

Продукция и ее производство. Жизненный цикл продукции. Идентификация продукции. Комплектация. Документы, связанные с продукцией.
Результатом любого производственного процесса является создание продукции. Характер производимой продукции определяет специфику конкретного производства. Это касается объемов производства, его сложности, сроков, стоимости и ряда других показателей. На рис. 1.1 приведена укрупненная классификация видов продукции.
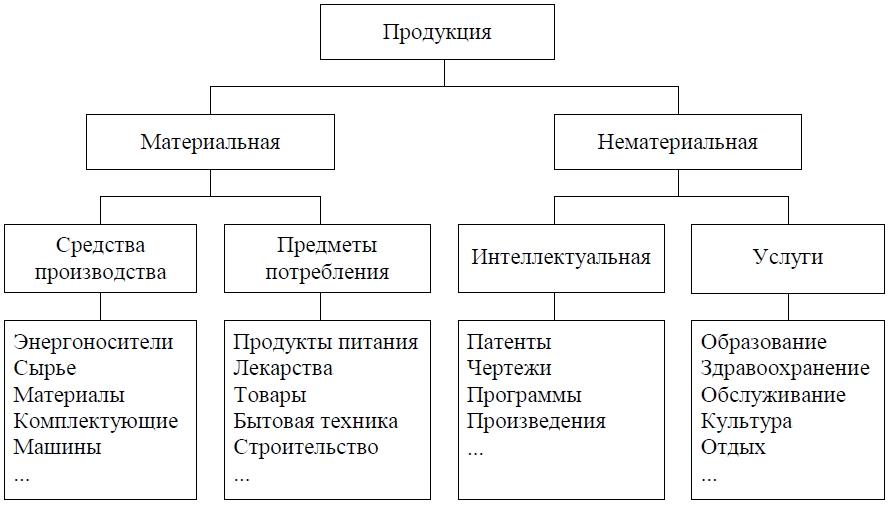
Рис. 1.1
Нематериальная продукция имеет значительный вес в структуре производства высокоразвитого общества. К нематериальной продукции можно отнести интеллектуальную продукцию, а также услуги. Интеллектуальная продукция по сути своей является информацией, которая может быть материализована путем размещения на определенном носителе (например, бумажные и электронные печатные издания).
Особенностью услуги является то, что она оказывается в непосредственном контакте с потребителем (лечение, обучение и т. п.). Сфера услуг современного общества постоянно расширяется, включая все новые виды нематериальной продукции.
В процессе создания и использования продукции можно укрупненно выделить ряд характерных этапов, которые называют жизненным циклом продукции (рис. 1.2).
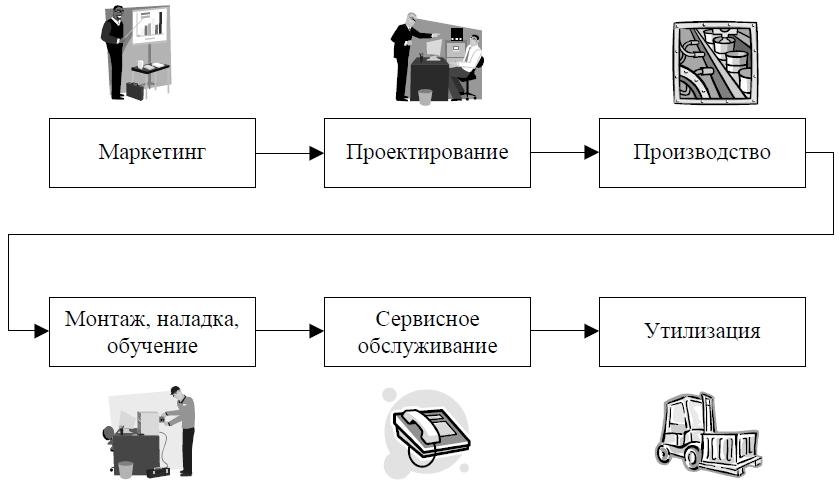
Рис. 1.2
На этапе маркетинга на основе тенденций рыночного спроса определяются требования к будущей продукции – ее потребительские характеристики, объемы спроса, возможная цена реализации.
В ходе проектирования требования к продукции переводятся в ее технические характеристики (конструкцию, применяемые материалы, технологию производства). Результатом проектирования является интеллектуальная продукция – конструкторско-технологическая документация, необходимая для организации и выполнения процессов производства.
На этапе производства осуществляется выпуск продукции или оказание услуги. Для этого предварительно может потребоваться создание специальной инфраструктуры (производственных мощностей), обучение персонала, закупка сырья, материалов, комплектующих изделий.
Монтаж, наладка, обучение имеют разный характер для различных видов продукции. Так, если для производственного оборудования монтажные, пусконаладочные работы и обучение обычно выполняются производителем продукции, то бытовую технику зачастую монтирует и налаживает сам потребитель (установка телевизора и его настройка), а обучение заключается в изучении соответствующих инструкций.
Сервисное обслуживание позволяет поддерживать потребительские характеристики продукции в процессе ее использование. Сервисное обслуживание обычно включает гарантийное и послегарантийное обслуживание. Для программного обеспечения, которое относится к интеллектуальной продукции, применяются сопровождение и поддержка пользователей.
Утилизация продукции завершает ее жизненный цикл безопасно для человека и окружающей среды. В ряде стран установлены жесткие требования к утилизации, в соответствии с которыми в цену продукции включается стоимость ее будущей утилизации. Для эффективной утилизации применяется раздельный сбор отходов, при котором их сортировка осуществляется потребителями в местах сбора. Там устанавливаются контейнеры для следующих категорий отходов: бытовой мусор, бумага, стекло, пластические упаковки, алюминиевые банки, батарейки, минеральные и растительные масла, ткани. Отдельно собираются бытовая техника и крупногабаритные предметы (мебель и т. п.). Хорошо поставленные процессы сбора и переработки позволяют в высокоразвитых странах в ряде случаев повторно использовать более 90 % требуемых для производства продукции материалов.
Для управления процессами производства требуется четко определять продукцию на всех стадиях ее жизненного цикла. С этой целью применяются различные способы идентификации, в результате которых в информационную систему заносятся данные о продукции, связанные с ее уникальным кодом – идентификатором. Таким образом, идентификатора достаточно, чтобы получить из системы всю необходимую информацию о продукции. Чтобы исключить возможные ошибки, идентификаторы наносят либо непосредственно на изделия в процессе производства (номера, штрих-коды), либо на отдельные носители, сопровождающие изделия (наклейки, бирки, сопроводительные листы).
При описании продукции используются следующие данные:
наименование;
кодовое обозначение;
внешний вид;
единица измерения;
параметры;
варианты;
версии.
Наименование продукции должно быть кратким и понятным для всех лиц, участвующих в процессах производства. Для однозначности понимания названий в организациях создают словари терминов, из которых по определенным правилам формируются наименования.
Кодовые обозначения более компактны по сравнению с наименованиями и могут нести в себе информацию о некоторых свойствах продукции. Примером кодового обозначения является принятое в ЕСКД чертежное обозначение изделий, которое несет информацию о принадлежности изделия к определенному уровню разузлования конечного изделия.
Внешний вид является хорошим способом быстрой идентификации изделий в информационных системах. При этом применяются фотографии, уменьшенные чертежи (эскизы) или модели, включая трехмерные.
Для идентификации характеристик продукции осуществляется ее классификация, в ходе которой выделяются определенные группы продукции (классы), обладающие одинаковым набором характеристик – параметров. Среди параметров продукции можно также выделить определенные группы, определяющие функциональные возможности, конструкционные и технологические особенности, затраты на обеспечение функционирования продукции. Так, для бытового холодильника к функциональным параметрам можно отнести емкость и степень заморозки, к конструкционным – габариты и вес, а к затратным – потребляемую мощность и срок службы.
Для сложной технической продукции часто используется понятие «вариант», когда изменение ряда потребительских свойств достигается варьированием отдельных элементов, входящих в состав продукции. Например, при заказе определенной модели автомобиля могут варьироваться мощность двигателя, цвет кузова, обшивка салона, дополнительное оборудование.
Для идентификации изменений продукции во времени применяется понятие версии. Это особенно часто используется при разработке интеллектуальной продукции, например программного обеспечения.
В процессе производства сложную продукцию изготавливают из различных материалов и комплектующих изделий. Состав изделия называют его комплектацией. Комплектация определяет сколько и каких материалов или других изделий требуется для производства единицы продукции (в ряде областей, например в пищевой, химической или фармацевтической промышленности аналогом комплектации является рецептура). Поскольку в составе некоторого сложного изделия могут быть другие сложные изделия, то в общем случае структура продукции может быть представлена ориентированным графом (рис. 1.3), узлами которого являются составные части продукции, а дугами – входимость одних изделий в другие. Показанное на дугах количество входящих изделий называют коэффициентом комплектации.

Рис. 1.3
При описании структуры продукции и процессов производства используют следующие связанные с комплектацией изделий понятия:
конечное изделие – изделие, создаваемое в ходе производственного процесса;
комплектующее изделие – изделие, входящее в комплектацию другого изделия; может быть собственного производства или покупным;
полуфабрикат – изделие в процессе обработки (не завершившее цикл обработки);
материал – однородное вещество определенной формы, из которого изготавливают продукцию;
заготовка – материал заданного размера, из которого будет изготавливаться деталь;
деталь – простое изделие, изготовленное из одного вида материала;
сборочный узел – сложное изделие, изготовленное путем сборки некольких деталей или других узлов;
стандартное изделие – изделие, на которое установлены требования в виде стандартов (отраслевых, национальных, международных);
покупное изделие – изделие, которое приобретается у сторонних производителей.
На разных этапах жизненного цикла продукции для ее описания применяется ряд документов, которые используются производственным персоналом в целях управления производством. В табл. 1.1 представлены выделенные в ГОСТ 2.102–68 виды конструкторских документов.

Технические условия (ТУ) являются техническим документом, который разрабатывается по решению разработчика (производителя) или по требованию заказчика (потребителя) продукции и устанавливает технические требования, которым должны удовлетворять конкретное изделие, материал, вещество или их группа. Кроме того, в ТУ должны быть указаны процедуры, с помощью которых можно установить, соблюдены ли данные требования. Технические условия являются неотъемлемой частью комплекта конструкторской или другой технической документации на продукцию, а при отсутствии документации должны содержать полный комплекс требований к продукции, ее изготовлению, контролю и приемке. Состав, построение и оформление ТУ должны соответствовать требованиям ГОСТов, входящих в систему ЕСКД. Согласно этим требованиям, ТУ должны содержать вводную часть и разделы, расположенные в следующей последовательности:
технические требования;
требования безопасности;
требования охраны окружающей среды;
правила приемки;
методы контроля;
транспортирование и хранение;
указания по эксплуатации;
гарантии изготовителя.
Чертеж – это технический документ, содержащий контурное изображение изделия, а также другие данные, необходимые как для изготовления, контроля и идентификации изделия, так и для работы с самим документом. В соответствии с требованиями ЕСКД чертеж кроме изображения изделия включает рамку и основную надпись, содержащие дополнительную информацию об изделии и о чертеже:
обозначение изделия;
наименование изделия;
материал;
наименование организации;
масштаб чертежа;
номер страницы и общее число страниц;
массу изделия;
литеру изменения;
информацию о тех лицах, кто разработал, проверил, провел нормоконтроль и утвердил чертеж (фамилия, подпись, дата);
информация о внесении изменений (номер изменения, страницы, номер документа, дата, подпись).
В зависимости от своего предназначения или от изображенного изделия чертежи подразделяются на ряд видов.
Чертеж детали содержит изображение детали, все ее размеры, сведения о материале и способе обработки (допуски, точность, шероховатость, покрытие и т. д.). Этой информации должно быть достаточно для изготовления или контроля детали.
Сборочный чертеж содержит изображение сборочной единицы и другие данные, необходимые для ее сборки и контроля. Сборочный чертеж должен содержать:
изображение сборочной единицы, которое дает представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу, и обеспечивающее возможность осуществления сборки и контроля сборочной единицы;
размеры, которые должны быть выполнены или проконтролированы по данному сборочному чертежу;
указания о выполнении неразъемных соединений;
номера позиций составных частей, входящих в изделие;
габаритные размеры изделия;
установочные, присоединительные и другие необходимые справочные размеры.
Спецификация определяет состав сборочной единицы, комплекса, комплекта. В спецификации содержится подробное перечисление узлов и деталей какого-либо изделия, конструкции, установки и т. п., входящих в состав сборочного или монтажного чертежа. Спецификация имеет вид таблицы, столбцами которой являются формат чертежа, зона чертежа, позиция на чертеже, обозначение, наименование, количество и примечание.
Операционная карта – технологический документ, который содержит перечень переходов, установок и применяемых инструментов.
Маршрутная карта представляет описание маршрутов движения по цеху изготовляемой детали.
Маршрутно-технологическая карта (рис. 1.4) сочетает описание технологического маршрута и выполняемых в нем операций. В описании маршрута указываются номера цехов, участков и рабочих мест. В описании операций присутствуют сведения о материалах и комплектующих изделиях, требования к квалификации рабочих, нормативы времени на подготовку и выполнение операций.
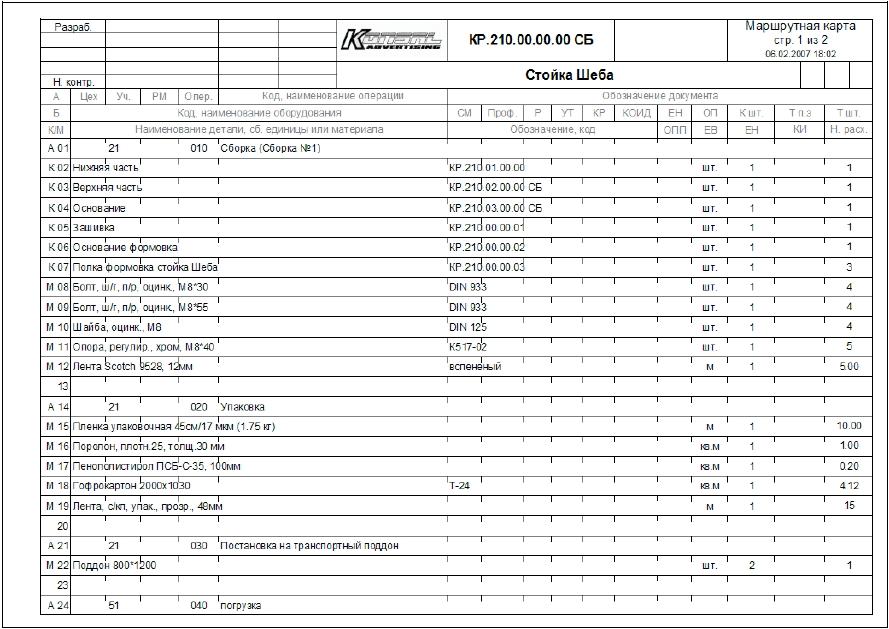
Рис. 1.4