпер = 16 – 4 = 12,
где zпер – количество перекрытых (повторяющихся) частот вращения.
154
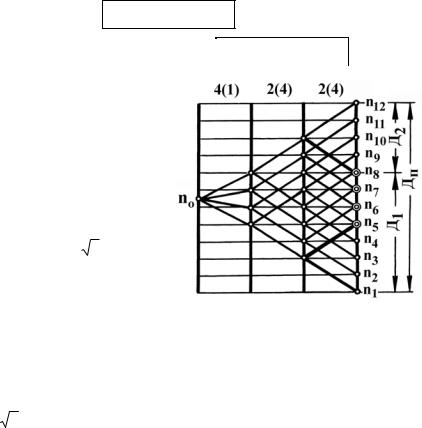
Развёрнутую структурную формулу можно представить в виде: zф=12 = 4(1)·2(4)·2(4).
Диапазон регулирования привода с перекрытием: Дп = ϕzф−1 или
(см. рис. 3.16) Дп = Д1 Д2 = ϕ0,5 z−1 ϕxk.пер = ϕ0,5 z−1+xk.пер .
Приравняв показатели степеней в первом и втором выражениях, по-
лучим
zф = 0,5z + xk.пер,
откуда |
xk.пер = zф – 0,5z |
и |
z = 2(zф – xk.пер). |
Для структур с перекрытием ϕmax следует определять в по-
следней (k-й) и предпоследней (k–1)
множительных группах и прини-
мать ϕ не превосходящим меньшее из двух полученных значений ϕmax.
В рассматриваемом случае
xmax (k) = xmax (k–1) = 4,
ϕmax (k ) = ϕmax (k −1) = 4 8 =1,68
ипри ближайшем меньшем стандартном значении ϕ =1,58 обеспечивается диапазон регулирования частот вращения шпинделя
Дп =1,5812−1 ≈160.
Рис. 3.16. Структурная сетка привода с перекрытием части
ступеней скорости на 12 вариантов
Нормальная множительная
структура на 12 вариантов z=12=3(1)·2(3)·2(6) (см. рис. 2.15 и 3.6,а) допус-
кает ϕmax = 6 8 =1,41 и при ϕ=1,41 обеспечивает Д =1,4112−1 ≈ 45.
Как видно, структура с перекрытием позволяет получить диапазон регулирования в 3,5 раза больший при тех же 12 фактических вариантах. Для этого потребовалось усложнить конструкцию по рис. 2.15 всего на одну передачу.
Для обеспечения в структуре с перекрытием максимального диапа-
зона при заданных z и кинематической схеме следует принять ϕ = ϕmax при хk.пер = xmax (k–1). При этом, если ϕmax не равно какому-либо стандартному значению, то, приняв стандартное ϕ<ϕmax , следует проверить возможность
155
увеличения хk.пер по формуле xk.пер ≤ |
lg8 |
, полученной для данного случая |
|
lg ϕ |
|||
|
|
из выражения (3.4) ϕ≤xmax8.
Покажем в качестве примера, как спроектировать структуры с максимальными диапазонами на базе приводов 12=3·2·2 и 24=4·3·2:
а) zф=3(1)·2(xk–1)·2(xk.пер.), zф=3(1)·2(3)·2(xk.пер.), а т.к. pk–1 =2, и
xmax (k–1)=xk–1=3, то принимаем xk.пер =xmax (k–1) =3. Тогда ϕmax = 3 8 = 2;
zф=12/2+3=9 и 9=3(1)·2(3)·2(3). |
При ϕ=2 Дп = 29−1 ≈ 250; |
б) zф=4(1)·3(xk–1)·2(xk.пер), |
zф=4(1)·3(4)·2(xk.пер.). Здесь pk-1 ≠ 2. |
Определяем xmax (k–1)=(pk–1–1)·xk–1=(3–1)·4=8 и принимаем xk.пер=xmax (k–1)=8. Тогда ϕmax = 8 8 =1,3; zф=24/2+8=20. При ϕ =1,26 Дп =1,2620−1 ≈ 80.
Если принять xk.пер = lg8 / lg1,26 ≈9, то zф = 24/2 + 9 = 21, структура привода zф =4(1)·3(4)·2(9) и диапазон регулирования Дп =1,2620−1 ≈100.
Из всех возможных структур с перекрытием максимальный диапазон обеспечивают:
при |
ϕ =1,26: |
z =36; |
zф =27; |
Дп.max≈ 400; |
при |
ϕ =1,41: |
z =24; |
zф =18; |
Дп.max≈ 360; |
т.е. диапазон может быть увеличен примерно в 8 раз по сравнению с тем, какой обеспечивается нормальной множительной структурой.
Использование структур с перекрытием позволяет строить приводы
практически на любые числа вариантов (10, 11,13, 14, 15, 17 и т.п.).
3. Применение составных (ломаных) геометрических рядов. В
станках средняя часть диапазона скоростей шпинделя используется чаще, чем его крайние значения. В связи с этим можно проектировать структуры с составным (ломаным) геометрическим рядом, т.е. рядом, имеющим в различных интервалах неодинаковые знаменатели.
Удобно использовать ломаные ряды со знаменателем ϕб для крайних и ϕм = ϕб для средних ступеней диапазона частот вращения шпинделя.
В качестве ϕб и ϕм могут быть приняты следующие знаменатели основных рядов 1,58 и 1,26; 1,26 и 1,12; 1,12 и 1,06; а также выборочных
2,5 и 1,58; 2 и 1,41; 1,41 и 1,18; 1,18 и 1,09.
Расчёты и построения ведутся по ϕб.
156
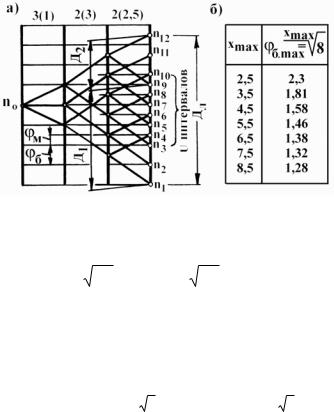
Один из способов проектирования привода с составным (ломаным)
геометрическим рядом следующий: уменьшают характеристику последней множительной группы по сравнению с расчётной величиной на 0,5·u, где u = 1, 3, 5, 7, ... – какое-либо нечётное число.
То есть xk.лом=xk– 0,5·u. Очевидно, при pk=2 xk=z/2 и xk.лом=(z–u)/2.
На структурной сетке или ДЧВ u равно числу интервалов ряда частот вращения со знаменателем ϕм, т.е. u+1 частот вращения шпинделя составляют ряд со знаменателем ϕм.
Пример. Пусть z = 12, u = 7, тогда хk.лом = (12–7) / 2 = 2,5 и z = 12 = 3(1)·2(3)·2(2,5).
Структурная сетка для этого случая показана на рис. 3.17. На ней лучи передач последней группы проведены несколько несимметрично с целью упрощения построения сетки.
Рис. 3.17. Структурная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
сетка привода |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
на 12 вариантов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
с составным (ломаным) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
геометрическим |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
рядом (а) и таблица для |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
определения ϕб.max |
(б) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Диапазон регулирования привода с |
составным геометрическим ря- |
||||||||||||||||||
дом Д |
л |
=Д Д |
2 |
, |
где Д =ϕ0,5 z−1 |
и Д |
2 |
=ϕхk.лом , |
т.е. Д |
л |
=ϕ0,5 z−1+xk.лом |
|
|||||||||
|
1 |
|
1 |
б |
|
|
|
|
б |
|
|
|
б |
|
|
||||||
или Д |
л |
=ϕz−1−0,5 u , |
откуда |
ϕ |
б |
= z−1−0,5 u Д |
л |
= 0,5 z−1+xk.лом Д |
л |
. |
|
|
|
|
|||||||
|
|
б |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Следует определять xmax и |
ϕб.max в k-й и (k–1)-й множительных груп- |
||||||||||||||||||
пах и ϕб принимать не превосходящим меньшего из двух найденных ϕб.max. |
|
||||||||||||||||||||
|
|
Значения ϕб.max для некоторых xmax даны в таблице на рис. 3.6,ж |
|||||||||||||||||||
и 3.17,б. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
Для сетки по рис. 3.17,а |
ϕ |
|
|
|
=2,5 8 ≈2,3; ϕ |
|
|
|
|
=3 8 =2 |
и |
||||||||
|
|
|
|
|
|
|
|
|
|
б.max(k) |
|
б.max(k−1) |
|
|
|||||||
можно принять ϕб ≤ 2 . При ϕб = 2 и ϕм =1,41 |
Дл = 212−1−0,5 7 |
= 27,5 ≈180. |
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
157 |
|
|
|
|
|
|
|
|
|
|
|
Если сравнить с нормальной множительной структурой на 12 вариантов 12=3(1)·2(3)·2(6), то при ϕ = ϕmax = 1,41 она обеспечивает Д =1,4112−1 ≈45 , что в 4 раза меньше.
4. Приводы со сложенной структурой. Привод с нормальной мно-
жительной структурой состоит из одной кинематической цепи и число скоростей (ступеней) определяется как произведение чисел скоростей последовательно соединённых групп передач.
Сложенной называется структура многоскоростного привода, состоящая из двух или более кинематических цепей передач, каждая из которых является обычной множительной структурой. Одна из этих цепей –
короткая – предназначена для высших скоростей привода, другие – более длинные – для низших скоростей. Общее число скоростей привода определяется как сумма чисел скоростей, обеспечиваемых всеми кинематическими цепями привода. Начало этих цепей, как правило, совпадает.
Структурная формула сложенного привода при двух составляющих структурах имеет вид:
z =zо (zт +zс),
где zо – число ступеней, обеспечиваемых общей частью слагаемых структур, zт и zс – числа ступеней, обеспечиваемых обособленными частями тихо-
ходной и скоростной кинематических цепей.
Примеры сложенных структур следующие: 15 = 3·(4+1), 18 = 3·(4+2), 20 = 4·(4+1), 24 = 6·(3+1) и т.д.
Вариант кинематической схемы коробки скоростей для случая 15=3·(4+1), возможные структурная сетка и ДЧВ для неё показаны на рис. 3.18.
Одна из слагаемых структур – zо zт = 3(1) 2(3) 2(6) – обеспечивает 12 вариантов, другая zо zc = 3(1) – три.
Диапазон регулирования привода Дсл = ϕz −1 .
Очевидно (см. рис. 3.18,б): Дсл = Д1 ϕ Д2 ; при этом Д1 ≤ 64 / ϕ, как
для обычной множительной структуры, а |
Д2 = ϕzо zс −1 , и тогда |
||||
Дсл |
≤ |
64 |
ϕ ϕz о z с −1 |
= 64 ϕz о z с −1 . |
|
ϕ |
|||||
|
|
|
|
||
Сложенные структуры, аналогичные рассмотренной, применяются весьма часто. В них z = zо (zт +1) = zо zт + zо .
158
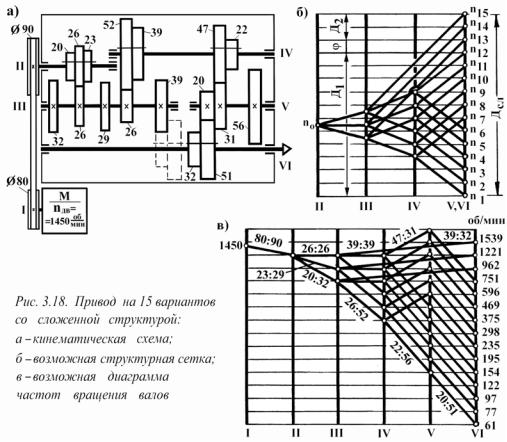
При использовании сложенного привода появляется возможность:
-укорочения цепи передач на высоких ступенях скорости, что обеспечивает уменьшение потерь на трение и облегчение разгона и торможения привода;
-применения передач на шпиндель различного типа для высоких и для низких ступеней скорости, например, ременной и зубчатой – при разделённом приводе, косозубой и с внутренним зацеплением – в приводах шпинделей крупных станков.
3.9.7. Бесступенчатое регулирование скорости
Бесступенчатое регулирование скорости с помощью двигателей постоянного тока (ДПТ) широко используется в станках с ЧПУ.
Применяемые ДПТ имеют двухзонное регулирование (рис. 3.19): в диапазоне от минимальной (nдв.min) до номинальной (nдв.н) частоты вращения двигатель работает с постоянным крутящим моментом (Mдв = const)
159
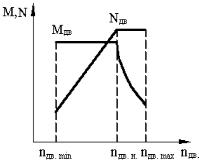
и полной мощности не развивает, а при частотах от номинальной до макси-
мальной (nдв.max) – работает с постоянной мощностью (Nдв = const).
Например, если nдв.min, nдв.н и nдв.max составляют соответственно 190, 1200 и 3000 об/мин, то диапазоны регулирования ДПТ будут:
- при постоянной мощности Ддв.N= nдв.max/ nдв.н= 2,5;
- при постоянном моменте Ддв.M= nдв.н/ nдв.min= 6,3 ≈2,52= Д2дв.N ;
- полный Ддв.= nдв.max /nдв.min= 15,6 ≈2,53 = Д3дв.N = = Ддв.M Ддв.N.
Диапазоны регулирования двигателя в целом и с постоянной мощностью составляют весьма ограниченные величины, гораздо меньшие, чем это требуется в приводах универсальных станков.
|
Обычно в станках Д до 200-250, но |
|
передачи полной мощности на низших час- |
|
тотах (до 1/4 - 1/3 диапазона по числу час- |
|
тот вращения, обозначим эти величины |
|
через 1/t) не требуется, на средних же и |
Рис. 3.19. График двухзонного |
высших частотах необходимо обеспечивать |
регулирования ДПТ |
передачу полной мощности, а значит, и её |
|
постоянство. |
Чтобы удовлетворить этим требованиям, используют вместе с регулируемым двигателем коробку скоростей (диапазонов, переключений) на малое число вариантов zкc (2; 3; 4).
Вариант привода бесступенчатого регулирования с коробкой скоростей на 4 варианта (zкc= 4) показан на рис. 2.17,а.
Кинематический расчёт бесступенчатого привода можно провести по аналогии с расчётом привода ступенчатого регулирования. Для этого следует в диапазоне частот вращения шпинделя условно выделить геометрический ряд с каким-либо знаменателем ϕ.
Для варианта привода по рис. 2.17,а возможная ДЧВ показана на рис. 3.20,а. На ней обозначены через Д, ДМ и ДN диапазоны регулирования привода соответственно полный, с М = сonst и с N = сonst, а через Дкс – диапазон регулирования коробки скоростей.
Если принять знаменатель условного геометрического ряда частот вращения шпинделя равным диапазону регулирования ДПТ с постоянной
мощностью, т.е. ϕ=Ддв.N, то
Дкс =ϕzкс−1; ДN = Дкс ϕ=ϕzкс ; ДМ = Ддв.М;
Д = Ддв Дкс = ДМ Д N = Ддв.М Д N = Ддв.М ϕz кс или
Д = Д дв .М Д zдвкс. N
160
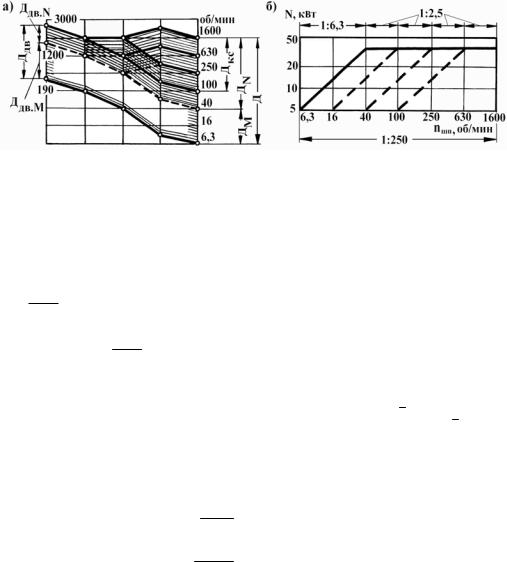
По последнему выражению можно определить zкс , необходимое для обеспечения требуемого Д при выбранном электродвигателе, т.е. при из-
вестных Ддв.M и Ддв.N. |
привода с ДЧВ |
по рис. 3.20,а обеспечивается |
В варианте |
||
Д =15,6 2,53 ≈ 250 и |
ДN = 2,54 ≈ 40. |
Диаграмма мощности в диапазоне |
Д=250, возможная для рассматриваемого привода, показана на рис. 3.20,б.
Рис. 3.20. Варианты диаграммы частот вращения (а) и диаграммы мощности (б) для привода бесступенчатого регулирования скорости шпинделя станка с ЧПУ
В связи с тем, что в каталогах электродвигателей nдв.min обычно не указывается, можно вести проектирование привода по следующей методике:
1) выделяя условно в диапазоне частот вращения шпинделя
Д = nmax геометрический ряд из z значений со знаменателем ϕ= Ддв.N , оп-
nmin
ределяют z =1 + lglgДϕ (полученное число округлять до целого не следует); 2) определяют частоту вращения шпинделя n, начиная с которой и
z 1 1
выше должна передаваться полная мощность, n = n min ϕ t , где t – тре-
тья, четвертая или иная принимаемая часть диапазона частот вращения шпинделя (по числу его ступеней z), в которой передача полной мощности не требуется;
3)определяют ДN = nmaxn ;
4)определяют zкс = lglgДϕN (полученное число округляется до цело-
го; если это делается в сторону уменьшения, диапазон обеспечиваемых частот вращения шпинделя будет иметь разрывы);
161

5) определяют Imin = |
n |
, затем |
n дв.min |
= |
n min |
, если это требует- |
n дв.н |
|
|||||
|
|
|
|
Imin |
||
ся для справки или для построения ДЧВ.
Примечания.
1. Для удобства построения ДЧВ шкалу частот вращения валов целесообразно выполнять со знаменателем, меньшим ϕ=Ддв.N; его можно, например, принять любым из табл. 3.3 (чтобы можно было воспользоваться этой таблицей) или равным ϕм = а ϕ , где а равно 2, 3, 4, ... . В последнем
случае, возможно, значения ряда придётся рассчитать; совпадение или несовпадение этих значений со стандартными не является принципиальным т.к. проектируется привод с бесступенчатым регулированием.
2. Строго говоря, в станках с ЧПУ регулирование частот вращения шпинделя в реальности осуществляется ступенчато с малым знаменателем (равным, например, 1,03; 1,015), но поскольку при этом различие между соседними частотами весьма мало, а число частот велико (70-100 и более), то ступенчатостью пренебрегают и считают регулирование бесступенчатым.
Кроме ДПТ в бесступенчатых приводах станков используют асинхронные и синхронные электродвигатели с частотным регулированием. В таких приводах также применяются коробки скоростей на малое число вариантов с теми же целями.
Ряд фирм для комплектования станков и других технологических машин выпускает мотор-редукторы – электромеханические узлы, имеющие в своём составе регулируемый электродвигатель переменного или постоянного тока и зубчатую коробку скоростей (редуктор) обычного или планетарного типа с двумя автоматически переключаемыми ступенями. В таких узлах диапазон регулирования частот вращения шпинделя с постоянной мощностью обеспечивается до 16-20. Следует заметить, что в станкостроительной практике нередки случаи применения электродвигателей значительно большей мощности, чем требуется по предполагаемым условиям использования станка. Это делается с тем, чтобы обеспечить передачу требуемой мощности на частотах вращения шпинделя, меньших тех, на которых постоянно может передаваться полная мощность двигателя. Другими словами – расширить диапазон регулирования частот вращения шпинделя с требуемой мощностью (меньшей мощности двигателя), не усложняя механической части привода.
В станках, особенно быстроходных и с небольшими крутящими моментами, находят применение безредукторные электрические шпиндели (мотор-шпиндели, электрошпиндели – см. п. 2.2.3).
162

3.9.8. Анализ кинематической структуры привода главного движения токарно-винторезного станка модели 1К62
Уравнение кинематического баланса цепи главного движения станка модели 1К62 (см. 1 в подп. 3.4.3 и рис. 3.3) для правого вращения может быть представлено в следующем виде:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n =1450 |
|
142 |
|
51 |
56 |
21 |
29 |
; |
38 |
|
22 |
; |
45 |
22 |
; |
45 |
|
27 |
; |
65 |
|||
254 |
0,98 |
39 |
; |
|
55 |
; |
47 |
|
|
88 |
|
|
88 |
|
54 |
. |
|||||||
|
|
|
|
34 |
|
|
38 |
|
|
45 |
|
45 |
|
|
43 |
||||||||
|
|
|
14243 14243 |
14243 |
14243 |
|
|
|
|
||||||||||||||
|
|
|
|
р |
|
|
|
р |
|
|
|
р |
|
|
р |
|
|
|
|
||||
|
|
|
|
|
а |
|
|
б |
|
|
|
|
в |
|
|
г |
|
|
|
|
|||
Этапы анализа структуры привода могут быть следующими:
1)по кинематической схеме и уравнению кинематического баланса заключаем, что коробка скоростей (КС) имеет сложенную структуру на 30 вариантов частот вращения шпинделя, состоящую из двух кинематиче-
ских цепей передач, одна из которых (обозначим её zo·zт в соответствии с изложенным в 4 подп. 3.9.6) предназначена для получения низших, а другая (zo·zc) – высших скоростей привода;
2)решение уравнения кинематического баланса показывает, что КС обеспечивает следующие частоты вращения шпинделя (рассчитанные значения частот округлены до стандартных значений чисел геометрического ряда), об/мин:
12,5 |
– |
16 |
– |
20 |
– |
25 |
– |
31,5 |
– |
40 |
– |
50 |
– |
63 |
– |
80 |
– |
100 |
– |
125 |
– |
160 |
– |
|
к а ж д а я ч а с т о та п о л у ч а е т с я д в а ж д ы |
|
|||||||||
200 |
– |
250 |
– |
315 |
– |
400 |
– |
500 |
– |
630 |
– |
800 |
– |
1000 |
– |
1250 |
– |
1600 |
– |
2000 |
|
дважды |
|
|
|
|
|||||||||
Как видно, фактическое число различных значений частот вращения шпинделя (zф = 23) меньше структурного числа вариантов (z = 30), так как несколько частот (7) повторяется. Таким образом, в КС имеет место перекрытие части ступеней скорости;
3)знаменатель геометрического ряда частот вращения шпинделя
ϕ= zф−1 Д = 23−1 200012,5 =1,26;
163
4) знаменатели рядов передаточных отношений в группах передач pа , pб , pв , pг , составляющих тихоходную кинематическую цепь привода zo·zт , и порядок переключения групп будут следующими:
Груп- |
Взаимосвязь i |
в группах |
Значения |
Порядок пе- |
Характе- |
|||||||||||||||||
знаменате- |
реключения |
ристики |
||||||||||||||||||||
пы |
|
|
|
|
|
|
передач |
|
лей групп |
групп |
групп |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
pа=2 |
ϕa =i2 : i1 |
= |
|
56 |
: |
51 |
≈1,26 |
ϕа |
= ϕ |
pо (основная |
xо = 1 |
|||||||||||
34 |
39 |
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
группа) |
|
||||||||
pб=3 |
ϕб = |
38 : |
29 |
≈ |
29 |
: 21 |
≈1,58 |
ϕб |
= ϕ2 |
pI (I множи- |
xI = 2 |
|||||||||||
|
|
38 |
|
47 |
|
|
|
|
47 |
55 |
|
|
|
тельная гр.) |
|
|||||||
pв=2 |
ϕв = |
|
45 |
|
: |
22 |
= 4 |
|
|
|
|
ϕв |
= ϕ6 |
pII (II мно- |
xII = 6 |
|||||||
|
|
|
|
|
жительная |
|||||||||||||||||
45 |
|
88 |
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
гр.) |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
pг=2 |
ϕг = |
|
45 |
: |
|
22 |
|
= 4 |
|
|
|
ϕг |
= ϕ6 |
pIII (III мно- |
xIII = 6 |
|||||||
45 |
88 |
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
жительн. гр.) |
|
|||||||||
Развёрнутая структурная формула кинематической цепи для низших скоростей привода будет: zo·zт= pа·pб·pв·pг= 2(1)·3(2)·2(6)·2(6);
5) как видно, характеристика последней множительной группы (6) меньше расчётного значения (12) и кинематическая цепь zo·zт является структурой с перекрытием, которая обеспечивает
zo zт = |
ра рб |
рв рд |
+ хк.пер = |
24 |
+ 6 |
=18 вариантов, а не 24. |
2 |
|
2 |
||||
|
|
|
|
|
Кинематической цепью для высших скоростей обеспечивается zo·zc= 6 вариантов.
Однако суммарное число различных частот вращения шпинделя не 18+6=24, а 23. Это имеет место потому, что первая цепь обеспечивает часто-
ты n1-n18, а вторая – n18-n23, а не n19-n24, т.е. ещё две частоты (630 об/мин) повторяются.
Общая часть слагаемых структур – zo= 6 = 2(1)·3(2);
6) таким образом, привод главного движения станка, представляющий собой сложенную структуру с перекрытием, обеспечивает диапазон ре-
гулирования при zф = 23 и ϕ = 1,26 Д = 2000/12,5 = 160.
Нормальная множительная структура на 24 варианта обеспе-
чивала бы диапазон Д = 1,1224–1 = 14 (т.к. 2(1)·3(2)·2(6)·2(12) = 24 и
ϕ= ϕmax =12 8 =1,12 ).
Далее можно построить структурную сетку привода и ДЧВ.
164

3.9.9. Особенности расчёта и проектирования приводов подач
Скорости подач гораздо меньше скоростей резания, а мощность, потребляемая приводами подач, не превосходит 25 % мощности привода главного движения.
Всвязи с этим передачи коробок подач (КП) являются тихоходными,
аколёса имеют малые модули и диаметры. Поэтому граничные условия для выбора передаточных отношений зубчатых передач принимают в расширенных по сравнению с коробками скоростей пределах, а именно:
1 |
≤ i ≤ 2,8 |
. Тогда |
imax |
= |
|
2,8 |
=14 |
и |
ϕmax = |
xmax |
14 . |
5 |
imin |
1/ 5 |
|
||||||||
|
|
|
|
|
|
|
|
||||
Минимальное число зубьев колёс допускается, хотя и не рекомендуется, снижать до 12. В приводах подач находят применение группы передач на большее, чем 4 число вариантов скоростей (механизмы Нортона, меандры и др. – см. рис. 2.8).
В остальном проектирование коробок подач, у которых подачи составляют геометрический ряд, не отличается от проектирования коробок скоростей.
Токарно-винторезные станки кроме подач для точения деталей должны иметь подачи, обеспечивающие получение метрических, дюймовых, модульных и питчевых резьб.
Шаги метрических резьб являются обычно числами составного ариф-
метического ряда (Т = 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; …), так же как и па-
раметры, которыми задаются другие резьбы. В этой связи проектирование КП имеет некоторую специфику, проявляющую в применении механизма Нортона или иного механизма, у которого передаточные отношения составляют арифметический ряд, в совокупности с множительным механизмом.
Токарно-винторезные станки могут иметь КП, которая обеспечивает получение наиболее ходовых шагов резьб, и гитару сменных шестерён, используемую для получения таких шагов, которые нельзя получить при помощи КП. В последнем случае ходовой винт соединяется "напрямую" со сменными колёсами. Очень часто две последние множительные группы передач коробки скоростей (КС) проектируются так, что составляют звено увеличения шага и подач (ЗУШ).
В этом случае (рис. 3.21) движение со шпинделя на КП передаётся либо только через реверсивный механизм и гитару сменных шестерён, тогда получается основной ряд подач, либо через ЗУШ, реверсивный механизм и гитару, тогда значения чисел ряда увеличиваются в целое число раз.
165
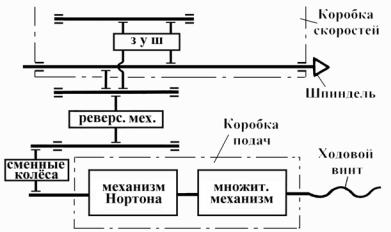
Поэтому передаточные числа в этих группах КС должно быть целы-
ми (например: 2; 4; но не 1,41; 2,82).
Рис. 3.21. Структура привода винторезных подач токарно-винторезного станка
Пример. Пусть шестерни в конусе механизма Нортона коробки подач токарно-винторезного станка следующие:
28 |
32 |
36 |
40 |
44 |
48 |
Они обеспечивают получение следующих подач, мм/об, при отключённом ЗУШ (условно примем, что iзуш = 1) и установке в множительной группе передаточных отношений iмн:
iмн=1/8: |
- |
1 |
- |
1,25 |
- |
1,5 |
iмн=1/4: |
1,75 |
2 |
- |
2,5 |
- |
3 |
iмн=1/2: |
3,5 |
4 |
4,5 |
5 |
5,5 |
6 |
iмн=1/1: |
7 |
8 |
9 |
10 |
11 |
12 |
Здесь подачи, равные нестандартным значениям шагов резьб, прочёркнуты.
Если установить iзуш = 2/1, то при iмн = 1/1 будут обеспечиваться по-
дачи:
14 |
16 |
18 |
20 |
22 |
24 |
При увеличении i зуш ряд подач удлиняется в сторону бóльших значений.
166
При нарезании метрических резьб и модульных червяков подача Sвинт, мм/об, прямо пропорциональна шагу нарезаемой резьбы Т, мм, и модулю m, мм:
Sвинт=Т и Sвинт= πm (т. к. T= πm).
В таких случаях зубчатый конус в механизме Нортона следует устанавливать ведущим.
При нарезании дюймовых резьб и питчевых червяков подача Sвинт, мм/об, обратно пропорциональна числу ниток на дюйм k и питчу р, соответственно:
Sвинт |
= |
25,4 |
и Sвинт = |
π 25,4 . |
|
k |
|||||
|
|
|
p |
В таких случаях зубчатый конус в механизме Нортона следует устанавливать ведомым.
Привод подач станка модели 1К62 (см. рис. 3.3 и подп. 3.4.3) устроен идентично рассмотренному выше.
Уравнение кинематического баланса цепи винторезной подачи этого станка с учётом всех вариантов включения следующее:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
60 |
|
54 |
|
|
45 |
|
88 |
|
|
|
45 |
|
88 |
45 |
|
|
28 |
|
42 |
|
35 |
|
28 |
|
|
|
42 |
|
64 |
|
|
||||||||||||||||||||
S |
|
=1об.шп |
; |
|
; |
|
; |
|
|
|
; |
; |
|
|
|
; |
|
|||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
винт |
|
|
|
60 |
|
27 |
|
|
45 |
|
22 |
|
|
45 |
|
22 |
45 |
|
56 |
|
42 |
|
28 |
|
35 |
|
|
50 |
|
97 |
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
1444442444443 |
|
|
|
|
|
|
|
|
|
123 |
|
|
123 |
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗУШ (2; |
8; 32) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
реверс |
|
|
|
|
i |
см |
: |
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1−резьбы, |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2−червяки |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
26;...;48 |
|
25 |
35 |
|
37 |
|
|
28 |
|
|
|
36 |
|
|
|
|
35 |
|
28 |
|
|
18 |
|
28 |
|
15 |
|
35 |
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 . |
|
|
||||||||||||||||||||||||||||||||||
|
× |
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
; |
|
|
|
|
|
||||||||
|
36 |
|
|
|
37 |
35 |
25 |
48;...;26 |
28 |
35 |
45 |
|
|
|
48 |
|
|
|
|
|||||||||||||||||||||||||||||||||||||
|
|
|
|
28 |
|
|
|
|
|
|
|
|
|
35 |
|
|
28 |
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
|
14243 |
1444442444443 |
144424443 |
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
метрические |
|
|
|
|
дюймовые и питчевые |
|
|
|
|
|
|
множительные группы |
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
и модульные |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1/ 8; |
1/ 4; |
|
1/ 2; |
|
1) |
|
|
|
|
|
|
|
||||||||||
|
|
1444444442444444443 |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||
iн
Несколько упростив, получим:
Sвинт =1об.шп. (1; 2; 8; 32) (12;1) iсм iн (18; 14 ; 12 ;1) 12.
Для наглядности кинематики коробок подач иногда строят графики, подобные ДЧВ и структурным сеткам.
167
Оглавление
Предисловие . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Введение. Краткий исторический обзор, состояние и перспективы развития станкостроения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Глава 1. Общие сведения о металлорежущих станках . . . . . . . . . . . . . . . . . . . . . 20 1.1. Назначение и структура металлорежущих станков . . . . . . . . . . . . . . . . . . . . . . 20 1.2. Классификация металлорежущих станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21 1.3. Понятия о типаже, основных параметрах и размерных рядах станков . . . . . . 24 1.4. Система обозначений (нумерации) станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24 1.5. Методы образования поверхностей деталей при обработке
на металлорежущих станках . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27 1.6. Движения в металлорежущих станках . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30 1.7. Принципы компоновки станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32 1.8. Технико-экономические показатели станков . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Глава 2. Основные узлы и механизмы станков . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 2.1. Базовые детали и направляющие . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43 2.1.1. Назначение базовых деталей и направляющих . . . . . . . . . . . . . . . . . . . . . . 43 2.1.2. Виды базовых деталей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44 2.1.3. Материалы базовых деталей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 2.1.4. Исполнения направляющих . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47 2.1.5. Направляющие скольжения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49 2.1.6. Направляющие качения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52 2.1.7. Комбинированные направляющие . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53 2.2. Приводы металлорежущих станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54 2.2.1. Общие сведения о приводах. Кинематические пары, цепи, схемы . . . . . . 54
2.2.2. Зубчатые механизмы ступенчатого изменения скорости главного движения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
2.2.3. Зубчатые механизмы ступенчатого изменения подач . . . . . . . . . . . . . . . . . 66 2.2.4. Сменные зубчатые колёса . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68 2.2.5. Механические вариаторы скоростей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71 2.2.6. Реверсивные механизмы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74 2.2.7. Механизмы прерывистого движения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78 2.2.8. Суммирующие механизмы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81 2.2.9. Механизмы обгона . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84 2.2.10. Компоновки и конструктивные решения приводов главного движения. 85 2.2.11. Ручное управление станками . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
2.3. Шпиндели и шпиндельные узлы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 94
Глава 3. Кинематическая структура станков. |
|
Кинематический расчёт и настройка приводов . . . . . . . . . . . . . . . . . |
103 |
3.1. Кинематические связи в станках . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
103 |
3.2. Понятия о наладке и настройке станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
104 |
3.3. Порядок настройки привода на требуемую скорость . . . . . . . . . . . . . . . . . . . . |
106 |
3 |
|
3.4. Примеры кинематических решений универсальных станков . . . . . . . . . . . . . |
108 |
3.4.1. Вертикально-сверлильный станок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
108 |
3.4.2. Универсально-фрезерный станок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
111 |
3.4.3. Токарно-винторезный станок . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
115 |
3.5. Основные технические характеристики станков. Выбор кинематических |
|
характеристик . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
125 |
3.6. Регулирование частот вращения шпинделя . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
126 |
3.7. Геометрический ряд частот вращения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
127 |
3.8. Предпочтительные числа и ряды предпочтительных чисел. |
|
Стандартные значения знаменателей геометрических рядов . . . . . . . . . . . . . . |
128 |
3.9. Кинематический расчёт приводов станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
131 |
3.9.1. Основные определения и зависимости . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
131 |
3.9.2. Графоаналитический метод определения передаточных отношений . . . . |
139 |
3.9.3. Расчёт чисел зубьев передач групп . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
149 |
3.9.4. Особенности расчёта приводов со сменными обратимыми |
|
зубчатыми колёсами . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
150 |
3.9.5. Особенности расчёта приводов с многоскоростными |
|
электродвигателями . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
150 |
3.9.6. Расширение диапазона регулирования приводов . . . . . . . . . . . . . . . . . . . . |
152 |
3.9.7. Бесступенчатое регулирование скорости . . . . . . . . . . . . . . . . . . . . . . . . . . . |
159 |
3.9.8. Анализ кинематической структуры привода главного движения |
|
токарно-винторезного станка модели 1К62 . . . . . . . . . . . . . . . . . . . . . . . . . |
163 |
3.9.9. Особенности расчёта и проектирования приводов подач . . . . . . . . . . . . . . |
165 |
Глава 4. Системы автоматического управления станками . . . . . . . . . . . . . . . . . |
168 |
4.1. Общие понятия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
168 |
4.2. Классификация систем управления станками . . . . . . . . . . . . . . . . . . . . . . . . . . |
168 |
4.3. Копировальные САУ прямого действия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
171 |
4.4. Системы управления с распределительными валами . . . . . . . . . . . . . . . . . . . . |
172 |
4.5. Следящие САУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
173 |
4.6. Системы циклового программного управления . . . . . . . . . . . . . . . . . . . . . . . . |
175 |
4.7. Числовое программное управление (ЧПУ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
177 |
4.8. Самоприспособляющиеся (адаптивные) системы управления . . . . . . . . . . . . |
187 |
Глава 5. Станки токарной группы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
189 |
5.1. Токарно-винторезные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
189 |
5.2. Токарные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
200 |
5.3. Токарно-револьверные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
201 |
5.4. Токарно-лобовые станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
203 |
5.5. Токарно-карусельные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
205 |
5.6. Токарно-затыловочные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
206 |
5.7. Токарные станки с программным управлением . . . . . . . . . . . . . . . . . . . . . . . . |
214 |
Глава 6. Фрезерные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
223 |
6.1. Консольно-фрезерные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
225 |
6.2. Бесконсольно- и продольно-фрезерные станки . . . . . . . . . . . . . . . . . . . . . . . . . |
233 |
6.3. Фрезерные станки непрерывного действия . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
235 |
6.4. Специализированные фрезерные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
236 |
6.5. Фрезерные станки с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
238 |
Глава 7. Станки сверлильно-расточной группы . . . . . . . . . . . . . . . . . . . . . . . . . . |
240 |
7.1. Сверлильные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
240 |
7.1.1. Вертикально-сверлильные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
240 |
4 |
|
7.1.2. Радиально-сверлильные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 244 7.1.3. Станки для сверления глубоких отверстий . . . . . . . . . . . . . . . . . . . . . . . . . 246 7.2. Расточные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 246 7.2.1. Универсальные горизонтально-расточные станки . . . . . . . . . . . . . . . . . . . 247 7.2.2. Координатно-расточные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253 7.2.3. Отделочно-расточные (алмазно-расточные) станки . . . . . . . . . . . . . . . . . . 255 7.3. Сверлильные и расточные станки с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 257
Глава 8. Строгальные, долбёжные и протяжные станки . . . . . . . . . . . . . . . . . . . 259 8.1. Строгальные и долбёжные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259 8.1.1. Поперечно-строгальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 259 8.1.2. Продольно-строгальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 265 8.1.3. Долбёжные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 268 8.2. Протяжные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269
Глава 9. Станки для абразивной обработки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273 9.1. Шлифовальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273 9.1.1. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 273 9.1.2. Правка шлифовальных кругов . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 278 9.1.3. Круглошлифовальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 280 9.1.4. Внутришлифовальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 283 9.1.5. Бесцентрово-шлифовальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 284 9.1.6. Плоскошлифовальные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 287 9.1.7. Шлифовальные станки с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 290 9.2. Заточные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 291 9.3. Отделочные процессы и станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 292 9.3.1. Хонингование . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 292 9.3.2. Суперфиниширование . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 294 9.3.3. Притирка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 295
Глава |
10. |
Станки для электрохимических |
|
|
|
и электрофизических методов обработки . . . . . . . . . . . . . . . . . . . . . . |
297 |
10.1. Электрохимические методы обработки металлов . . . . . . . . . . . . . . . . . . . . . . |
300 |
||
10.2. Электрофизические методы обработки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
309 |
||
10.2.1. Электроэрозионная обработка металлов . . . . . . . . . . . . . . . . . . . . . . . . . . |
309 |
||
10.2.2. Ультразвуковая обработка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
313 |
||
10.2.3. Лучевая обработка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
315 |
||
Глава |
11. Зубообрабатывающие станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
318 |
|
11.1. Типы станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
318 |
||
11.2. Методы работы зубообрабатывающих станков . . . . . . . . . . . . . . . . . . . . . . . . |
318 |
||
11.3. Зубофрезерные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
320 |
||
11.3.1. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
320 |
||
11.3.2. Кинематический разбор и расчёт настройки зубофрезерного станка . . . |
323 |
||
11.4. Зубодолбёжные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
333 |
||
11.4.1. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
333 |
||
11.4.2. Кинематика и работа зубодолбёжного станка . . . . . . . . . . . . . . . . . . . . . . |
335 |
||
11.5. Станки для нарезания конических зубчатых колёс . . . . . . . . . . . . . . . . . . . . . |
340 |
||
11.5.1. Нарезание прямозубых колёс на зубострогальных станках . . . . . . . . . . . |
341 |
||
11.5.2. Нарезание спиральнозубых колёс на зуборезных станках . . . . . . . . . . . . |
343 |
||
11.6. Зубозакругляющие станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
343 |
||
11.7. Зубоотделочные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
345 |
||
11.8. Зубообрабатывающие станки с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
347 |
||
|
|
5 |
|
Глава |
12. |
Резьбообрабатывающие станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
348 |
12.1. Типы станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
348 |
||
12.2. Резьбофрезерные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
349 |
||
12.2.1. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
349 |
||
12.2.2. Кинематический разбор и расчёт настройки универсального |
|
||
|
|
резьбофрезерного станка . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
351 |
Глава |
13. |
Токарные автоматы и полуавтоматы . . . . . . . . . . . . . . . . . . . . . . . . . . . |
357 |
13.1. Токарные одношпиндельные автоматы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
357 |
||
13.1.1. Фасонно-отрезные автоматы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
357 |
||
13.1.2. Автоматы продольного точения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
359 |
||
13.1.3. Токарно-револьверные автоматы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
371 |
||
13.2. Токарные многошпиндельные автоматы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
380 |
||
13.2.1. Разновидности многошпиндельных автоматов . . . . . . . . . . . . . . . . . . . . . |
380 |
||
13.2.2. Токарные горизонтальные многошпиндельные автоматы |
|
||
|
|
последовательного действия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
383 |
13.3. Токарные одношпиндельные полуавтоматы . . . . . . . . . . . . . . . . . . . . . . . . . . |
391 |
||
13.3.1. Разновидности одношпиндельных полуавтоматов . . . . . . . . . . . . . . . . . . |
391 |
||
13.3.2. Токарные многорезцовые полуавтоматы . . . . . . . . . . . . . . . . . . . . . . . . . . |
393 |
||
13.4. Токарные многошпиндельные полуавтоматы . . . . . . . . . . . . . . . . . . . . . . . . . |
398 |
||
13.4.1. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
398 |
||
13.4.2. Токарные вертикальные многопозиционные полуавтоматы . . . . . . . . . . |
399 |
||
13.5. Прутковые автоматы с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
410 |
||
Глава 14. Агрегатные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
413 |
||
14.1. Общие сведения . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
413 |
||
14.2. Компоновки и узлы агрегатных станков . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
415 |
||
14.3. Переналаживаемые агрегатные станки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
417 |
||
Глава 15. Автоматические станочные линии . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
419 |
||
15.1. Основные понятия . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
419 |
||
15.2. Разновидности автоматических линий . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
420 |
||
15.3. Системы управления автолиниями . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
428 |
||
15.4. Транспортные устройства автолиний . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
429 |
||
Глава 16. Станочное оборудование с программным управлением . . . . . . . . . . . |
434 |
||
16.1. Станки с ЧПУ. Обрабатывающие центры . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
434 |
||
16.1.1. Оборудование с ЧПУ: эффективность и возможности . . . . . . . . . . . . . . . |
434 |
||
16.1.2. Система координат станков. Особенности устройства станков с ЧПУ . |
436 |
||
16.1.3. Шпиндельные группы станков с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
438 |
||
16.1.4. Приводы подач станков с ЧПУ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
441 |
||
16.1.5. Датчики обратной связи по перемещению . . . . . . . . . . . . . . . . . . . . . . . . . |
445 |
||
16.1.6. Обеспечение смены инструментов и обрабатываемых заготовок . . . . . . |
453 |
||
16.1.7. Устройство, кинематика и работа обрабатывающего центра |
|
||
|
|
для корпусных деталей . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
458 |
16.2. Промышленные роботы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
465 |
||
16.3. Мехатронные устройства . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
470 |
||
16.4. Гибкие производственные системы и интегрированные |
|
||
|
автоматизированные производства . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
478 |
|
Глава 17. Эксплуатация металлообрабатывающего оборудования . . . . . . . . . . |
483 |
||
Заключение . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
486 |
||
Библиографический список . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
487 |
||
|
|
6 |
|