

3.4 Разработка компоновочной схемы и сборочного чертежа приспособления
Компоновку установочных и прижимных элементов приспособления разрабатываем в соответствии с принятой схемой базирования. Разработку компоновочной схемы и общего вида начинаем с нанесения контуров деталей, входящих в сварную конструкцию. Затем вокруг контура узла наносим последовательно неподвижные упоры и прижимы. После этого прорисовываем контуры рамы приспособления.
Для всех элементов приспособления предусматриваем для крепления на раме стальные пластины, обработанные с целью обеспечения плоскостности поверхности. Компоновочная схема представлена на рис. 8.
При вычерчивании общего вида и деталей приспособления устанавливаем допуски на свободные размеры обработанных поверхностей по 11-му квалитету точности.
Разработанная рама приспособления представляет собой сварную конструкцию из металлической плиты.
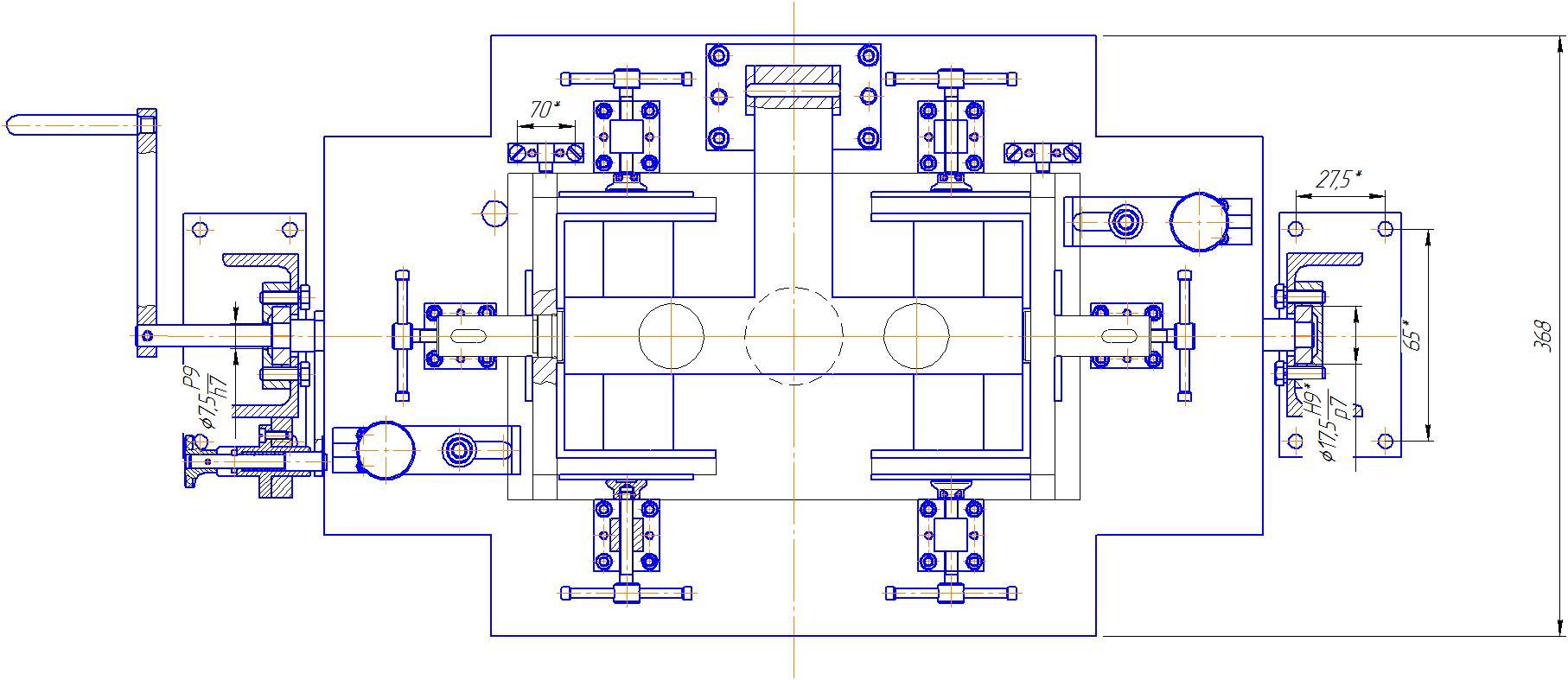
Рис. 9 - компоновочная схема приспособления.
3.5 Описание устройства и работы приспособления
Приспособление служит для сборки и сварки сборочной единицы «Платформа» (КП.ПССО.620691.01.02.00.000СБ).
Положение тех элементов, которые базируют детали при сборке, зафиксировано кронштейнами.
Принцип работы приспособления следующий:
Первым в приспособление устанавливаются основание (поз. 3), оно закрепляются 4-ымя прижимами. Затем устанавливаются стойки ( поз.1) к основанию, закрепление кронштейном и затем закрепляются косынки кронштейном . Далее производиться прихват стоек (поз1) с основанием (поз.3), затем прихватываются косынки( поз. 4) к основанию и сойкам.
Разборка осуществляется в следующей последовательности:
Откручиваем крепление прижима, отводим его в сторону;
Расслабляем кронштейны;
Откидываем откидной упор;
Вынимаем деталь из приспособления
При работе с приспособлением должна соблюдаться техника безопасности, то есть сварщик должен иметь спецодежду и работать в рукавицах, на рабочем месте не должно быть посторонних предметов мешающих или отвлекающих сварщика от выполнения работы.
Список использованных источников
Анурьев В.И. Справочник конструктора-машиностроителя. В 2 кн. М.: Машиностроение, 1968 - Кн.1 - 415с.; Кн.2.-575 с.
Марочник сталей и сплавов / Под ред. В.Т.Сорокина - М.: Машиностроение, 1989 -640 с.
Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. - М.: Машиностроение, 1974. - 238 с.
Горошкин А.К. Приспособления для металлорежущих станков: Справочник. - М.: Машиностроение, 1979. - 303 с.
Приложение в
Форма бланка балльно-рейтинговой оценки курсовой работы
Балльно - рейтинговая оценка курсовой работы по дисциплине «Проектирование сборочно-сварочной оснастки»
|
студента |
|
гр. 6206 |
| ||||||||||||||
|
Тема работы |
Разработка приспособления для сборки-сварки ………. | ||||||||||||||||
|
Руководитель работы |
| ||||||||||||||||
|
Объем работы: |
графическая часть_____листов ф.А1; пояснительная записка ____ листов | ||||||||||||||||
|
Бально – рейтинговая оценка отдельных разделов | |||||||||||||||||
|
КР |
1. Качество рукописи и графической части |
(оценивается руководителем работы) | |||||||||||||||
|
|
|
| |||||||||||||||
|
Составляющие |
баллы |
максимальное количество баллов | |||||||||||||||
|
Сборочный чертеж изделия |
|
10 | |||||||||||||||
|
Сборочный чертеж приспособления |
|
10 | |||||||||||||||
|
Пояснительная записка |
|
10 | |||||||||||||||
|
Технологический процесс сборки-сварки |
|
5 | |||||||||||||||
|
Сумма баллов по разделу |
|
35 | |||||||||||||||
|
Примечание: оценка руководителя: 0 – 10 – неудовлетворительно; 11 – 20 – удовлетворительно; 21 – 30 – хорошо; 31 – 35 – отлично. | |||||||||||||||||
|
Отметка руководителя о допуске студента к защите: |
допущен |
не допущен | |||||||||||||||
|
Причины не допуска: |
| ||||||||||||||||
|
| |||||||||||||||||
|
|
|
|
|
| |||||||||||||
|
ф.и.о. руководителя |
подпись руководителя |
дата | |||||||||||||||
|
|
| ||||||||||||||||
|
Р |
2. Рецензия |
оценка: _______ | |||||||||||||||
|
Примечание: оценка рецензента: 5 – отлично; 4 – хорошо; 3 – удовлетворительно; 2 – неудовлетворительно. | |||||||||||||||||
|
|
|
|
|
| |||||||||||||
|
ф.и.о. рецензента |
подпись руководителя |
дата | |||||||||||||||
|
|
| ||||||||||||||||
|
Оценки комиссии: |
| ||||||||||||||||
|
|
| ||||||||||||||||
|
КД |
3. Качество доклада |
оценка: ___________ | |||||||||||||||
|
Примечание: 0 - 5 – неудовлетворительно, 6 – 10 – удовлетворительно; 11 – 15 – хорошо; 16 – 20 – отлично | |||||||||||||||||
|
|
| ||||||||||||||||
|
З |
4. Уровень защиты работы и ответов на вопросы |
оценка: ___________ | |||||||||||||||
|
Примечание: 0 – 10 – неудовлетворительно; 11 – 20 – удовлетворительно; 21 – 30 – хорошо; 31 – 40 – отлично. | |||||||||||||||||
|
Общая сумма баллов: _____________________(____________________)____________________ КР/ Р/ КД/ З бальная оценка академическая оценка | |||||||||||||||||
|
Защита проведена: |
«______»__________________200___г. | ||||||||||||||||
|
|
| ||||||||||||||||
|
Комиссия в составе: |
| ||||||||||||||||
|
|
| ||||||||||||||||
|
председатель |
|
|
| ||||||||||||||
|
|
Ф.И.О. |
|
Подпись | ||||||||||||||
|
члены: |
|
|
| ||||||||||||||
|
|
Ф.И.О. |
|
Подпись | ||||||||||||||
|
|
|
|
| ||||||||||||||
|
|
Ф.И.О. |
|
Подпись | ||||||||||||||