

МЕТРОЛОГИЯ, ВЗАИМОЗАМЕНЯЕМОСТЬ_Конспект
.pdfA |
|
→ |
→ |
→ |
← |
← |
← |
← |
← |
|
|
Д |
= A |
+A |
+A |
− A |
+A |
+A |
+A |
+A |
; |
||
|
5 |
6 |
7 |
|
1 |
2 |
3 |
4 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
AД = 7 +4 +450 +7 − |
(52 +306 +52 +33 +18)= 3. |
||||||||||
Определим отклонения замыкающего звена с учетом заданных AДmax и AДmin :
AвAД = AДmax − AД =5 −3 = 2;
AнAД = AДmin − AД = 3 −3 = 0 ; AД =3+2 .
Необходимо выделить размеры, имеющие стандартные отклонения. В данном
случае это А3 = А1 = 52−0,25 3. Выберем метод решения задачи
Определим число единиц допуска (коэффициент а).
= TAД = 2000м00 ≈
a ∑ii 15,28 130,9 .
Значение коэффициента а определяет номер квалитета, по которому можно назначать допуски составляющих звеньев: IT11=100i; IT12=160i, то есть допуски можно назначать по квалитетам или 11-му или 12-му.
Если допуск составляющих звеньев можно назначить по квалитету грубее 11го, то задачу решаем методом расчета на максимум-минимум.
Если допуски получаются по квалитетам от 11-го до 9-го, то следует выбрать вероятностный расчет.
4. Выбираем расчет на максимум-минимум.
Назначаем допуск на размер вала A2 по 12-му квалитету, на остальные составляющие звенья — по 11-му квалитету.
Проведем проверку назначенных допусков.
n −1
TAД = ∑ TAi =1670 , 1670≠2000. i=1
Необходима коррекция допуска какого-либо составляющего звена. Допуск звена A6 будем определять расчетом.
TA6=TA∆ – TA1 – TA2 – TA3 – TA4 – TA5 – TA7 – TA8 = 0,53 мм.
5. Назначаем отклонения всех неизвестных составляющих звеньев, кроме звена А6. Данные обо всех звеньях сведем в таблицу 12.
|
|
|
|
|
|
|
|
|
Таблица 12 |
|
|
|
|
|
|
|
|
Принятое зна- |
|
|
|
|
Обозначение |
|
Назначенное |
|
Единица допус- |
|
|
|
|
|
|
|
значение допус- |
|
|
чение допуска, |
|
Значение звеньев |
|
||
|
звена |
|
ка, мкм |
|
ка i, мкм |
|
мкм |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
|
А1 |
|
250 |
|
1,86 |
|
250 |
|
52– 0,25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
А2 |
|
320 |
|
3,23 |
|
520 |
|
306– 0,52 |
|
|
|
|
|
|
|
|||||
60
|
|
|
|
|
Окончание табл. 12 |
|
|
|
|
|
4 |
|
|
|
1 |
2 |
3 |
5 |
||
|
|
|
|
250 |
|
|
|
А3 |
250 |
1,86 |
|
52– 0,25 |
|
|
|
|
|
160 |
|
|
|
А4 |
160 |
1,56 |
|
33 ±0,08 |
|
|
А5 |
90 |
0,9 |
90 |
|
7– 0,09 |
|
А6 |
400 |
3,89 |
530 |
|
450xy |
|
А7 |
90 |
0,9 |
90 |
|
7– 0,09 |
|
|
|
|
110 |
|
|
|
А8 |
110 |
1,08 |
|
18±0,055 |
|
|
|
|
|
∑TAi = 2000 |
|
|
|
|
∑TAi = 1670 |
∑ii =15,28 |
|
|
|
Получим:
A∆ = A5 + A6 + A7 −(A1 + A2 + A3 + A4 + A8 ),
3+2 = 7– 0,09 + 45xy + 7– 0,09 – (52– 0,25 + 306– 0,52 + 33±0,08 +18±0,055 + 52– 0,25),
+2 = 0 + x + 0 – (– 0,25 – 0,52 – 0,08 – 0,055 – 0,25 ), x = +0,845,
0 = – 0,09 – y – 0,09 – (0+ 0+ 0,08 +0,055 +0), y = +0,315, TA6 = +0,845 – 0,315 = 0,53.
Проверка:
TA∆ = x − y = +0,845 − 0,315 = 0,53 мм.
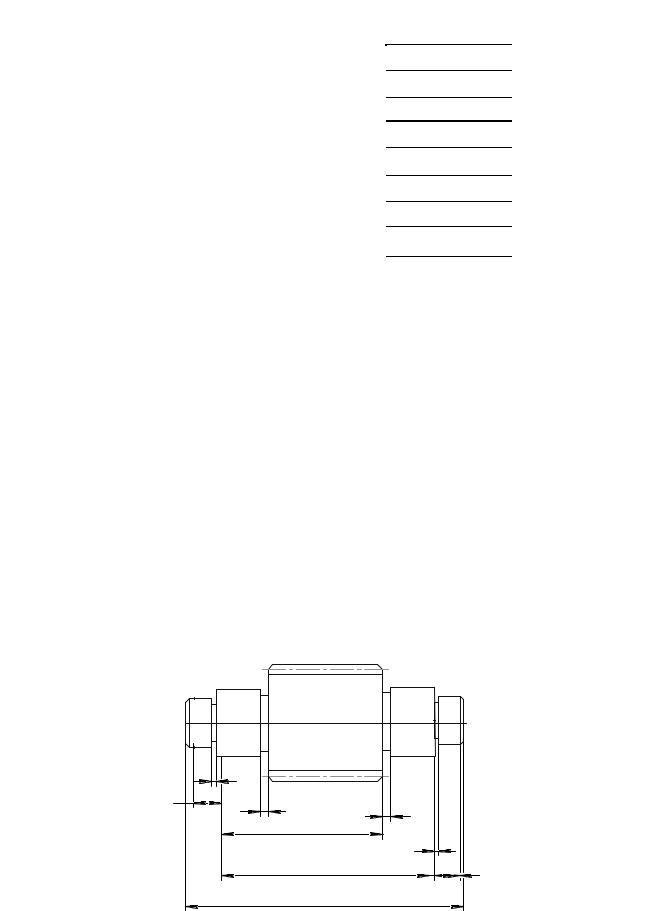
Расстановка размеров на рабочих чертежах деталей (рис. 39).
1.Количество линейных размеров, проставленных на чертеже детали, должно быть на единицу меньше числа торцов.
2.Обязательно должен быть указан размер детали, входящий в размерную цепь.
Рис. 39 |
61 |
4.13. Шероховатость поверхности
ГОСТ 2789-73. «Шероховатость поверхности, параметры, характеристики и обозначения».
Шероховатость поверхности — совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины. Шероховатость — следствие пластической деформации поверхностного слоя.
Базовая длина l — длина, используемая для определения параметров шероховатости без учета других неровностей, имеющих шаг больше l. Стандартные зна-
чения l: 8; 2,5; 0,8; 0,25; 0,08 мм.
Параметры шероховатости определяют относительно средней линии профиля
(m-m).
Средняя линия профиля — базовая линия, имеющая форму номинального профиля и проведенная таким образом, чтобы среднее квадратическое отклонение профиля до этой линии было минимальным.
Параметры шероховатости (рис. 40, см. с. 63).
1. Ra — среднее арифметическое отклонение профиля.
Ra = |
1 |
n |
|
|
|
|
|
|
|
||||||
|
∑ |
|
yi |
|
, |
||
n |
|||||||
|
i=1 |
|
|
|
|
где n — число рассматриваемых точек, или
Ra = 1 ∫l y(x) dx , l 0
где l — базовая длина.
Ra является предпочтительным параметром. 3. Rz — высота неровностей по десяти точкам. 4.
5 |
|
Hi |
|
5 |
|
Hi |
|
|
|
|
|
|
|
|
|
|
|||||
|
∑ |
|
max |
+ ∑ |
|
min |
|
|
||
|
|
|
|
|
|
|
|
|
||
R z = |
i=1 |
|
|
|
i=1 |
|
. |
|||
|
|
|
|
|
|
|||||
|
|
|
|
|
5 |
|
|
|
|
|
3. Rmax — максимальная высота неровностей профиля в пределах базовой длины, расстояние между линией выступов и линией впадин.
4. tp — относительная опорная длина профиля.
|
|
|
n |
|
|
|
|
|
∑ b |
|
|
t |
p |
= |
i =1 |
i |
, |
l |
|
||||
|
|
|
|
||
где p — уровень сечения профиля, задается в процентах от Rmax
62
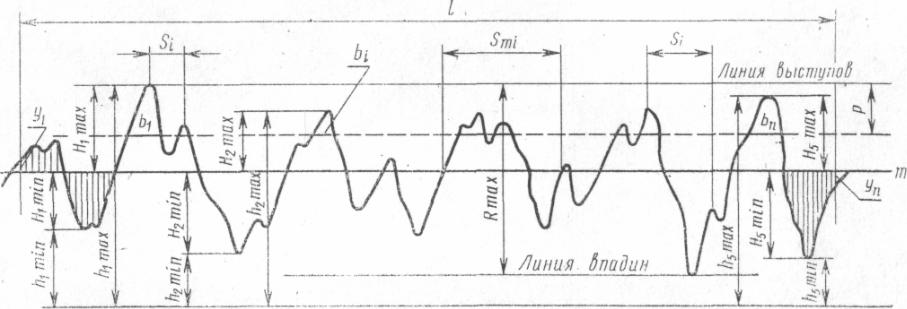
Рис. 40
63
5. Sm — средний шаг неровностей профиля. |
|||||
Sm = 1 |
|
n |
Sm |
|
. |
∑ |
i |
||||
n |
|
i = |
1 |
|
|
|
|
|
|
||
6. S — средний шаг местных выступов профиля.
S = 1 |
|
n |
|
|
∑ S . |
||||
n |
|
i = |
1 |
i |
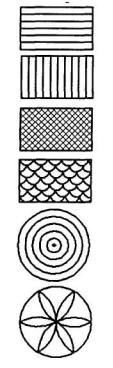
7. Тип направления неровностей (рис. 41).
параллельное (=)
перпендикулярное (┴)
пересекающееся (X)
произвольное (М)
кругообразное (С)
радиальное (R)
Рис. 41
Влияние шероховатости на качество машин.
1.Неровность поверхности является концентратором напряжений
2.При прессовых посадках прочность соединения зависит от полноты контак-
та.
3.Коррозия возникает быстрее на грубо обработанных поверхностях.
4.Шероховатость влияет на герметичность соединения.
5.Шероховатость влияет на износоустойчивость детали. При грубой шероховатости происходит значительный износ.
Указание параметров шероховатости на чертежах (ГОСТ 2309-73).
64

Для обозначения шероховатости используют знак изображенный на рис. 42. Параметры шероховатости указывают под полкой знака (рис. 43).
60Å
60Å
h 
 Í
Í
60Å
H=l,5...5h,
h — высота цифр.
Рис. 42
способ обработки поверхности
и другие дополнительные указания
полка знака
Базовая длина/ Параметр шероховатости
 Условное обозначение направления неровностей
Условное обозначение направления неровностей
Рис. 43
Примеры обозначения шероховатости поверхности приведены на рисунке 44.
Нормирование шероховатости поверхности.
Параметры для нормирования шероховатости выбирают в зависимости от назначения поверхности. Например, для обеспечения износоустойчивости рекомен-
дуется нормировать параметры Ra (Rz), tp.
При выборе параметров следует учитывать, что параметр Ra или Rz должен составлять часть от допуска размера.
Для точных поверхностей при нормальной ОГТ (относительной геометрической точности) Ra < 0,05 Тp; при повышенной ОГТ Ra< 0,025 Тp; при высокой ОГТ Ra<0,0125% Тp; Rz ≈ (4....5)Ra.
Контроль шероховатости поверхности.
Оценка шероховатости производится с помощью специальных приборов, которые делятся на контактные (приборы, которые ощупывают поверхность с помощью иглы, называются профилографами-профилометрами), и бесконтактные (оптические) — основаны на принципе светового сечения.
Для труднодоступных мест используется метод слепков.
Может проводиться качественный контроль шероховатости — с помощью образцов шероховатости, выполненных для определенных видов обработки.
65
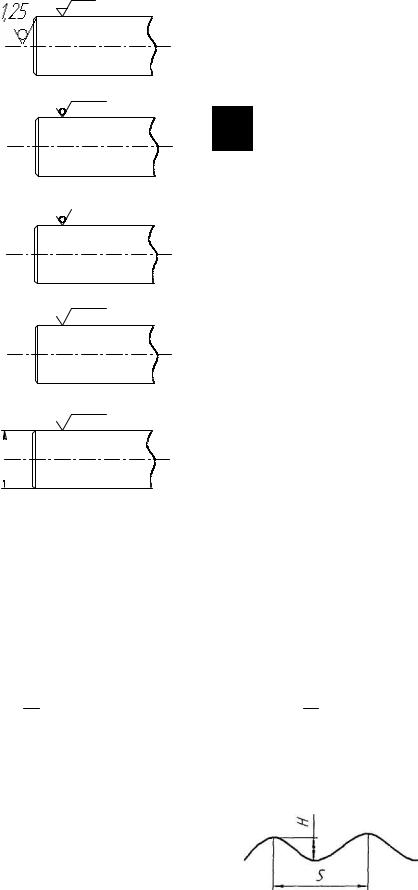
30h9
Rz20
Значок с полочкой означает удаление слоя метала с поверхности.Rz 20 означает, что Rz ≤20 мкм.
Ra 1,25
означает, что поверхность получена без удаления слоя металла.
 - означает, что поверхность сохраняется в состоянии поставки и не обрабатывается.
- означает, что поверхность сохраняется в состоянии поставки и не обрабатывается.
Rà 0,63
Открытый знак говорит о том, что вид обработки не устанавливается.
Полировать Rà 0,32
Указан вид обработки, Ra≤0,32 мм.
Рис. 44
4.14. Волнистость поверхности
Волнистость поверхности — совокупность периодически повторяющихся неровностей, которые образуются главным образом от вибрации в процессе обра-
ботки (рис. 45). Если |
S |
<50 — это шероховатость поверхности; если |
|
H |
|||
|
|
50 < HS <1000 — это волнистость; если HS <1000— это отклонения формы.
Волнистость рассматривается чаще всего как часть отклонения формы и ограничивается допуском формы, но иногда нужно оговорить волнистость особо, тогда она оговаривается меньшим допуском.
Рис. 45
66
4.15. Шпоночные соединения
Шпоночные соединения предназначены для передачи крутящего момента; используются для соединения валов с шкивами, зубчатыми колёсами, муфтами и т. п.
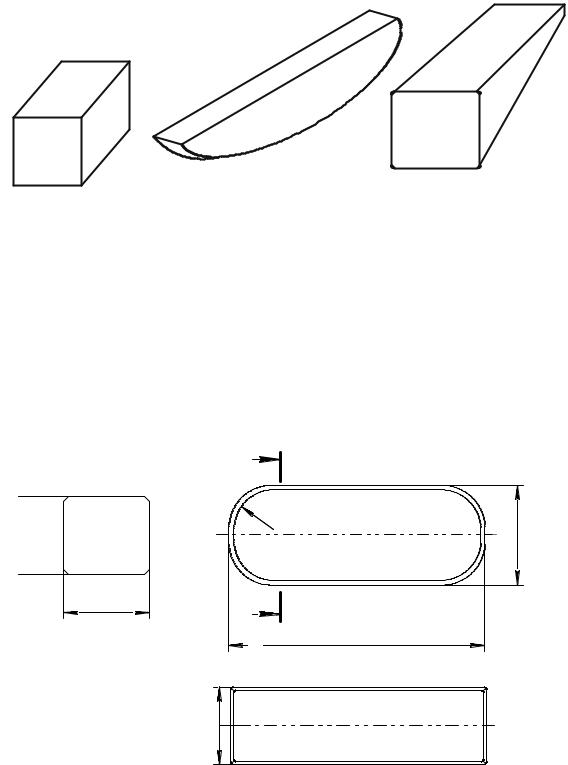
Виды шпонок даны на рис. 46.
сегментная |
клиновая |
|
призматическая
Рис. 46
Соединения с призматическими шпонками бывают подвижные и не подвижные.
Сегментные шпонки используются только для неподвижных соединений. Соединения шпоночные с призматическими шпонками выполняются по ГОСТ
23360-78.Основные размеры шпонок приведены на рис. 47.
À-À h(h9,h11) 
 â h9
â h9
À |
исполнение 1 |
|
|
R |
|
|
â |
À |
l (h14) |
|
исполнение 2 |
â
Рис. 47
67
Условное обозначение шпонки с шириной b=18 мм, высотой h=11 мм и длиной l=100 мм, исполнения 1:
Шпонка 18 x 11 x 100 ГОСТ 23360-78
То же для исполнения 2:
Шпонка 18 x 11 x 100 ГОСТ 23360-78.
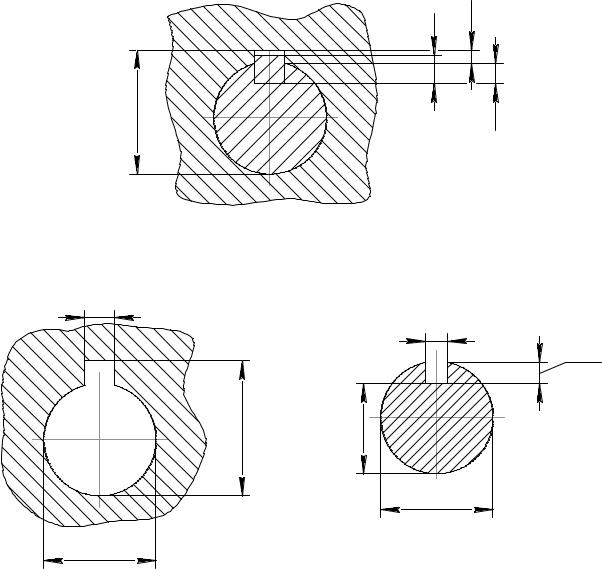
Основные параметры шпоночного соединения приведены на рис. 48, а шпоночных пазов в отверстии и на валу — на рис. 49.
|
2 |
|
|
h t |
|
2 |
1 |
|
D+t |
||
t |
|
Рис. 48 |
|
â |
â |
|
|
t1 |
|
|
|
|
2 |
1 |
|
D+t |
D-t |
|
|
d |
|
D |
|
|
|
Рис. 49 |
|
Рекомендуется три типа шпоночных соединений: свободное (для направляющих шпонок, для облегчения сборки), нормальное (для передачи средних крутящих моментов, для массового и крупного серийного производства), плотное (при передачи больших крутящих моментов, работы с ударами и вибрациями, сборка в условиях единичного производства).
Рекомендуемые поля допусков шпонки и пазов по размеру и приведены на рис. 50 и рис. 51 (см. с. 69).
68
|
+30 |
|
|
|
поле допуска |
0 |
H9 |
|
|
|
|
â=6 |
h9 |
N9 -30 |
|
-12 |
шпонки |
P9 |
|
||||
|
поле допуска |
||||
|
|
-42 |
|||
|
|
|
|
ïàçà íà âàëó |
|
|
|
|
|
|
свободное нормальное |
плотное |
Рис. 50
0 â=6
+78 |
|
|
|
D10 |
|
|
|
+30 |
+15 |
|
|
h9 |
Js9 |
-12 |
|
-15 |
|||
|
P9 |
||
|
|
|
|
|
|
|
-42 |
|
|
|
|
||
свободное |
нормальное |
плотное |
|||
|
|
поле допуска паза в отверстии |
|
||
|
|
|
|||
|
|
|
|
|
|
поле допуска шпонки
Рис. 51
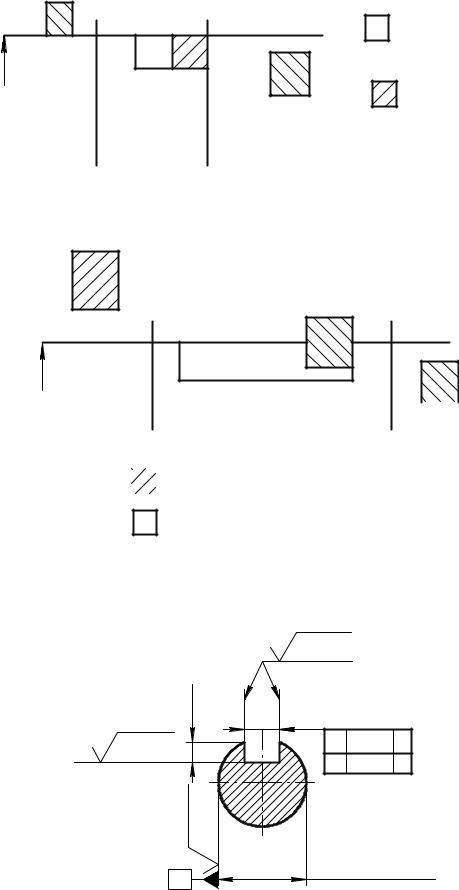
Примеры оформления чертежей со шпоночным пазом приведены на рисунке
52 и рисунке 53 (см. с. 70).
Ra 3,2
+0,2
7
Rà 6,3
Ra 1,25
À
24N9(-0,052)
 0,025 A
0,025 A
 Ò 0,100 À
Ò 0,100 À
Ç90Js6(±0,011)
Рис. 52
69