

2.4 Обоснование маршрутной последовательности выполнения сборочно-сварочных операций.
Проанализируем конструкцию платформу с точки зрения технологичности. Целесообразно предусмотреть поворот конструкции на 180° для удобного доступа к сварным швам.
На первой операции осуществляем сборку и сварку следующих деталей: 2-х стоек (поз 1) и 2-х валом (поз. 2) (см. КР.ПССО.620691.01.01.00. 000.СБ).
На второй операции осуществляем сборку и сварку следующих деталей основание (поз.3)и 2-х стоек (поз.1), привариваем косынки (поз. 4). Затем переворачиваем на 180º и привариваем диск( поз. 5)
Для операции будем разрабатывать приспособление, которое будет обеспечивать высокую точность изделия и производительность труда.
.
3 Проектирование приспособления
3.1 Техническое задание
на проектирование приспособления для сборки-сварки
платформы.
Назначение приспособления: приспособление предназначено для сборки и сварки платформы, установки и закреплений деталей стоек (поз. 1), 4-х косынок на одной стороне плиты, а на другой диск (поз.6) (КР. ПССО 620691. 01.01.00.000СБ). По заданному положению деталей относительно друг друга и обеспечения выполнения требуемых технологических размеров и требований.
Технические требования:
Типы зажимных устройств – винтовые .
Привод зажимных устройств – ручной.
Установка деталей и снятие готового изделия с приспособления выполняется вручную.
Уровень механизации – приспособление поворотное, т.к. изделие «Платформа» сваривается тавровым и нахлёсточным швом и добраться к обоим сторонам, без поворота стола, будет затруднительно.
К техническому заданию прилагаются:
- сборочный чертёж подставки двуосной (КР. ПССО 620691. 01.02.00.000СБ) со спецификацией.
3.2 Разработка последовательности и схемы базирования и закрепления деталей сборочной единицы
При базировании используется известное из механики правило шести точек, т.е. при базировании по установочным элементам приспособления каждая деталь должна лишаться не более шести степеней свободы (не более шести опорных точек).
Первой в приспособление устанавливается деталь «основание» (поз.3) (см. КП.ПССО.620691.01.02.00.000СБ), деталь базируется с помощью 2- х прижимов и 3 -х упоров, лишается 6 степеней свободы.
Второй базируются стойки с валом и зажимаются в кронштейны. Далее базируются косынки, зажимаются в кронштейны и ставиться упор для обеспечения расстояния 15 мм..
Затем производим прихватку деталей по сварным швам.
Производим переворот изделия на 180 градусов и прихватывается диск.
Производим обратный переворот и провариваем швы. В последнем переходе снимаем зажимы и извлекаем изделие.
Схема базирования представлена на карте эскизов технологического процесса.
3.3 Выбор и обоснование конструктивных элементов приспособления (установочных, зажимных элементов, вспомогательных устройств, рамы и т. Д.).
Исходя из разработанной схемы базирования и фиксации, учитывая габаритные размеры деталей и требование обеспечения свободного доступа к местам сварки выбираем следующие установочные и зажимные элементы.
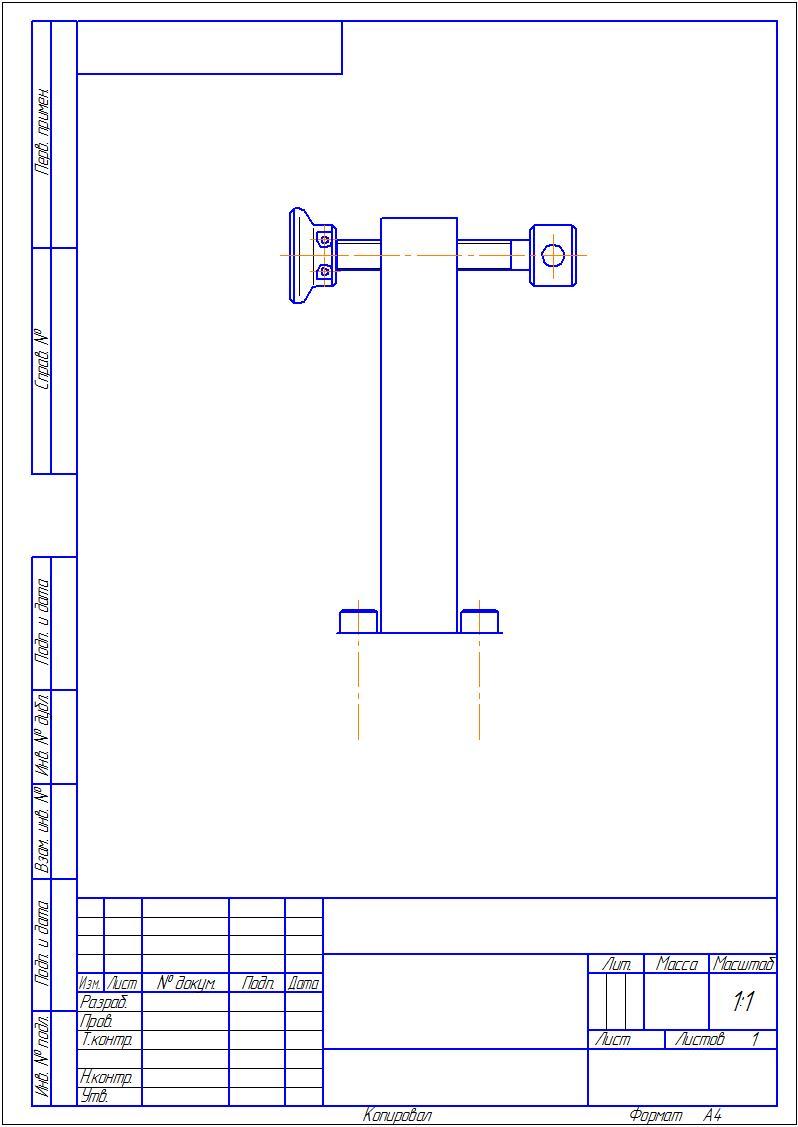
Для закрепления стоек (поз.1) и косынок с основанием(поз.2) (см КР.ПССО.620691.01.01.00.000), используем кронштейн регулировочный ГОСТ 24199-80.
|
|
|
Рис.32 – кронштейн
Закрепление осования ( поз.3), осуществляется с помощью прижима передвижного ГОСТ 17020-78 (рис. 7)
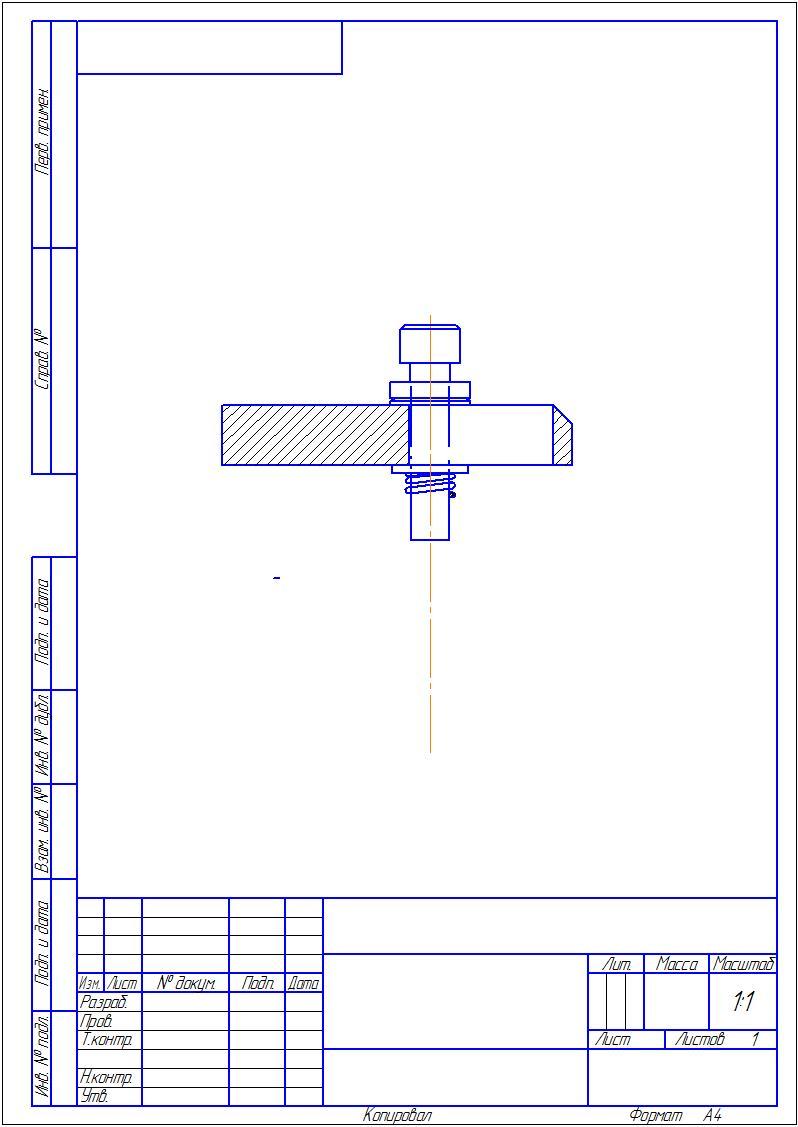
Рис. 4 - прижим регулировочный
Для обеспечения соостности и выполнения технических размеров 150 мм. и 15 мм., используем откидной упор (см.КР.ПССО.620691.01.02,00.000 СБ) .
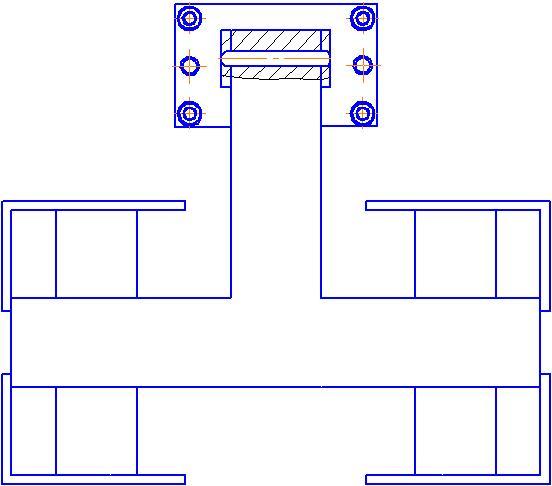
Рис.5 – упор откидной