

2.2.3.5 Технологический процесс обработки соды
Схема обработки соды показана на рисунках: россыпью – рис. 2.7, мешкотара – рис.2.8.

Рис. 2.7 - Схема обработки соды (россыпь)
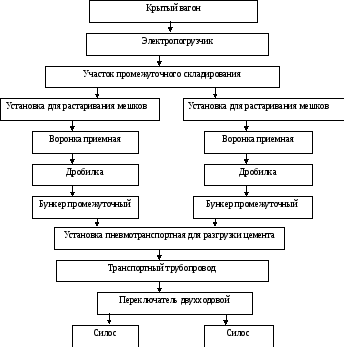
Рис. 2.8 - Схема обработки соды (мешкотара)
Сода поступает на склад сырья по железной дороге в содовозах россыпью или в крытых вагонах в мешкотаре. Крытые вагоны разгружаются электропогрузчиком, мешки на поддонах штабелируются на участки промежуточного складирования. Электропогрузчиком поддоны с мешками подаются на площадку установок растаривания. Из установки сода через воронку приемную и дробилку комьев ссыпается в промежуточный бункер. Дробилка комьев разрыхляет скомковавшуюся соду. Скомковавшееся сырье, проходя через воронку дробилки, попадает на вращающийся ротор с
подвижными билами. Комья соды, просыпаясь между подвижными и неподвижными билами, перетираются на мелкую фракцию. Исходный материал из бункера с помощью установки пневмотранспортной для разгрузки цемента и переключателя двухходового транспортируется по транспортному трубопроводу (Ду=150 мм) и распределяется по силосам. Установка пневмотранспортная работает по принципу всасывающе-нагнетательного действия. Принцип основан на заборе соды из бункера и транспортировании ее до осадительной камеры за счет вакуума и на дальнейшем ее перемещении по трубоповоду до емкости за счет подачи сжатого воздуха. Переключатель двухходовой распределяет движение материала по силосам по мере их дополнения. Силоса в количестве двух штук выполнены в металлическом исполнении, диаметром 6 м, вместимостью 250 т соды каждый. Для разгрузки содовозов также используется установка пневмотранспортная, с помощью которой сода разгружается в силоса. По сигналам нижних уровнемеров расходных бункеров включается система пневмотранспорта и сода из силоса через дробилку комьев ссыпается в насос камерный пневматический. Насос представляет собой вертикально расположенный питатель, состоящий из сварного сосуда, работающего под внутренним давлением, с нижней выдачей материала в транспортный трубопровод (Ду=150 мм), с автоматическим дистанционным управлением. Через переключатель двухходовой и циклон-осадитель, пройдя через сито барабанное полигональное, сода распределяется по расходным бункерам весовой линии. Отсев соды через дезинтегратор возвращается в промежуточный бункер. Дезинтегратор (рис.2.9) предназначен для измельчения молотой массы с целью придания ей равномерной порошкообразной структуры.

Обозначения:
1,2 – корзины
3,4 – валы
5,6- шкивы
7 – ударные пальцы
Характеристика:
Скорость вращения – 800-1000 об/мин
Производительность – 2 т/час
Рис. 2.9- Схема устройства дезинтегратора СМ-937 А
Материал в дезинтеграторах измельчается ударом при действии кинетической энергии не только самих бил, но и всей вращающейся системы. Дезинтегратор состоит из двух цилиндрических корзин – 1,2, вращающихся одна внутри другой в разных направлениях. Каждая из корзин оснащена тремя рядами жестко закрепленных пальцев - 7. Материал подается через воронку в центральную часть корзин, вращающихся навстречу друг другу. Попав на пальцы внутреннего ряда малой корзины, куски материала под ударом пальцев разбиваются и под действием направленной тангенциально составляющей силы удара и центробежной силы отбрасываются и попадают на следующий ряд пальцев большой корзины, вращающейся в противоположном направлении. Затем материал отбрасывается на третий и т.д. ряд пальцев, пока измельченные частицы не пройдут через все ряды пальцев. Тонкость помола в дезинтеграторе повышается с увеличением рядов пальцев и частоты вращения корзин [4].