

2.2.3. Режим «Технология»
Данный режим является третьим в строке панели выбора режимов и служит для расчета траектории движения инструмента и получения управляющей программы.

Система SprutCAM позволяет выполнять обработку формообразующих поверхностей различной сложности. Совокупность технологических операций определяет процесс обработки детали. Проектирование технологического процесса начинается с выбора станка, на котором будет производиться обработка. От типа станка и его параметров зависят набор доступных операций, их возможности, параметры по умолчанию и дальнейшее поведение системы. Например, если выбран токарный станок, то доступны только токарные операции, если фрезерный – только фрезерные, а если токарно-фрезерный, то доступны и фрезерные, и токарные операции. При выборе 5ти-координатного фрезерного станка у ряда 3D операций появляется возможность позиционирования поворотной головки и т.д.
Для смены станка необходимо выбрать корневой узел технологического процесса и нажать кнопку «Параметры» (Рис.15). В левой части открывшегося окна представлен список доступных станков (Рис.16). В правой части окна отображаются характеристики выбранного станка, которые могут быть отредактированы.

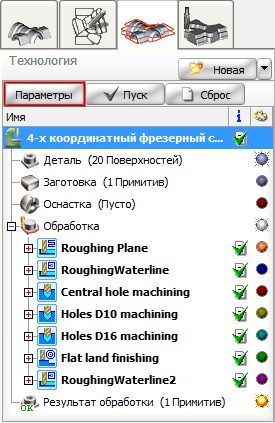
Рис.15. Корневой узел техпроцесса Рис.16. Список станков Прежде чем приступить к формированию последовательности операций необходимо задать обрабатываемую деталь, заготовку и оснастку для всего технологического процесса. То есть, сначала следует определить, что требуется получить (деталь), из чего (заготовка), а потом уже как этого достичь (последовательность обработки).
Деталь техпроцесса будет контролироваться большинством создаваемых в дальнейшем операций вне зависимости от того, обрабатывает указанная операция всю деталь либо какую-то её часть.
Заготовка техпроцесса обязательно должна быть указана. Модель заготовки обязательно твёрдотельная, т.е. ограничивает замкнутый объем пространства. Заготовка может быть задана телами, построенными на базе кривых или описанными вокруг детали. Она определяет исходную геометрическую форму обрабатываемой заготовки, которая изменяется при переходе от операции к операции. Таким образом, заготовка каждой последующей операции является результатом обработки предыдущей. Соответственно, при изменении текущей операции меняются исходные данные для расчета последующих операций, что приводит к их сбросу. Заготовка техпроцесса также используется в режиме моделирования в качестве исходной заготовки.
Оснастка техпроцесса должна определять начальные ограничения на обработку. Если в операциях не переопределять положение оснастки, то эти ограничения будут распространяться на все операции.
Результат обработки – материал, оставшийся после обработки начальной заготовки операции. Узел добавлен для возможности визуального контроля остаточного материала. Узел рассчитывается автоматически и его параметры не редактируются. Если траектория операции не посчитана, то в качестве результата Обработки выдаётся неизменённая модель начальной заготовки операции.
В режиме технологии верхняя половина окна содержит структурированную последовательность технологических операций и узлы для доступа к основным параметрам. В нижней части окна отображаются параметры выбранного элемента (Рис.17):
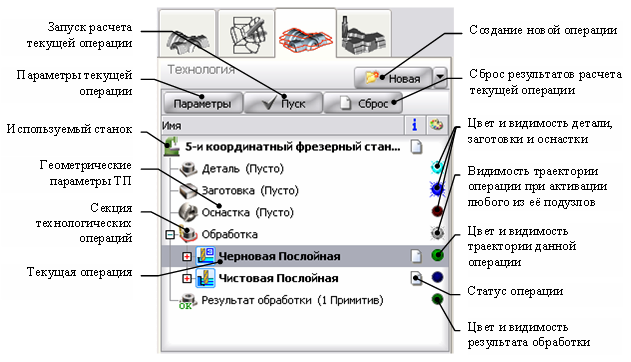
Рис.17. Рабочее окно
«Новая» – открывает окно создания новой операции. Если текущей является групповая операция, то новая операция будет создаваться внутри группы. В противном случае, новая операция будет вставлена после текущей.
«Параметры» открывает окно редактирования параметров текущей операции: инструмент, подача, подход-отход, параметры, стратегия.
«Пуск» запускает расчет траектории для текущей операции. Если выбранной операцией является группа, то будут рассчитаны все операции внутри нее.
«Сброс» сбрасывает результаты расчета текущей операции. Если текущей является группа, то будут сброшены все операции внутри нее.
Текущая операция может быть удалена, переименована, скопирована или вырезана в буфер обмена. Напротив каждой операции имеется иконка, отображающая статус операции:
![]() -
операция выключена. Она не будет
рассчитываться, выводиться в управляющую
программу и учитываться операциями
доработки остаточного материала.
Включить или выключить операцию можно
двойным нажатием мыши на иконку её
статуса. Группа операций выключена,
если выключены все операции внутри нее.
-
операция выключена. Она не будет
рассчитываться, выводиться в управляющую
программу и учитываться операциями
доработки остаточного материала.
Включить или выключить операцию можно
двойным нажатием мыши на иконку её
статуса. Группа операций выключена,
если выключены все операции внутри нее.
![]() - операция не рассчитана (не имеет
траектории).
- операция не рассчитана (не имеет
траектории).
![]() -
операция рассчитана (имеет траекторию).
Группа операций рассчитана, если
рассчитаны все операции внутри нее.
-
операция рассчитана (имеет траекторию).
Группа операций рассчитана, если
рассчитаны все операции внутри нее.
![]() -
операция рассчитана и отмоделирована
без ошибок. Группа операций отмоделирована,
если отмоделированы все операции внутри
нее.
-
операция рассчитана и отмоделирована
без ошибок. Группа операций отмоделирована,
если отмоделированы все операции внутри
нее.
![]() - в процессе моделирования операции
были обнаружены ошибки. Группа операций
помечается ошибочной, если внутри нее
есть хотя бы одна ошибочная операция.
- в процессе моделирования операции
были обнаружены ошибки. Группа операций
помечается ошибочной, если внутри нее
есть хотя бы одна ошибочная операция.
Для создания новой
технологической операции необходимо
нажать кнопку![]() .
.
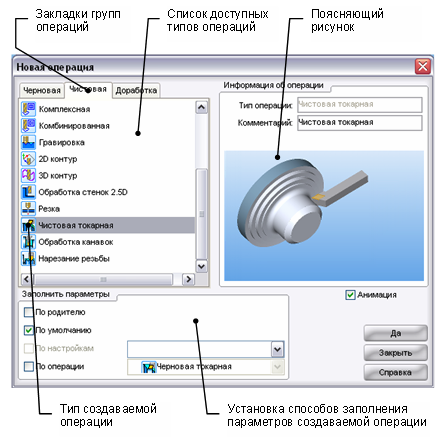
Рис.18. Создание операции
В поле типа операции выбирается тип вновь создаваемой технологической операции (Рис.18). Для удобства все операции разделены на три группы: черновые, чистовые и операции доработки. При выборе той или иной группы изменяется список типов операций.
Черновые операции обеспечивают выборку всего материала заготовки, который находится вне обрабатываемой модели и за пределами запрещенных зон. Как правило, черновые операции используются для первичной выборки материала в случаях, когда форма и размеры обрабатываемой детали значительно отличаются от формы и размеров заготовки.
Чистовые операции производят только обработку поверхности детали, без выборки материала. При выборе пунктов меню «комплексная» или «построчная оптимизированная», система создает сразу пару смежных операций с характерными настройками по умолчанию. Обычно чистовые операции используются для окончательного формирования поверхности детали после предварительной (например, черновой) обработки, а также и без неё в случаях небольшого отличия детали от заготовки или при использовании заготовки из легкообрабатываемого материала.
Операции доработки позволяют производить обработку только в тех областях, в которых остался не удаленный материал после обработки предыдущими операциями. При этом создаются те же самые черновые или чистовые операции, только по-другому инициализируются параметры. Черновые операции при доработке производят выборку всего остаточного материала, а чистовые – обрабатывают поверхность детали только в местах недоработок. Операции доработки позволяют оптимизировать обработку сложных деталей. Их целесообразно использовать для черновой или чистовой доработки инструментом другой формы или меньшего диаметра, чем у предыдущих операций.
После создания операции система автоматически заполняет значения всех её параметров в соответствии с методом обработки, габаритами детали, настройками системы и т.д., либо копирует значения параметров из ранее созданной операции. Таким образом, операция полностью готова к выполнению сразу после создания.
У технолога имеется возможность проконтролировать и, при необходимости, откорректировать значения параметров текущей операции (выбирать инструмент, корректировать подачу, изменять стратегию и т.д.) (Рис.19). Для открытия окон редактирования параметров текущей операции следует воспользоваться кнопкой «Параметры». Следует учесть, что изменение параметров операции влечет за собой изменение траектории инструмента и порядка технологических команд. В результате этого, при корректировке значений параметров рассчитанной операции, результаты расчётов будут сброшены. Следовательно, для получения новой траектории операцию необходимо пересчитать.
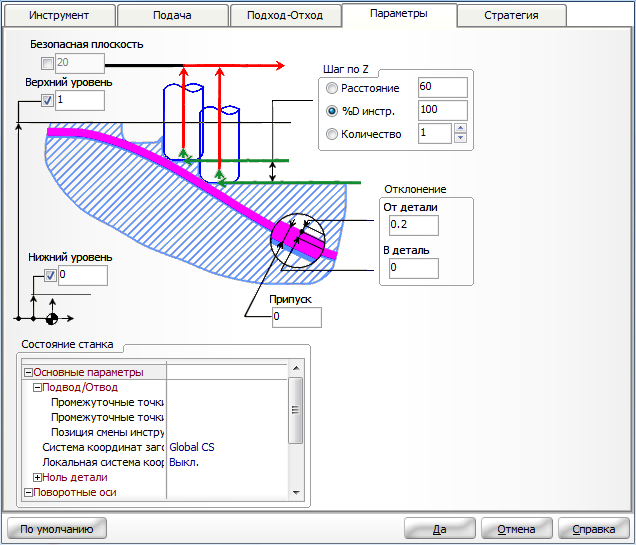
Рис.19. Параметры операции
Запуск на выполнение операции
осуществляется нажатием кнопки![]() .
Расчет траектории для сложных моделей
с большим количеством элементарных
поверхностей может занять значительное
время.
.
Расчет траектории для сложных моделей
с большим количеством элементарных
поверхностей может занять значительное
время.
Более подробно обо всех возможных типах операций и возможностей их редактирования можно прочитать в справке, нажав клавишу F1 и выбрав пункт «Создание технологии обработки».