

2.2.3.8 Технологический процесс обработки покупного и возвратного стеклобоя
Схема обработки стеклобоя показана на рис. 2.13.
Стеклобой собственный Стеклобой привозной
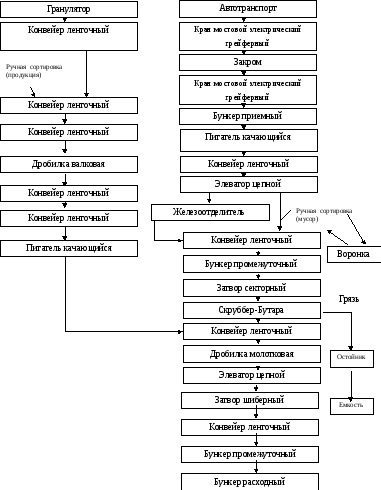
Рис. 2.13 - Схема обработки возвратного и покупного стеклобоя
Привозной стеклобой доставляется на склад сырья автотранспортом и ссыпается в закром стеклобоя. Грейферным краном стеклобой засыпается в приемный бункер. Из бункера питатель качающийся подает стеклобой на конвейер. Система конвейера и элеватора цепного транспортирует стеклобой к конвейеру сортировки. Пройдя через стадию ручной сортировки, стеклобой проходит через железоотделитель. Все отходы от сортировки ссыпаются на конвейер ленточный, который направляет их в бункер отходов. Освобожденный от посторонних включений стеклобой подается в скруббер-бутару на промывку. Чистый стеклобой конвейером ленточным направляется к дробилке молотковой. Дробленный стеклобой цепным элеватором ковшовым поднимается в промежуточный бункер, из которого ленточным конвейером направляется в расходный бункер стеклобоя смесительного отделения.
Собственный стеклобой (эрклёз и отбракованная продукция) по линии возвратного стеклобоя транспортируется из машиннованного цеха в дозировочно-смесительное отделение составного цеха. Горячая стекломасса, схальмованная во время остановки стеклоформующих машин, попадает в гранулятор, где под воздействием потока холодной воды гранулируется в мелкую фракцию размером до 30-50 мм. Из гранулятора эрклёз передается по ленточному конвейеру на элеватор цепной ковшовый. Отбракованная продукция подается на валковые дробилки, где измельчается до фракции не более 30 мм. Валковая дробилка рис 2.14 действует по принципу раздавливания путём постоянного и непрерывного нажатия на материал.
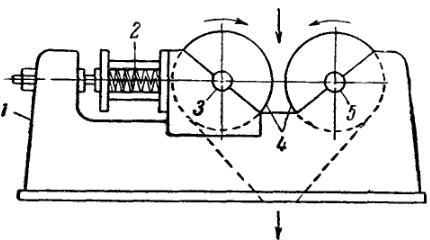
Обозначения:
1- рама
2- валки
3 – подвижная ось
4 – неподвижная ось
5 - пружина
Рис. 2.14 – Схема валковой дробилки
Валковая дробилка состоят из рамы - 1 и двух цилиндрических валков – 4 одинакового диаметра, которые вращаются на параллельно расположенных горизонтальных осях во взаимно обратных направлениях, то есть на встречу один другому. Материал попадает сверху, захватывается валками, силой трения увлекается в щель между ними, постепенно измельчается и выбрасывается с другой стороны в виде зёрен определённых размеров. Степень измельчения определяется шириной щели между валками. Так как валки измельчают материал простым раздавливанием без истирания и имеют внутреннюю щель постоянного размера, через которую могут свободно проходить зёрна материала, обладающие меньшими размерами, чем ширина щели, то количество мелочи при дроблении на валках незначительно. Для того чтобы избежать деформации и поломки валков при попадании на них кусков слишком больших размеров и повышенной твёрдости, одна ось установлена неподвижно, а другая – в подвижных подшипниках. Подвижная ось может отодвигаться настолько, чтобы крупный кусок мог пройти между валками. Подвижная ось – 3 приближается к неподвижной оси – 5 при помощи пружины – 2 [4]. Измельченный стеклобой ленточным конвейером подается в элеватор цепной ковшовый и поднимается на транспортер, который транспортирует сырье в составной цех. Через переходной конвейер стеклобой ссыпается в бункер промежуточный и через течку в питатель качающийся, который подает стеклобой на транспортер и далее по схеме стеклобоя покупного к расходному бункеру.