Подшипниковые материалы скольжения
|
|
— материалы, применяемые для изготовления подшипников скольжения и обладающие антифрикционными св-вами. Подшипниковые материалы подразделяются на металлич. и неметаллич. К металлическим подшипниковым материалам относятся баббиты, сплавы на основе меди (бронзы), цинка, алюминия, а также нек-рые чугуны; к неметаллич. подшипниковым материалам — нек-рые виды пластмасс, материалы на основе древесины, углеграфитовые материалы, резина. Ряд подшипниковых материалов представляет собой сочетание материалов различной природы — металлов и пластмасс, углеграфитовых материалов и металлов и т. п. Баббиты на основе олова или свинца. Отличит, особенности всех баббитов: хорошая прирабатываемость, способность «поглощать» твердые частицы, отсутствие схватывания со сталью. К их недостаткам относятся низкие механич. св-ва при темп-рах 100° и выше, низкая теплопроводность, сравнительно малая усталостная прочность. Оловянистые баббиты более удобны в произ-ве, они легче заливаются по стали, меньше окисляются, не подвержены коррозии. При испытании на усталость переменным изгибом при равных напряжениях баббиты на основе олова и свинца (при одинаковой твердости) не отличаются по числу циклов до начала разрушения; при испытании же на усталость переменным изгибом при равных деформациях преимущество остается на стороне свинцовистых баббитов, вследствие значительно меньшей величины их модуля упругости. Баббиты применяются в подшипниках в виде слоя, залитого по корпусу вкладыша из бронзы, латуни, стали или чугуна. Наиболее прочное соединение заливаемого слоя баббита с корпусом вкладыша достигается спец. процессом заливки, включающим очистку поверхности корпуса и его облуживание. Тонкостенные вкладыши двигателя легкового автомобиля изготовляются штамповкой из биметаллич. ленты, получаемой непрерывной заливкой баббита по движущейся стальной калиброванной ленте. Усталостная прочность баббитового слоя повышается с уменьшением его толщины, у вкладышей нек-рых совр. автомобильных двигателей она составляет 0,1 мм и меньше. При правильной подготовке поверхности вкладыша и его заливке прочное соединение баббита и металла корпуса (бронза, сталь, чугун) происходит по всей поверхности вкладыша, что позволяет значительно уменьшать толщину слоя баббита. Способ механич. крепления баббита к вкладышу (путем устройства во вкладыше пазов и отверстий, заполняемых баббитом при заливке) пригоден лишь для малонапряженных подшипников.
Применяется П. м., представляющий собой стальную калиброванную ленту, на к-рую методом порошковой металлургии наносится пористый слой металла, содержащего 60% Си и 40% Ni. Поры этого слоя заполняют мягким баббитом (содержащим, напр., 3% Sn, 4% Sb, остальное свинец). Образующийся на медноникеле- вом слое третий «рабочий» слой имеет тол щину порядка 0,05 мм. Такой материал служит для изготовления в массовом произ-ве вкладышей подшипников автомобильных двигателей, он обладает высокой прирабатываемостью и значительно большей усталостной прочностью, чем обычные баббиты. Подшипниковые материалы на медной основе. К ним относятся оловянистые бронзы, свинцовистые бронзы, оловянносвинцовистые и нек-рые другие. Оловянистые бронзы применяются для подшипников, работающих при высоких уд. нагрузках и малых скоростях скольжения, оловянистосвинцови- стые бронзы типа ОС8-12 и ОС6-16 при средних уд. нагрузках и средних скоростях. Свинцовистые бронзы (25% РЬ и более) используются для наиболее напряженных подшипников двигателей в виде слоя, залитого по стали (индивидуальная заливка вкладышей, заливка бронзы по движущейся стальной ленте или получение на стальной ленте слоя бронзы из порошков меди и свинца методом порошковой металлургии с последующим изготовлением вкладышей штамповкой из биметаллич. ленты). Свинцовистые бронзы уступают баббитам по прирабатываемости и способности «поглощать» твердые частицы, но вместе с тем превосходят их по допустимой рабочей темп-ре и усталостной прочности. Для повышения усталостной прочности в свинцовистую бронзу вводится 1—2% олова. Из без оловянистых бронз наиболее высокими антифрикционными св-вами, приближающимися к св-вам оловянистых бронз, обладает сурьмянистая бронза. Для втулок подшипников, работающих при малых скоростях и невысоких уд. нагрузках, используются также катаные бронзы с малым содержанием свинца (напр., БрОЦС 4-3-4) и медноцинковые сплавы (томпак, латунь с 69% Си и 4% РЬ). Подшипниковые материалы на основе цинка применяются для замены в подшипниках и втулках оловянистосвинцовистых бронз. Сплав ЦАМ9-1,5 получил применение в отечественной пром-сти в качестве заменителя бронз в дышловых и буксовых подшипниках паровозов. Для тяжело нагруженных подшипников производится заливка сплава ЦАМ9-1,5 по стальному основанию вкладыша, поверхность к-рого предварительно оцинкована. Хотя твердость цинковых сплавов при комнатной темп-ре выше, чем у бронз, для замены к-рых они применяются, это различие при повыш. темп-рах уменьшается вследствие более сильного падения твердости цинковых сплавов. Цинковые сплавы можно также применять в пластически деформированном состоянии, в этом случае они имеют более высокие механич. св-ва. Подшипниковые материалы на основе алюминия начали широко применяться в связи с разработкой алюминиевых сплавов, приближающихся по св-вам к баббитам, и способов покрытия ими стали. Эти сплавы можно подразделить на пластичные, применяемые для облицовки рабочей поверхности стального корпуса вкладыша подшипника, и сплавы для изготовления монометаллич. вкладышей или втулок целиком из одного материала. Сплавы первой группы, применяемые в автомобилях (Морен 400, Гласье) и тракторах (ACM, ХВ-80), наносятся на сталь способом совместной прокатки пакета из этих металлов. Из биметаллич. полосы вкладыши изготовляются методом штамповки, а из сплава ХА750 вкладыши и втулки — методом отлипки. Применяется также индивиду- туре (разрозненные включения олова), получаемой в результате спец. отжига после пластич. деформирования; этот сплав применяется без поверхностного покрытия свинцовым сплавом. Сплав ХА750 используется в США для изготовления монометаллич. вкладышей и втулок взамен оло- вянистой и оловянистосвинцовистой бронз. При установке монометаллич. вкладышей из алюминиевых сплавов в стальной или чугунный корпус следует иметь в виду различие в их коэффициентах линейного расширения, что при нагреве в работе может быть причиной возникновения высоких напряжений и пластич. деформирования алюминиевого сплава. После охлаждения вкладыша зазор на валу может уменьшиться, вызывая заедание. С этим явлением надо также считаться при выборе соотношения толщины слоев в биметаллич. вкладышах с алюминиевыми сплавами. Металлокерамические (самосмазывающиеся) подшипниковые материалы изготовляются в виде пористых втулок путем спекания заготовок, спрессованных предварительно (в прессформах) из надлежащим образом обработанных металлич. порошков, часто с добавкой небольшого количества графита. Степень пористости обычно ок. 25%. Готовые втулки калибруются обжатием (резанием со стороны рабочей поверхности не обрабатываются) и пропитываются в вакууме маслом. По сравнению с баббитами пластичные подшипниковые материалы на основе алюминия имеют более высокую усталостную прочность, теплопроводность, механич. св-ва при повыш. темп-рах, меньший уд. вес. Их недостатки — сложность получения, меньшая способность к приработке и меньшая способность «поглощать» твердые частицы, необходимость применения сопряженного вала с высокой гладкостью поверхности и высокой твердостью. Улучшение прирабатываемости достигается гальванич. покрытием поверхности алюминиевого сплава тонким слоем (порядка 25 мк) свинцово- оловянного сплава (олово в количестве до 8% вводится в свинец для придания покрытию коррозионной стойкости). Чугун для подшипников, работающих при невысоких нагрузках и малых скоростях скольжения, должен иметь в литом виде (серый чугун) определенную микроструктуру, обеспечивающую ему необходимые антифрикц. св-ва (перлит средне- или крупнопластинчатый; без свободного феррита и свободного цементита; графит средней крупности; фосфидная эвтектика должна быть в виде изолированных включений). Твердость по Бринеллю такого чугуна до 240 кг!мм2. Чугун с глобулярным графитом применим при условии придания ему термич. обработкой перлитной струк туры, однако он обладает худшими антифрикц. св-вами. Подшипниковые материалы на основе пластмасс различаются по типу смол, материалу наполнителей, физич. св-вам, технологии изготовления, по условиям применения детали в конструкции и условиям эксплуатации. Подшипники из пластмасс на основе термореактивных фенолформальдегидных смол с наполнителями из ткани (текстолит), древесного шпона (лигнофоль), древесной крошки применяются в подшипниках, обильно смачиваемых водой, в условиях небольших скоростей скольжения. Текстолит является заменителем бронзы в подшипниках прокатных станов. Для подшипников применяются также термопластич. пластмассы — полиамиды найлон, капрон), политетрафторэтилен фторопласт-4). Втулки и вкладыши подшипников из полиамидов изготовляются отливкой под давлением или механич. обработкой из литых заготовок, а также в виде тонкого покрытия (напр., толщиной 0,1 мм) по металлич. основе подшипника. Они применяются для работы со смазкой маслом или водой. Сравнительно с др. пластмассами фторопласт-4 отличается наиболее низким коэфф. трения при малой скорости скольжения без смазки, к-рый сохраняется в интервале темп-р от —200 до +260°. Известны следующие подшипниковые материалы с использованием фторопласта-4 (тефлона): яковое или бакаутовоя дерево (уд. в. 1,3 г!см3, содержание смолы ок. 30%). Прессованную древесину (лигностон) получают путем спец. обработки дерева (в СССР — березы), состоящей из пропитки глюкозой (или др. веществами, уменьшающими водопоглощение), горячего прессования, термич. обработки. Лигнофоль (древеснослоистый пластик) состоит из ряда слоев березового шпона (толщина шпона порядка 1 мм), сложенных так, чтобы направление волокон соседних слоев находилось под прямым углом, пропитанных фенолформальдегидной смолой и спрессованных в условиях, вызывающих поликонденсацию смолы. Недостаток прессованной древесины — значит, водопоглощение. Подшипниковые материалы на основе древесины применяются в подшипниках прокатных станов, водяных турбин, валов корабельных винтов при обильной смазке водой. Вкладыш подшипника из лигностона и лигнофоля представляет собой обычно стальную кассету, в к-рой закрепляются плитки указанных материалов, направленные торцами к поверхности вала. Лигнофоль в подшипниках прокатных станов служит заменителем более дорогого текстолита. Допускаемая нагрузка и рабочая темп-ра подшипников из лигнофоля выше, чем у подшипников из лигностона. Графитоугольные подшипниковые материалы представляют собой продукт прессования и термич. обработки смеси нефтяного кокса с каменноугольной смолой; в эту смесь вводится небольшое количество натурального графита. Данный материал применяется для подшипников, работающих без смазки при невысоких уд. нагрузкаху темп-ре до 480°, в воздушной среде. Пористость графитоугольных материалов позволяет пропитывать их металлами или смолами, придающими им особые св-ва. Металлографитоугольные материалы допускают уд. нагрузку до 25 кг/см2 при работе всухую и до 40 кг!см2 при смазке; допустимая рабочая темп-ра зависит от св-в пропитывающего материала. Резина как П. м. применяется при смазке водой, малых уд. нагрузках и небольших скоростях скольжения. Резина закрепляется в металлическом вкладыше или втулке с рабочей стороны, в виде слоя, имеющего ряд продольных канавок для подведения воды к поверхности трения. Температурный режим работы подшипника 50—70°. Прочие подшипниковые материалы. Для подшипников скольжения иногда применяются сплавы на основе кадмия, по допустимым нагрузкам занимающие промежуточное положение между баббитами на основе олова и свинцовистой бронзой, такие сплавы используются в США для подшипников автомобильных двигателей. Серебро получило применение для наиболее напряженных подшипников нек-рых конструкций поршневых авиац. двигателей. Получение П. м. с широким варьированием св-в связано с дальнейшим использованием методов порошковой металлургии и развитием технологии металлизации. |
|
Какие материалы применяют при изготовлении подшипников |
|
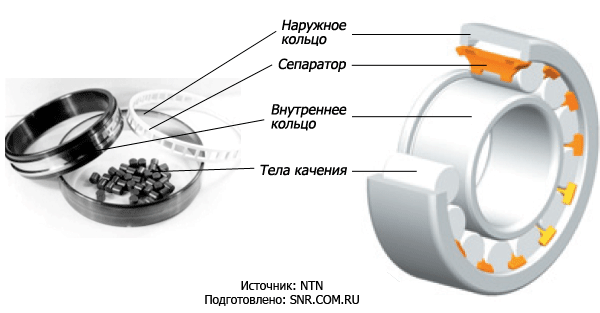
На кольца и элементы качения подшипников воздействует высокое повторяющееся давление при малом объеме скольжения. Сепараторы подвергаются растяжению, сжатию и контактному скольжению с элементами качения, и либо с одним, либо с двумя кольцами подшипника. Поэтому материалы, используемые для изготовления колец, элементов качения и сепараторов, должны обладать разными свойствами. Свойства материалов тел качения и колец подшипника:
Для изготовления колец и элементов качения подшипников, в основном, используют высокоуглеродистую хромистую сталь. Однако, если подшипники должны противостоять большим ударным нагрузкам, часто применяют низкоуглеродистые сплавы стали. Такие стали после науглероживания на соответствующую глубину обладают достаточной поверхностной прочностью, являются более ударопрочными, чем обычные закаленные стали, так как имеют более мягкий внутренний слой, поглощающий энергию. Материалы для изготовления сепараторов Основными материалами для изготовления сепараторов подшипников являются низкоуглеродистые стали. В зависимости от особенностей эксплуатации подшипника используются латунь или нержавеющая сталь. Для сепараторов, обрабатываемых механическим путем, применяются углеродистая сталь, высокопрочная латунь или синтетические смолы. Свойства материалов для изготовления сепараторов:
Таблица 1. Материалы применяемые при производстве отечественных подшипников
|
|
Конструкционные материалы, используемые при производстве подшипников NTN
|
Смотрите также:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Подшипники качения применяются в различных условиях: при низких и высоких температурах, в нейтральных и агрессивных средах (морская вода, кислоты и т.п.). И в связи с этим элементы подшипников изготавливаются из различных материалов. Ниже приведены сведения только о наиболее применяемых материалах.
Элементы подшипника
Конструкционные материалы для тел качения и колец подшипников
Во время работы подшипника в зоне контакта тел качения и колец возникают большие напряжения,деформации и силы трения. Однако при этом продолжительное время должны обеспечиваться высокая точность вращения, отсутствие вибраций и нормальная температура. Для достижения этого конструкционные материалы тел качения и колец подшипников должны соответствовать следующим требованиям:
Негативное влияние на эксплуатационные свойства сталей, которые являются наиболее применяемыми материалами в подшипниковом производстве, оказывают неметаллические соединения (например: сера, фосфор и кислород), образующиеся при выплавке стали:
Поэтому подшипниковая сталь должна проходить дополнительную обработку с целью удаления нежелательных включений. Для этого применяются усовершенствованные способы производства сталей, в частности вакуумирование и рафинирирование – электрошлаковый (ESR) и вакуумные (VIM,VAR, CEVM) переплавы.
Подавляющее большинство колец и тел качения подшипников, предназначенных для работы в неагрессивных средах при температурах менее +120ºС (иногда более), изготавливаются из высокоуглеродистых (содержание углерода около 1%) хромистых сталей. Такая сталь для повышения твердости (до HRC 58 … 65) может проходить либо поверхностную закалку, либо объемную (в этом случае происходит и увеличение прочности). Для крупногабаритных подшипников применяются стали с повышенным содержанием марганца (SUJ 3 и SUJ 5), что позволяет эксплуатацию и при низких температурах.
Высокоуглеродистые хромистые подшипниковые стали
Примечание: * JIS - Японские Индустриальные Стандарты.
Для работы в условиях ударных нагрузок, а также в случае применения посадок с большим натягом, применяются низкоуглеродистые стали с поверхностной цементацией, имеющие вязкую сердцевину.NTN использует цементируемые стали при производстве почти всех конических роликовых подшипников. В подшипниках малого и среднего размера – хромистые и хромомолибденовые (SC420 иSCM420), а подшипниках большого размера – никельхроммолибденовые (SNCM420 и SNCM815) стали.
Конические роликовые подшипники NTN
Цементируемые стали
Когда подшипники, изготовленные из обычных шарикоподшипниковых сталей, прошедшие стандартную термообработку, продолжительное время работают при температуре более 120 ºС, то происходит изменение размеров, падение твердости и снижение работоспособности подшипника. Если эксплуатация происходит при постоянно высокой температуре - этот процесс ускоряется. Поэтому проводят специальную термообработку (стабилизацию). В зависимости от максимальных рабочих температур различаются несколько уровней термической стабилизации, зависящие от технологии обработки и влияния на срок службы подшипников. Если температура эксплуатации подшипника превышает максимально допустимую температуру, то следуют использовать подшипник с более высоким уровнем термической стабилизации.
Стабилизация размеров
* для использования в формуле определения долговечности (млн. оборотов):
Lna = a1a2a3L10
где С - динамическая нагрузка, P - эквивалентная динамическая нагрузка, L10 - номинальный ресурс подшипника, a1 - коэффициент долговечности при надежности, отличной от 90%, a2 - коэффициент,зависящий от свойств конструкционного материала, a3 - коэффициент, зависящий от эксплуатационных условий.
При эксплуатации подшипников при температурах 150 … 200 ºС применяются стали с повышенным содержанием кремния (Si), что позволяет улучшить теплостойкость и другие эксплуатационные свойства металла. В этом случае также применяются и теплостойкие стали. Наибольшее распространение получили быстрорежущие стали с высоким содержанием вольфрама и молибдена. В случае применения в условиях высоких скоростей вращения элементы подшипников могут изготовляться из теплостойких молибденовых цементируемых сталей.
Быстрорежущие стали высокотемпературного применения
Подшипники, работающие в агрессивных средах, изготавливаются из коррозионно-стойких сталей мартенситного класса с высоким содержанием хрома.
Нержавеющая сталь для подшипников
Индукционная закалка позволяет упрочнять отдельную часть элемента подшипника (например, только дорожки качения колец), не затрагивая при этом остальную поверхность. Поэтому свойства незакаленной поверхности остаются прежними, что позволяет разным поверхностям одного элемента иметь разные рабочие характеристики. Для индукционной закалки используют сталь с пониженным содержанием углерода. Для крупногабаритных подшипников и подшипников, имеющих большие площади обработки, индукционная закалка проводится для сталей содержащих хром и молибден(сталь SCM440).
Легированная сталь для индукционной закалки
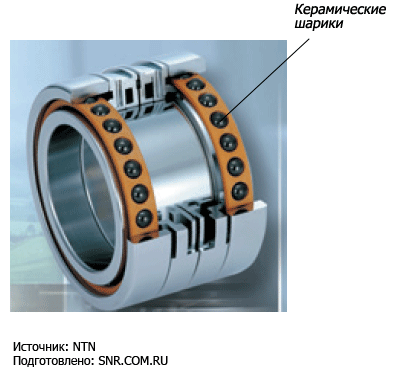
Для работы в условиях высоких скоростей и температур, агрессивной среды элементы подшипников могут быть изготовлены из керамики - нитрида кремния (Si3N4).
Сравнение характеристик нитрида кремния и обычной подшипниковой стали
Подшипник с керамическими телами качения (из нитрида кремния)
Конструкционные материалы для сепараторов подшипников
Конструкционные материалы для сепараторов должны выдерживать вибрации и ударные нагрузки, действие центробежных сил, иметь низкий коэффициент трения, быть способными воспринимать относительно большие перепады температур.
В подшипниках малого и среднего размера применяются штампованные сепараторы, изготовленные из малоуглеродистого (содержание С около 0.1%) горячекатаного или холоднокатаного стального листа. Сепараторы из нержавеющей стали чаще всего изготавливаются из аустенитной нержавеющей стали.
Конструкционные материалы для штампованных сепараторов из малоуглеродистой стали
Примечание: BAS - Японская Подшипниковая Индустриальная Ассоциация.
Конструкционные материалы для штампованных сепараторов из нержавеющей стали
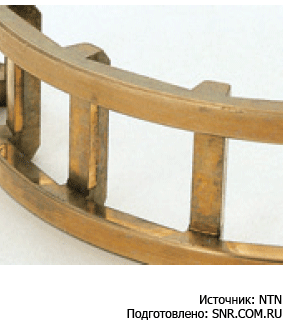
В крупногабаритных подшипниках используют механически обработанные стальные и латунные сепараторы. Стальные механически обработанные сепараторы применяются и тогда, когда существует опасность возникновения в латунном сепараторе трещин, вызванные химическими реакциями, либо подшипники эксплуатируются при высоких температурах (свыше 200-250ºС). Для сепараторов крупногабаритных подшипников также могут использоваться алюминиевые сплавы и другие материалы.
Латунный сепаратор роликового подшипника
Конструкционные материалы для стальных механически обработанных сепараторов
Конструкционные материалы для латунных механически обработанных сепараторов
В подшипниках авиационных двигателей используются сепараторы из латуней и среднеуглеродистых сталей, содержащих никель, хром и молибден, которые прошли специальную термообработку и высокотемпературный отпуск. Для уменьшения трения скольжения сепараторы могут покрываться серебром.
Для изготовления литых под давлением полимерных сепараторов используются армированные стекловолокном полиамиды. Такие сепараторы имеют небольшой вес, высокую сопротивляемость коррозии, превосходную упругость и низкий коэффициент трения скольжения. Полиамидные сепараторы предназначены для работы в температурном диапазоне -40 … +120ºС, при более высокой и низкой температурах такие сепараторы быстро выходит из строя.
Помимо вышеперечисленных материалов, подшипники специального назначения могут оснащаться сепараторами из синтетических материалов, полимерных и металлических сплавов. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||