

Лекции,часть1
.pdfг) База – точка: 1 – база, 2 – заготовка, 3 – подпружиненный центрирующий конус приспособления
Рис. 6.2. Варианты конструктивного выполнения баз
В случае идеализации формы поверхностей считается, что наложение необходимых связей достигается контактом тел по поверхностям, а наличие связей символизируется опорными точками.
Опорная точка – символ одной из двухсторонних связей заготовки или изделия с избранной системой координат (рис. 6.3).
На виде спереди и сбоку |
На виде сверху |
Рис. 6.3. Условное изображение опорных точек
Заготовка лишается одной степени свободы в направлении острия галочки. Если галочка упирается в плоскость, ось или точку заготовки, то положение этих элементов строго определено в направлении острия. Различают два термина:
теоретическая опорная точка – символ двухсторонней геометрической связи (не более шести);
реальная опорная точка – точка физического соприкосновения заготовки с опорными элементами станочного приспособления (количество не регламентируется).
31
6.2. Схема базирования
Схема базирования (теоретическая) – схема расположения теорети-
ческих опорных точек на базах заготовки или изделия (см. рис. 4).
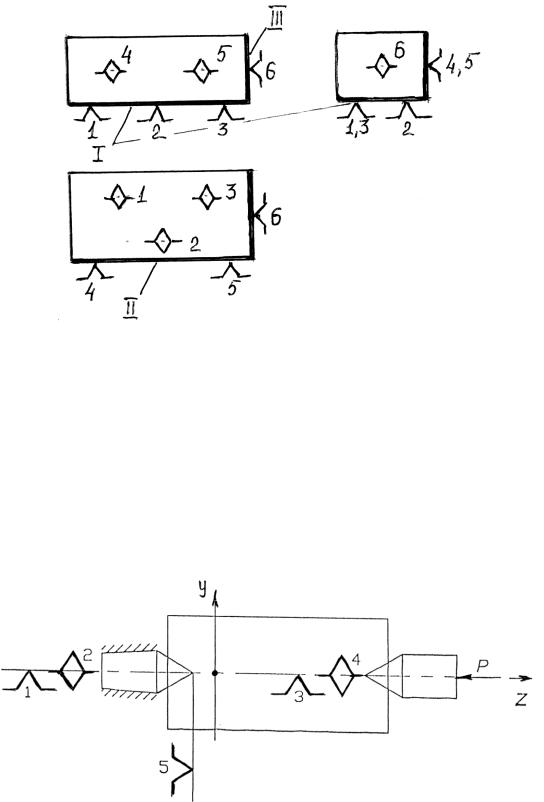
Рис. 6.4. Схема базирования призматической детали: I, II, III – базы детали; 1–6 – опорные точки
Все опорные точки на схеме базирования изображают условными знаками и обозначают порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек. При наложении в какойлибо проекции одной опорной точки на другую, изображается одна точка и рядом с ней проставляют номера совмещенных точек (см. рис. 6.5–6.7).
Число проекций заготовки или изделия на схеме базирования должно быть достаточным для полного представления о размещении опорных точек.
Примеры
Рис. 6.5. Установка вала в центрах
32
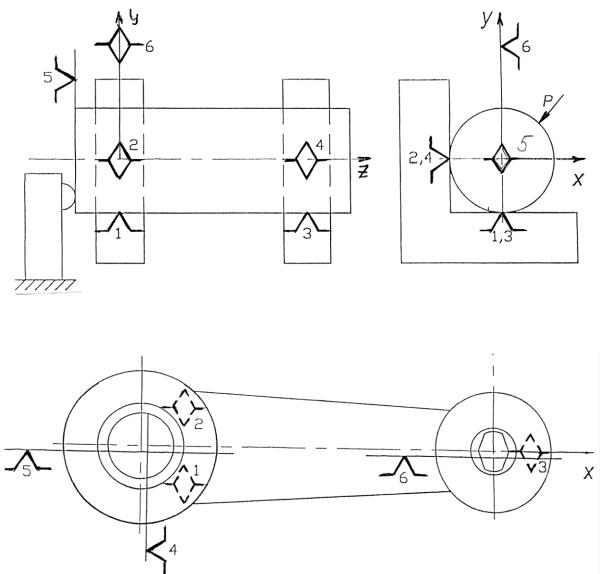
Рис. 6.6. Установка вала на двух призмах
Рис. 6.7. Установка заготовки шатуна по плоскости торцов и двум отверстиям головок
Для реализации теоретической схемы базирования на станках применяют станочные приспособления различной конструкции. Например, двойная направляющая база может быть реализована в трѐхкулачковом самоцентрирующем патроне, двумя сходящимися призмами, цанговым патроном, разжимной оправкой, центрами различной конструкции и др.
Графическое изображение элементов приспособлений регламентировано ГОСТ 3.1107–81 «Графическое изображение опор, зажимов и установочных устройств». Конструкции элементов приспособлений также представлены системой ГОСТов.
33
6.3. Классификация баз
Общая классификация баз выполнена по следующим признакам.
А. По назначению
Конструкторские базы:
основная – база, принадлежащая детали или сборочной единице и используемая для определения ее положения в изделии (рис. 6.8);
Рис. 6.8. Комплект основных баз шестерни: I, II, III
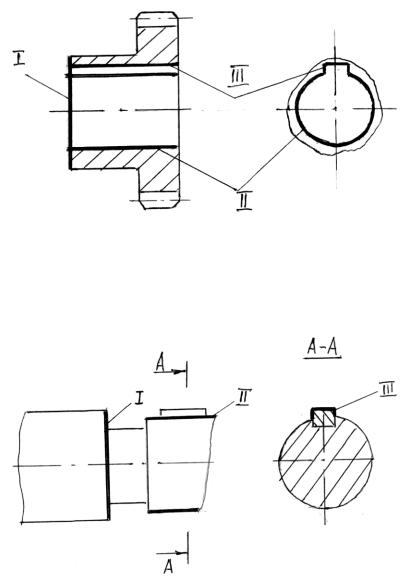
вспомогательная – база, при помощи которой определяется положение присоединяемых деталей относительно рассматриваемой (рис. 6.9).
Рис. 6.9. Комплект вспомогательных баз вала со шпонкой: I, II, III
Технологическая – база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта (рис. 6.10).
34
а) |
б) |
призматическая заготовка |
цилиндрическая заготовка |
на магнитном столе |
в самоцентрирующем патроне |
Рис. 6.10. Схема размещения технологической базы:
1 – заготовка; 2 –элемент приспособления; I – технологические базы
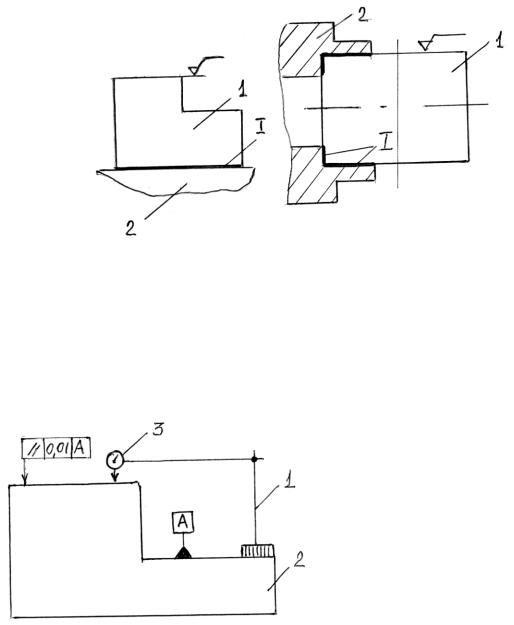
Измерительная база – используется для определения относительного положения заготовки (или изделия) и средств измерения (рис. 6.11).
1 – индикаторная стойка
2 – изделие
3 – индикатор (средство измерения) А – измерительная база заготовки
Рис. 6.11. Схема расположения измерительной базы
Б. По количеству лишаемых степеней свободы:
установочная – база, лишающая заготовку или изделие трѐх степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей;
направляющая – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси;
опорная – база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси (рис. 6.12);
35
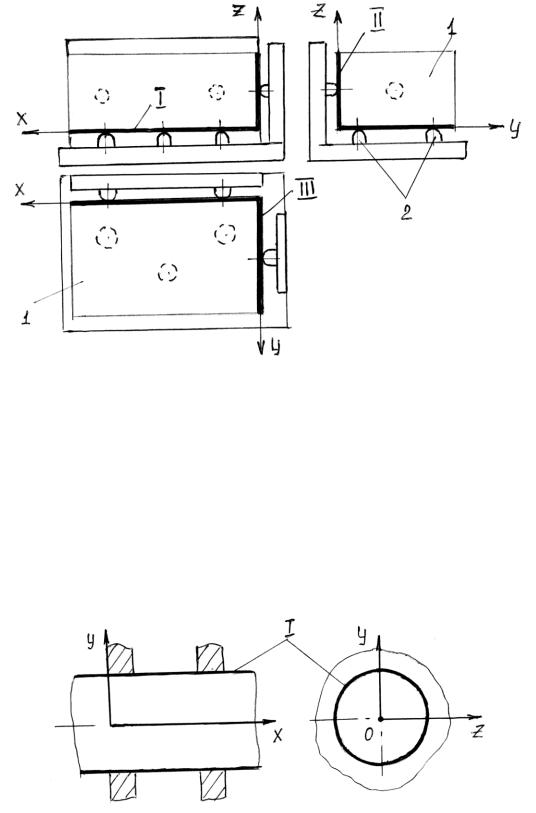
Рис. 6.12. Расположение баз призматической заготовки:
I – установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей Х и Y;
II – направляющая база заготовки, лишающая ее перемещения вдоль оси Y и поворота вокруг оси Z;
III – опорная база заготовки, лишающая ее перемещения вдоль оси X; 1 – заготовка; 2 – опоры
двойная направляющая – база, лишающая заготовку или изделие четырех степеней свободы – перемещений вдоль двух координатных осей и поворотов вокруг этих осей (рис. 6.13);
Рис. 6.13. Расположение двойной направляющей базы:
I – двойная направляющая база детали, лишающая ее перемещений
вдоль осей Y и Z и поворотов вокруг осей Y и Z
36
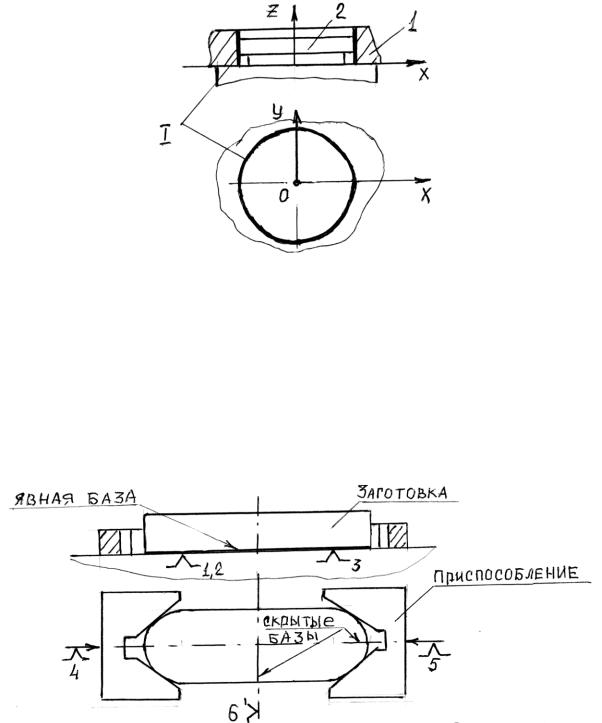
двойная опорная – база, лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей (рис. 6.14).
Рис. 6.14. Расположение двойной опорной базы:
I – двойная опорная база заготовки, лишающая ее перемещений вдоль осей X и Y; 1 – заготовка; 2 – элемент приспособления
В. По характеру проявления:
явная – база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок;
скрытая – база заготовки или изделия в виде воображаемой поверхности, оси или точки.
Рис. 6.15. Пример расположения явной и скрытой баз
37
6.4. Выбор баз
Механическая обработка заготовок обычно производится за несколько установов с использованием различных технологических баз. При выборе первоначальных (черновых) баз необходимо учитывать некоторые особенности.
1.Черновые базы используются в большинстве случаев только для выполнения первой операции обработки заготовки. Следовательно, первые операции определяют взаимное расположение поверхностей, обработка которых не предусматривается чертежом (необрабатываемые поверхности), и поверхностей, подлежащих механической обработке. Поэтому в качестве первоначальных баз рекомендуется использовать необрабатываемые поверхности.
2.Первоначальные базы должны быть по возможности простыми; правильной геометрической формы; с наименьшей шероховатостью; на них недопустимо наличие различного вида неровностей (заусенцев; мест, где были расположены прибыли, литники, и т. п.); они должны иметь достаточные размеры; обеспечивать устойчивое положение заготовки на станке. При выполнении первой операции необходимо учитывать возмож-
ность перераспределения внутренних напряжений в заготовке.
После выполнения первой операции необходимо установить технологические базы для последующей обработки заготовки. Такими базами станут уже обработанные поверхности.
Решая вопросы выбора баз, следует стремиться к соблюдению прин-
ципов совмещения (единства) баз, постоянства баз и надѐжности бази-
рования.
Принцип совмещения (единства) баз заключается в том, что в качестве технологических баз стремятся выбирать поверхности, которые являются одновременно конструкторскими и измерительными базами. Это обеспечивает минимальную погрешность базирования.
Принцип постоянства заключается в том, что для выполнения всех операций используются одни и те же технологические базы (по возможности). Осуществление этого принципа снижает погрешности взаимного расположения поверхностей. Стремление к реализации принципа объясняется тем, что любая смена баз сопровождается возникновением погрешностей. Принцип постоянства баз в идеальном случае соблюдается, когда обработка всех поверхностей производится при одном установе. Принцип, практически в полной мере, используется при обработке с одного установа заготовок наиболее простых конструктивных форм (обработка на токарноревольверных станках, токарных автоматах и полуавтоматах и др.). Заготовки сложной формы, имеющие разнообразные поверхности, обрабатывают с одного установа при построении технологического процесса по принципу концентрации переходов на многоцелевых станках, станках с ЧПУ, многопозиционных станках-автоматах, на автоматических линиях.
38
Надѐжность базирования должна обеспечивать неизменность положения баз в процессе обработки.
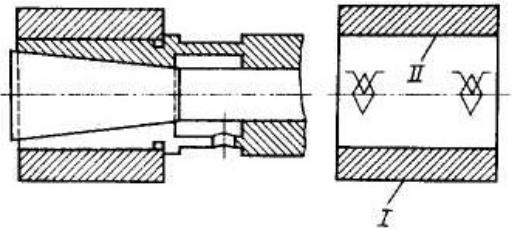
В большинстве случаев при установке заготовок используют явные базы. Однако, иногда, возникает необходимость перехода к скрытым базам. Например, при малом допускаемом отклонении от концентричности цилиндрических поверхностей I и II (рис. 6.16) в качестве технологической используют скрытую базу – ось точно обработанного отверстия (она реализуется с помощью беззазорной оправки).
Рис. 6.16. Схема использования скрытой базы
ВГОСТ 21495–76, ГОСТ 3.1107–81 и в литературе по технологии машиностроения приведены распространенные схемы базирования; примеры разработки схем; условные обозначения опор, зажимов и установочных устройств.
Впроцессе базирования заготовок могут возникать дополнительные погрешности, которые необходимо обязательно учитывать. Условия возникновения и методика оценки погрешностей базирования подробно рассмотрены в источнике [3].
Контрольные вопросы
1.Назовите условия появления погрешности базирования.
2.Чем отличается погрешность базирования от погрешности установки?
3.Что такое комплект баз?
4.Назовите основные принципы базирования.
5.При разработке процесса механической обработки не удалось выдержать принцип «совмещения» баз. Как это обстоятельство повлияет на точность обработки?
6.Объясните сущность принципа надѐжности базирования.
7.По каким признакам классифицируются базы?
8.Чем отличается схема базирования от схемы установки?
9.В связи с чем появилась необходимость рассмотрения темы «Базирование и базы в машиностроении»?
39
Т е м а 7. ПОГРЕШНОСТИ ЗАКРЕПЛЕНИЯ
При механической обработке на заготовку действуют силы резания, сила тяжести, силы инерции и другие силы. Под действием этих сил положение заготовки, достигнутое при базировании, может измениться. В результате возникнут дополнительные погрешности при обработке.
Для обеспечения надѐжности базирования заготовку закрепляют. Закреплением называется приложение сил и пар сил к заготовке или изделию для обеспечения постоянства их положения, достигнутого при базировании.
Закрепление, как элемент операции, неизбежно вызывает дополнительные погрешности (Wз), обусловленные следующими причинами, отражѐнными в формуле (7.1).
Wз = (Wз1 + Wз2 + Wз3) + Wп , |
(7.1) |
где Wз – общая погрешность закрепления; Wз1, Wз2, Wз3 – элементарные погрешности закрепления; Wп – погрешности положения.
Рассмотрим подробнее составляющие формулы (7.1).
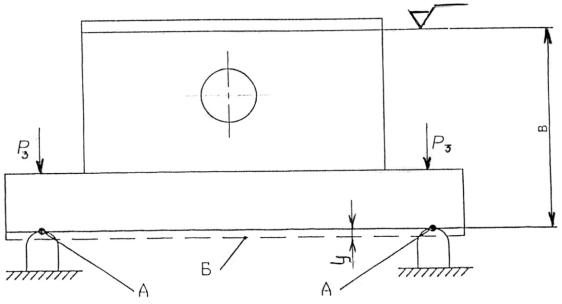
7.1.Контактные деформации (Wз1)
Врезультате действия силы закрепления происходит деформирование
встыке «технологическая база – установочные элементы приспособления», вследствие смятия микронеровностей поверхности. Процесс наглядно демонстрирует схема рис. 7.1.
Рис. 7.1. Схема контактных деформаций при закреплении
40