

2.2. Разновидности шлицевых соединений
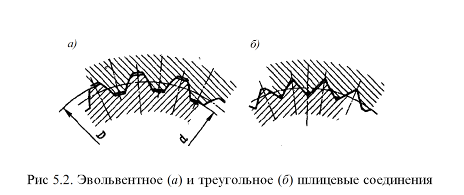
Шлицевые соединения различают: по характеру соединения - неподвижные для закрепления детали на валу; подвижные, допускающие перемещение вдоль вала; по форме зубьев прямобочные , эвольвентные , треугольные; по способу центрирования (обеспечения совпадения геометрических осей) ступицы относительно вала с центрированием по наружному диаметру В , по внутреннему диаметру , и по боковым поверхностям зубьев. Зазор в контакте поверхностей: центрирующих практически отсутствует, нецентрирующих значительный.
2.3. Расчет шлицевых соединений
Основными критериями работоспособности шлицевых соединений являются сопротивления рабочих поверхностей смятию и изнашиванию.
Параметры
соединения выбирают по таблицам стандарта
в зависимости от диаметра вала, а затем
проводят расчет по критериям
работоспособности.
Смятие и изнашивание
рабочих поверхностей связаны с
действующими на контактирующих
поверхностях напряжениями
![]() см.
см.
Упрощенный
(приближенный) расчет основан на
ограничении напряжений смятия допускаемыми
значениями
![]() см.,
назначаемыми на основе опыта эксплуатации
подобных конструкций:
см.,
назначаемыми на основе опыта эксплуатации
подобных конструкций:

где Т- расчетный вращающий момент (наибольший из длительно действующих моментов при переменом режиме нагружения), Н-м;
К3- коэффициент неравномерности распределения нагрузки между зубьями (зависит от точности изготовления и условий работы),
К
= 1,1...
1,5;d-
средний диаметр соединения, мм; число
z -зубьев; h -
рабочая
высота зубьев, мм; lp-
рабочая
длина соединения, мм;
![]() см
допускаемое напряжение смятия, Н/мм2.
Для соединений с прямобочными зубьями:
см
допускаемое напряжение смятия, Н/мм2.
Для соединений с прямобочными зубьями:
![]()
![]() f
– фаска зуба.
f
– фаска зуба.
Для соединения с эвольвентными зубьями:
![]()
Для соединения с треугольными зубьями
![]()
Вопрос 2 – Способы центрирования шлицевых соединений
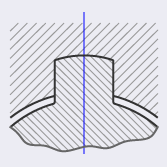
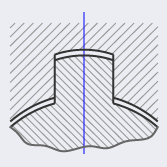
Существуют три способа центрирования вала:
|
По наружному диаметру Самый простой и дешевый способ центрирования. Вал фрезеруют и шлифуют по наружному диаметру, втулку протягивают. Применяется при отсутствии термообработки поверхности отверстия втулки или при ее термическом улучшении (НВ 280-300) |
По внутреннему диаметру Самый точный и дорогой способ центрирования. Вал фрезеруют и продольно шлифуют по внутреннему диаметру и боковым поверхностям шлицев, втулку протягивают и шлифуют по внутреннему диаметру. Применяется при закаленных втулке и вале. |
По боковым сторонам Наиболее равномерное распределение нагрузки между шлицами; точность центрирования невысока. Вал фрезеруют и продольно шлифуют по боковым поверхностям шлицев, втулку протягивают. Применяется для тяжелонагруженных соединений при термически улучшенной поверхности отверстия втулки (НВ 280-300). |

Вопрос 3 – Прессовые соединения. Характеристика. Способы сборки
Прессовым называется соединение составных частей изделий с гарантированным натягом вследствие того, что размер охватываемой детали больше соответствующего размера охватывающей детали. Прессовые соединения передают рабочие нагрузки за счет сил трения покоя между сопряженными поверхностями, которые могут быть цилиндрическими и коническими. допускают нечастую разборку без нарушения целостности составных частей изделия. Разность размеров вала и отверстия до сборки называется натягом. Нагрузочная способность прессовых соединений определяется преимущественно натягом, который назначают в соответствии с посадками. Достоинства прессовых соединений: простота и технологичность конструкций за счет отсутствия соединительных деталей, обеспечение хорошего центрирования соединяемых деталей, возможность применения при очень больших осевых нагрузках и вращающих моментах, высокая надежность при ударных нагрузках.
Основные недостатки прессовых соединений: сложность демонтажа и возможность ослабления натяга после разборки, ограниченность несущей способности при вибрационных нагрузках за счет фреттинг-коррозии (разрушение сопряженных поверхностей при очень малых колебательных относительных перемещениях), рассеивание величины натяга и нагрузочной способности соединения за счет допусков на изготовление деталей. Прессовые соединения могут быть получены тремя способами: продольной сборкой путем запрессовки осевой силой; поперечной сборкой за счет нагрева или охлаждения одной из деталей до состояния, при котором они свободно соединяются; комбинированной, например, гидропрессовой сборкой, при которой одновременно с действием осевого усилия в зону контакта сопрягаемых деталей подается масло под высоким давлением для получения необходимой поперечной деформации. Из этих трех способов наименее совершенным является первый — запрессовка, так как при нем неизбежно повреждение контактных поверхностей, нарушение их микрогеометрии и, как следствие, снижение нагрузочной способности соединения в полтора-два раза.