

Министерство образования и науки РФ
Кузбасский Государственный технический университет
имени Т.Ф Горбачева.
Кафедра информационных и автоматизированных
производственных систем
Расчётно-пояснительная записка к курсовому проекту на тему: «Проектирование ртс»
Выполнил: студент гр. МР-081
 Крючков
С.И.
Крючков
С.И.
Принял: Любимов О.В.
Кемерово 2012
Содержание
1.4.4 Выбор вспомогательного инструмента 6
2. Определение основных конструктивно-технологических показателей ПР 6
2.2. Размеры рабочей зоны 6
2.4. Выбор системы координат основных движений и структурно-кинематической схемы ПР 8
2.5 Погрешность позиционирования ПР 8
2.5.1 Преобразование координат для выбранной структурно-кинематической схемы 8
3.1.Краткая характеристика ПР 12
4. Расчет и конструирование захватного устройства. 14
4.2 Определение усилия захватного устройства 15
4.3 Определение усилий привода 15
4.4 Проверка отсутствия повреждений детали при захватывании 16
Исходные данные для проектирования

Необходимо спроектировать и рассчитать захватное устройство промышленного робота «Циклон- 5» для захвата шестерни. Проверить, учитывая прочность, возможность использования данного робота для загрузки звездочки в токарный станок с ЧПУмодели МК7130Ф3.
Краткая характеристика тп.
Технологический процесс изготовления звездочки состоит из трех операций.
Рис. 1. Основные поверхности звездочки
Операция 005. Токарная.
1) На данной операции обрабатываются поверхности 3, 2 и 3 фаски.
Операция 010. Токарная.
Подрезать поверхность 8
Операция 015. Протягивание
Протянуть отверстие 1
Операция 020.Протягивание
1)Протянуть паз 4
Операция 025 Токарная
1. Подрезать 1,2,3
2. Отточить фаску 7
Операция 030 Фрезерная
1) Фрезеровать лыску на глубину 2.
Операция 35 Сверлильная
1. Сверлить отверстие 13.
Операция 40 Резьбо-нарезная
1) Нарезать резьбу в отверстие 13.
Операция 45 Контрольная
Операция 50 Зубо-фрезерная
1. Фрезеровать 18 зубьев.
Операция 55 Термическая обработка
Операция 60 Шлифование
1. Шлифовать отверстие 2.
Операция 65 контрольная
1.2. Характеристика роботизируемой операции.
Роботизируется операция №005. Это объясняется тем, что данная операция является наиболее трудоемкой в технологическом процессе, ее штучно-калькуляционное время максимальное. Применение робота позволит снизить вспомогательное время на операции и общую трудоемкость.
Важным моментом так же является положение заготовки в рабочей зоне станка. Оно определяется методом обработки, моделью оборудования, размерами, массой, формой заготовки, типами режущего инструмента.
Данная операция токарная с двумя переустановами, производится на станке МК7130Ф3.На первой операции происходит обработка поверхностей 1,2,3.
1.3. Объект манипулирования промышленного робота.
Объектом манипулирования является заготовка детали – крышка подшипниковая. Общий вид заготовки с размерами изображен на рисунке 2.
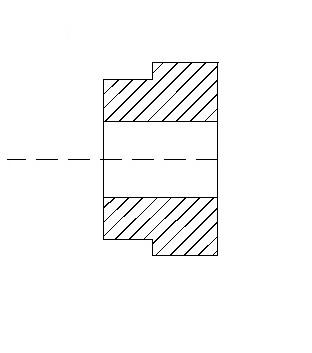
Рис.2. Обрабатываемые поверхности на операции 005.