1.2 Қосиінді ыссы қалыптау баспақтары (қықб)
Қосиінді ыссы қалыптау баспақтары (ҚЫҚБ) түржиынды металдан ыссы көлемді қалыптаудың əртүрлі технологиялық үрдістерін орындауға арналған: ашық жəне жабық қалыптау, ыссы баспалауға т.б. Құрылымдық ерекшеліктеріне жəне технологиялық қлданылуына байылнысты параметрлеріне қарай ҚЫҚБ қарапайым əрекетті əмбебап баспақтар, ыссы баспалауға арналған баспақтар, екі əрекетті баспақтар жəне төмен соғылмаларды қалыптауға арналған баспақтар деп бөледі.
Қарапайым əрекетті əмбебап баспақтардың негізгі параметрлері мен өлшемдері МЕСТ 6809—80 ережеленген, номинальды күші 6,3 тен 63 МН дейін, сырғақ жүрісі Smax =200 ... 460 мм, минут ішіндегі жүріс саны 90 нан 40 дейін. Қазіргі кезде, баспақ жасау зауыттары күші 120 МН дейінгі ҚЫҚБ шығаратының айта кету керек [1].
Қосиінді ыссы қалыптау баспақтарының ерекшеліктері мынада:
а) жалпы баспақтың жəне жеке түзілімдерінің қатаң құрылымы;
б) сырғақтың күшейтілген бағыттаушылары;
в) сырғақ жүріс санының артуы.
Соңғы жылдар ішінде баспақ жасауда тұғыр құрылымының екі типі қолданылуда:
1) Рн < 25 МН баспақтарда — қалың тақтадан тұтаспісірілген ажырамайтын құрылым;
2) Рн > 25 МН баспақтарда — екі бөліктен құйылыппісірілген: құйылған негізден жəне құйылған жоғарғы мандайшадан, қалың қаңылтырдаң жасалған тіректерге пісіру жігі арқылы қатаң қосылған. Қаңқаның тұйықталуы тарту бұрандамаларымен қамтамасыз етіледі. Негіздің майысуын болдырмау үшін соңғысын құю немесе пісіру кезінде массивті жасайды.
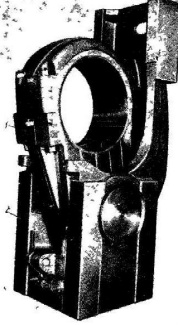
1.5 Сурет. – Ашық жетегі бар тік екі тіректі жабық бір қосиінді баспақ
ҚЫҚБ қолданудан, екінші типті тұғыр құрылымы технологиялық шарттар бойынша қажетті қатаңдыққа кепілдік беретінін көрдік. Қазіргі кездегі ҚЫҚБ басты орындаушы механизмдерін қосиінді-сырғақты, қосиінді- кулисалы немесе қосиінді-сыналы механизмдер сұлбасы бойынша орындайды. Механизмнің бірінші сұлбасы отандық жəне шетелдік баспақ моделдерінде кен қолданыс тапқан.
Қосиінді-сырғақты механизмнің қатаңдығын келесідей қамтамасыз етеді: эксцентрикті білікпен; ұзындығы реттелмейтін қысқа бұлғақпен 1 жəне екі бағытты массивті сырғақпен 2 (1.6 сурет) — тұғырдың негізгі бағыттаушыларындағы сырғақ призмалары жəне тұғырдың жоғарғы бөлігіндегі қосымша бағыттаушылардағы тұмсықтəрізді құйылманың жылжымасы. Жылжымалар арқылы қосымша бағыттау эксцентрикті жүктеу кезінде сырғақтың қисаюын азайтуға ықпал етеді, қалыптау дəлдігін де арттырады. Машинаны жасауда ҚЫҚБ еңбексиымдылығы біршама жоғары, сондықтанда, олардың құны ұқсас соғылмаларды өндіруге жарамды буауалы қалыптау тоқпақтарының құнынан бірнеше есе жоғары. Баспақты қолдану кезіндегі пайдалану шығындары
қалыптау тоқпақтарына қарағанда кішкене төмен, бірақ оң экономикалық əсерге жатқызуға келмейді. Жабық қалыптарда қалыптау жəне ыссы баспалаудың ілгерлемелі технологиялық үрдістерін енгізу кезінде ҚЫҚБ қолданған орынды. Осы үрдістер арқылы бастапқы материалды қолдану жақсарады: тоқпақтарда қалыптау кезінде металды пайдалану коэффициенті 40...50% дан 60...70% дейін артады, бұл өнімнің өзіндік құнын біршама төмендетеді. Сырғақтың енкею жəне құралдың жұмыстық бөлігінің ығысуын болдырмайтын жақсы бағыттауыштан басқа, ҚЫҚБ – да озық қалыптауды енгізуге ықпал ететін екінші фактор болып жоғарғы жəне төменгі итеріп шығарғыштың болуы табылады. Номинальды күші 16 МН дейінгі баспақтарда, басты механизмнен механикалық жетектің əртүрлі сұлбалары бойынша орындалатын итеріп шығарғыштарды қолданады. 1.7 суреттегі сұлба бойынша орындалған итеріп шығарғыштар келесі түрде жұмыс істейді. Жұмыстық жүріс аяқталған соң, сырғақтың 14 жоғары қарай жүрісі кезінде бұлғақ 5 тік жағдайдан солға қарай ауытқиды. Осы ауытқуға байланысты тіреу 6 мен стержн 7 арасындағы ара-қашықтық азаяды. Соңында, αт бұрылу бұрышы кезінде тіреу стержнды 7 ығыстыра бастайды. Соңғысы иінтірекке 8 əсер ете отырып, жоғарғы итеріп шығарғышқа 10 қажетті қозғалыс жасатады жəне қалыптың жұмыстық қуысынан соғылманы шығарады. Иінтіректі жүйенің кері қайтуы серіппенің 9 əсерінен орындалады, яғни итеріп шығарғыш келесі жұмыстық жүріс кезінде деформацияланатын металмен кері қысылады. Төменгі итеріп шығарғыштың жетегі, эксцентрикті білікте орналасқан жұдырықшамен 3 иінтірек 1 аунақшасына 2 əсерету арқылы іске келтіріледі. Иінтірек 1 ұзындығы реттелетін құрама тартқышты 4 жəне ол арқылы тартқышты да 12 тартады. Тартқыштың 12 жұдырықшалы тақтасы, төменгі итеріп шығарғышты 13 көтеретін тартқышты 11 басады. Жұдырықшаның 3 жұмыстық профилі, сырғақты біраз шамаға көтергеннен кейін соғылманы итеріп шығару орындалатындай ығыстырылған. Иінтірек жүйесі кері қайту үшін сұлбада керіқысу серіппесі қарастырылады.