

2.2.3.15 Технологический процесс нанесения защитных оксиднометаллических покрытий на стеклянную тару
Нанесение защитных оксиднометаллических покрытий на наружную поверхность стеклянной тары с целью повышения ее эксплуатационной надежности и механической прочности осуществляется путем обработки свежеотформованных стеклоизделий паровоздушной смесью, содержащей четыреххлористое олово, в специальной установке, которая монтируется на конвейере, соединяющем стеклоформующую машину с печью отжига. Эта работа выполняется в кожухе тоннеля. Испарения четыреххлористого олова поступают в навес, где смешиваются с циркулирующим потоком, осаживаясь сверху на бутылках. В результате взаимодействия паровоздушной смеси с поверхностью стеклянной тары образуется защитная пленка оксида олова, которая предохраняет поверхность от разупрочняющего воздействия внешних факторов и повышает эксплуатационную надежность на 15-30%.
Для нанесения защитных оксиднометаллических покрытий используется установка фирмы BDF – HOT END TREATING SYSTEM, основные параметры которой приведены в табл. 2.16.
Таблица 2.16 – Параметры установки нанесения защитных покрытий
|
Наименование показателей |
Величина показателей |
|
Производительность |
В зависимости от производительности СФМ |
|
Химикат для нанесения покрытия |
Олово четыреххлористое (SnCl4) чистое ТУ 6-09-3182-92 |
|
Способ нанесения защитного покрытия |
Осаждением паровоздушной смеси |
|
Вид изделий, на которые наносится покрытие |
Стеклянная тара, тип ХаКПН-500 |
|
Размер обрабатываемой тары, мм: диаметр высота |
72 230 |
|
Температура изделий, поступающих в камеру обработки, 0С |
500-600 |
|
Скорость перемещения изделий, м/с |
В соответствии с СФМ |
|
Расход химиката в сутки, кг |
2 |
|
Расход азота, м3/час |
2-3 |
|
Давление, кг/см2 |
1,5-3 |
Температура стеклоизделий определяется с помощью термопары гр. ХА68 со вторичным прибором. Расход и наличие химиката контролируется по указателю уровня. Контроль количества азота, подаваемого в установку осуществляется ротаметром РМ, давление азота – манометром. Контроль проводится в течение смены оператором СФМ, наладчиком, сменным мастером.
Наличие оксиднометаллических покрытий на внешней поверхности стеклянной тары контролируется один раз в сутки по методике включенной в ГОСТ 10117-91, лаборантом химиком. Результаты контроля регистрируются в журнале контроля.
2.2.3.16 Технологический процесс отжига стеклянной тары
Отжиг необходим для устранения или ослабления остаточных напряжений, возникающих в стеклоизделиях после их выработки. При охлаждении стеклоизделий вследствие неравномерного остывания поверхностных и внутренних слоев в стекле возникают внутренние напряжения сжатия и растяжения. В большинстве случаев изделия разгружаются от остаточных напряжений.
Для отжига определяют интервал температур, в котором возникают остаточные напряжения, чтобы установить режим отжига стеклоизделий. Этот интервал называют интервалом отжига. Он ограничивается высшей и низшей температурами отжига.
Высшей температурой отжига называют температуру, при которой напряжения в стекле исчезают быстро, не вызывая деформацию изделий.
Низшей температурой отжига называют температуру, при которой остаточные напряжения еще могут быть удалены за какое-либо длительное время.
Отжиг большинства стеклоизделий состоит из 4-х стадий. Первый этап отжига производится с максимальной скоростью, которая ограничивается только возможностью разрушения изделия за счет термоупругих напряжений.
На втором этапе выдержка приводит к выравниванию температуры по всему объему изделия. Температура в зоне отжига должна быть выше нижней температуры отжига, но не ниже высшей.
Медленное охлаждение на третьем этапе – важнейшая стадия, так как здесь могут вновь появиться напряжения.
Быстрое охлаждение на 4 этапе проводится с максимальной скоростью. Вероятность релаксации термоупругих напряжений и появления остаточных напряжений мала.
Изделия на входе в печь отжига должны иметь максимальную
температуру, не вызывающую деформацию изделий 500-550°С. На выходе изделия должны иметь температуру не выше 50°С.
На рис. 2.18 показан температурный режим отжига стекла на лерах применяемых на ОАО фирме Актис.
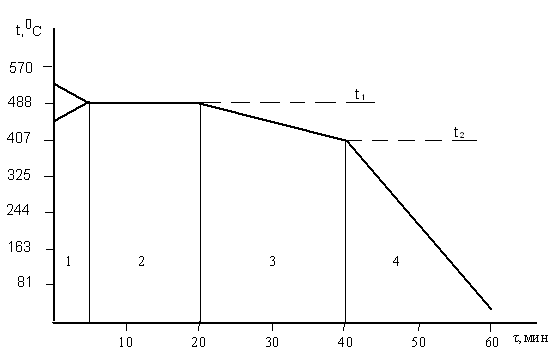
Обозначения:
1 – нагрев или охлаждение;
2 – выдержка при высшей температуре отжига- t1;
3 – охлаждение до низшей температуры отжига-t2;
4 – быстрое охлаждение до комнатной температуры.
Рис. 2.18 Температурный режим отжига стекла на ОАО фирме Актис
На ОАО Актис применяются печи отжига: на первой очереди модель ПКГ -1423 ОАО Орловского завода Стекломаш, на второй очереди леры итальянской фирмы Antonini. Основные параметры и размеры печи модели ПКГ -1423 приведены в табл. 2.17.
Таблица 2.17 – Основные параметры и размеры печи модели ПГК-1423
|
Наименование показателей |
Норма |
|
1. Производительность (с учетом КВГ), кг/час, не менее |
3300 |
|
2. Коэффициент автоматизации, не менее |
1 |
|
3. КВГ (по отжигу) продукции, не менее |
0,99 |
|
4. Расход природного газа м3/час |
20 |
|
5. Скорость перемещения сетки м/мин. |
0,01-0,59 |
|
6. Максимальная температура печи °С |
600 |
|
7. Количество зон автоматического регулирование температуры, шт. |
8 |
|
8. Количество точек контроля температуры, шт. |
14 |
|
9. Размеры рабочего пространства, мм - ширина - высота |
2700 450 |
|
10. Ширина транспортирующей сетки, мм |
2600 |
|
11. Тип привода транспортирующей сетки |
электромеханический |
Скорость движения сетки 190-240 мм в минуту измеряется с помощью секундомера (ГОСТ 5072-79) и линейки (ГОСТ 427-75). Контроль температуры отжига бутылки осуществляется при помощи термопар по секциям (точкам).
Изделия от стеклоформующих машин к печам отжига, транспортируются цепными конвейерами. Бутылка с помощью переставителя непосредственно подается в печь отжига. Не должно быть заторов на повороте к транспортеру входа печи отжига, для чего устанавливается диск, делитель для формирования зазора между изделиями.
Переставитель должен формировать параллельные ряды изделий с зазором между изделиями в ряду 5-30 мм. Такой же зазор должен быть обеспечен между рядами соответствующим расчетам скорости сетки печи отжига.
В ход и выход печи отжига теплоизолирован со всех сторон металлическим кожухом, в котором существует отверстие для доставки изделия и для надежной работы представителя. Передняя часть кожуха съемная, т. е. оснащена регулирующим шибером. Выход печи отжига теплоизолирован «П – образной» шторкой из асбестового полотна или стекловолокна.
Перечень видов контроля технологического процесса отжига приведён в табл. 2.18.
|
Контролируемые параметры |
Значения контролируемых параметров |
Место контроля |
Периодичность контроля |
Точность измерения контролируемых параметров |
Методы и средства контроля |
Перечень персонала осуществляющего контроль
|
|
Температура по зонам, °С: 1 зона 2 зона 3 зона 4 зона |
570 570 530 450 |
В местах установки стационарных термопар. |
Через час. |
Согласно НД. |
Термопары, ХК, ХА, вторичные приборы |
Слесарь КИП, отжигальщик, сменный мастер. |
Таблица 2.18 – Карта контроля технологического процесса отжига стеклотары
![]()