

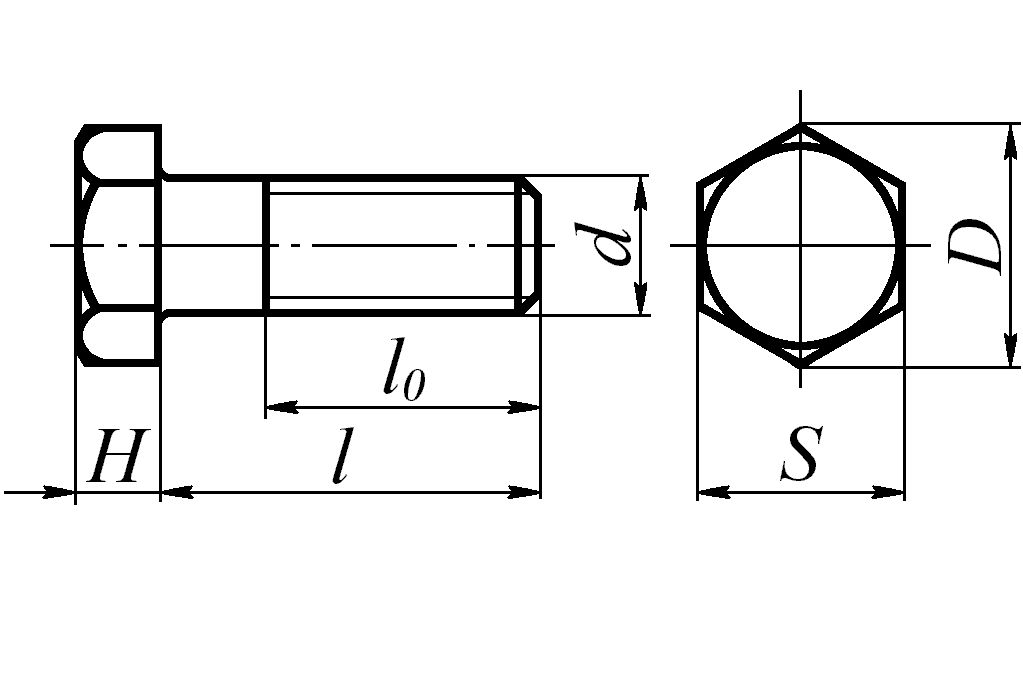
Болты с шестигранной уменьшенной головкой, мм (гост 7808-70)
|
|||||
d |
S |
H |
D |
l |
l0 |
6 |
10 |
5 |
11,5 |
8...60 |
l0 = l при l ≤ 25 l0 = 18 при l ≥ 25 |
8 |
12 |
5 |
13,2 |
8…60 |
l0 = l при l ≤ 25 l0 = 22 при l ≥ 30 |
10 |
14 |
6 |
15,5 |
10…80 |
l0 = l при l ≤ 30 l0 = 26 при l ≥ 35 |
12 |
17 |
7 |
18,9 |
14…100 |
l0 = l при l ≤ 30 l0 = 30 при l ≥ 35 |
16 |
22 |
9 |
24,5 |
20…120 |
l0 = l при l ≤ 40 l0 = 38 при l ≥ 45 |
20 |
27 |
11 |
30,2 |
25…150 |
l0 = l при l ≤ 50 l0 = 46 при l ≥ 55 |
24 |
32 |
13 |
35,8 |
35…150 |
l0 = l при l ≤ 60 l0 = 54 при l ≥ 65 |
Примечание: размер l в указанных пределах из следующего ряда чисел – 10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150 |
|||||
Для крепления редуктора к плите или раме опорная поверхность корпуса выполняется обычно в виде отдельных платиков, расположенных в районе установки болтов или шпилек. Места крепления корпуса к плите или раме оформляются в виде ниш, расположенных по углам корпуса. Если нишу не удается расположить в углу корпуса, то ее выносят на боковую стенку. Когда это возможно, корпус крепят к раме винтами снизу.
Корпус редуктора должен подвергаться обязательной окраске необработанных поверхностей с внутренней стороны маслостойкой краской, с наружной стороны нитроэмалью.
Конструктивная форма корпуса цилиндрического редуктора, описанная выше, не является единственно возможной. При необходимости допустимо создание и другие конструкции.
При конструировании корпусных деталей редукторов других типов общие вопросы конструирования (выбор толщины стенок, размеров фланцев, оформление мест крепления, форма проушин и др.) не отличаются от рассмотренных выше.
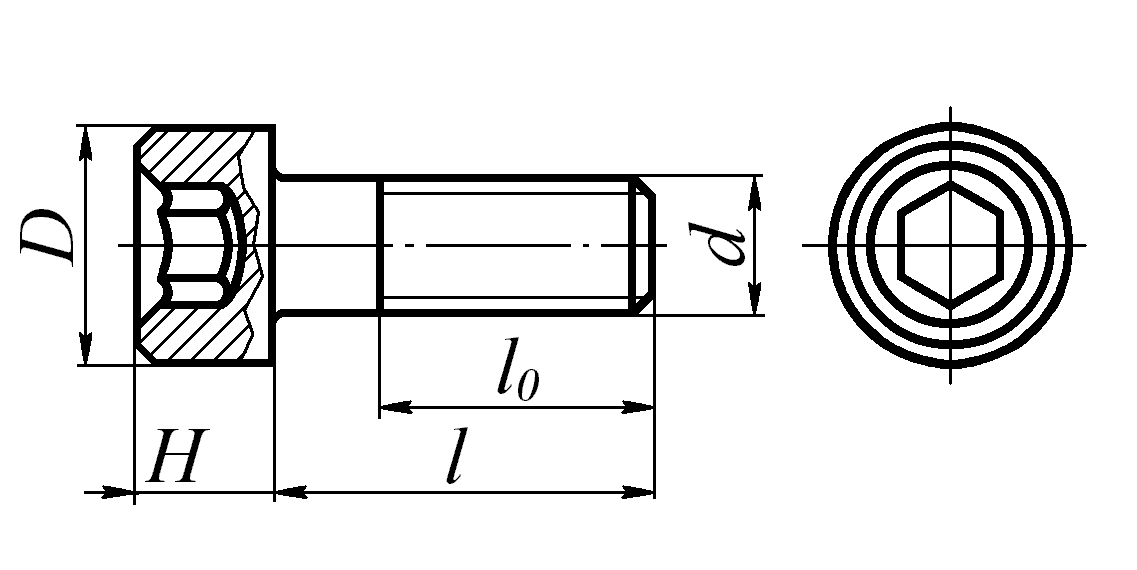
Таблица 3.15
Винты с цилиндрической головкой и шестигранным углублением «под ключ», мм (гост 11738-84)
|
||||
d |
H |
D |
l |
l0 |
8 |
8 |
13 |
12…60 |
l0 = l при l ≤ 25 l0 = 22 при l ≥ 30 |
10 |
10 |
16 |
16…70 |
l0 = l при l ≤ 30 l0 = 26 при l ≥ 35 |
12 |
12 |
18 |
20…80 |
l0 = l при l ≤ 30 l0 = 30 при l ≥ 35 |
16 |
16 |
24 |
25…100 |
l0 = l при l ≤ 40 l0 = 38 при l ≥ 45 |
20 |
20 |
30 |
20…120 |
l0 = l при l ≤ 50 l0 = 46 при l ≥ 55 |
24 |
24 |
36 |
35…120 |
l0 = l при l ≤ 60 l0 = 54 при l ≥ 65 |
Примечание: размер l в указанных пределах из следующего ряда чисел – 10, 12, 14, 16, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120 |
||||
Корпуса конических и коническо-цилиндрических редукторов. Отличительной особенностью корпусов указанных редукторов является прилив, в котором размещают комплект вала конической шестерни со стаканом, крышкой и подшипниками. На рис. 3.39 показана современная форма корпуса коническо-цилиндрического редуктора. Для повышения жесткости прилива (бобышки) для опор вала конической шестерни его связывают ребрами с корпусом и крышкой редуктора. Форма прилива при наблюдении его по стрелке А может быть круглой или квадратной. Меньший расход металла характеризует квадратную форму платика. Соответствующая форма придается фланцам стакана и крышке подшипника. Размер Dф находится в зависимости от наружного диаметра Dк крышки подшипника.
Остальные элементы корпуса коническо-цилиндрического редуктора такие же, как и цилиндрического.
Корпуса червячных редукторов. Корпуса червячных редукторов конструируют двух исполнений: неразъемные (при аw ≤ 200 мм), с двумя окнами на боковых стенках, через которые при сборке вводят в корпус комплект вала с червячным колесом, и разъемные (плоскость разъема располагают по оси вала червячного колеса).
Боковые крышки неразъемных корпусов центрируют по переходной посадке и крепят к корпусу винтами (рис. 3.40). Диаметры винтов принимают по табл. 3.15. Расстояние между винтами l ≈ 10 d.
Для удобства сборки диаметр отверстия окна выполняют 2…5 мм больше максимального диаметра daм2 колеса. Чтобы добиться необходимой жесткости, боковые крышки выполняют с высокими центрирующими буртиками и с шестью радиально расположенными ребрами. Соединение крышек, с корпусом уплотняют резиновыми кольцами круглого сечения.
На рис. 3.41 показана конструкция разъемного корпуса червячного редуктора с нижним расположением червяка. Размеры отдельных элементов корпусных деталей принимают по соотношениям, приведенным в табл. 3.12.
Для увеличения жесткости червяка его опоры максимально сближают. Места расположения приливов определяют прочерчиванием. Боковые стороны редуктора оказываются достаточно протяженными и стяжных болтов, расположенных в районе подшипниковых отверстий вала червячного колеса, оказывается недостаточно. Поэтому на фланцах меньшей толщины устанавливают дополнительно стяжные болты меньшего диаметра.
Для контроля за правильностью зацепления и расположением пятна контакта, а также для заливки масла в крышке корпуса предусматривают люк. При верхнем расположении червяка через люк в крышке корпуса невозможно наблюдать за зубьями колеса, так как их закрывает червяк. Поэтому в корпусе на узкой боковой стенке делают смотровое окно , через которое наблюдают за расположением пятна контакта на зубьях колеса при регулировке зацепления во время сборки редуктора. После сборки редуктора это окно закрывают крышкой, в которую может быть вмонтирован маслоуказатель.
Крепление крышки к корпусу в случае верхнего расположения червяка осуществляют винтами с цилиндрической головкой (или шпильками), установленными в нишах крышки.
Детали и элементы корпуса редуктора. В большинстве редукторов используется картерная смазка, при которой корпус редуктора является резервуаром для масла. Масло заливается через верхний люк. Для замены масла в нижней части корпуса предусматривается сливное отверстие. Оно располагается в приливе ниже уровня днища (рис.3.42). Чтобы масло из корпуса можно было слить без остатка, дно корпуса выполнятся с уклоном 1…2° в сторону сливного отверстия. Внутри корпуса у самого отверстия предусматривается местное углубление для выхода инструмента, обрабатывающего
о тверстие.
Толщина днища в месте углубления должна
оставаться без изменения. Перед сверлением
сливного отверстия прилив в корпусе
фрезеруют, поэтому он должен выступать
над необрабатываемой поверхностью на
высоту ≈ 0,5 δ. Сливное
отверстие закрывается цилиндрической
или конической пробкой (табл.
3.16). Если применяют пробку с
цилиндрической резьбой, то обязательно
ставят уплотнительную прокладку из
паронита или резиновое кольцо. Пробка
с конической резьбой не требует
уплотнения.
тверстие.
Толщина днища в месте углубления должна
оставаться без изменения. Перед сверлением
сливного отверстия прилив в корпусе
фрезеруют, поэтому он должен выступать
над необрабатываемой поверхностью на
высоту ≈ 0,5 δ. Сливное
отверстие закрывается цилиндрической
или конической пробкой (табл.
3.16). Если применяют пробку с
цилиндрической резьбой, то обязательно
ставят уплотнительную прокладку из
паронита или резиновое кольцо. Пробка
с конической резьбой не требует
уплотнения.
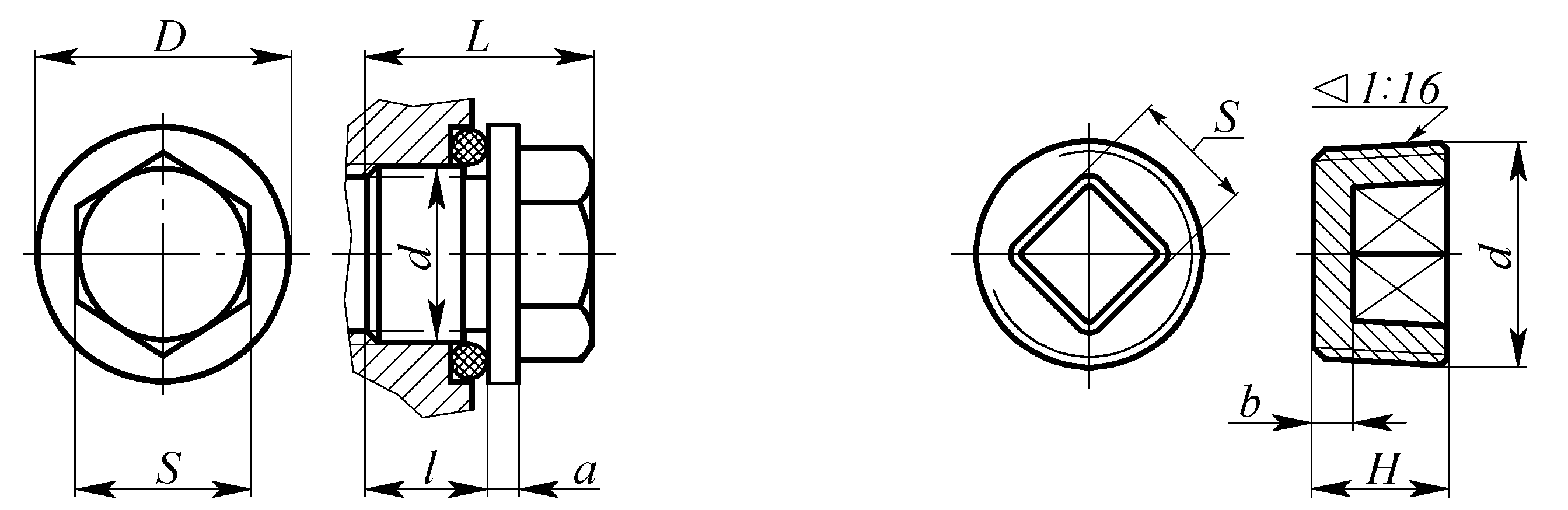
Таблица 3.16
Пробки для маслосливных отверстий, мм
|
||||||||||
d |
D |
L |
l |
a |
S |
Резьба коническая |
d |
H |
b |
s |
М12 х 1,25 |
20 |
22 |
12 |
3 |
17 |
½” |
(20,9) |
15 |
4 |
8 |
М16 х 1,5 |
25 |
24 |
13 |
3 |
19 |
¾” |
(26,6) |
16 |
4,5 |
12 |
М20 х 1,5 |
30 |
25 |
4 |
22 |
|
|
|
|
|
|
М24 х 1,5 |
34 |
28 |
4 |
27 |
1” |
(33,2) |
19 |
4 |
14 |
|
Для подъема и транспортировки крышки корпуса и собранного редуктора применяются проушины, отлитые заодно с крышкой. Проушина может выполняться в виде ребра с отверстием (рис. 3.40), или в виде сквозного отверстия в корпусе (рис. 3.41).
Люк в верхней части крышки используется
не только для заливки масла, но и для
осмотра зацепления и подшипников.
Размеры его выполняются по возможности
большими, форма —
прямоугольной, реже круглой. Люк
закрывается крышкой. При мелкосерийном
производстве применяется простейшая
конструкция крышки из стального листа
(рис., 3.43, а) толщиной не
м
 енее
3 мм. При средне-и крупносерийном
производстве применяются
енее
3 мм. При средне-и крупносерийном
производстве применяются
штампованные крышки (рис., 3.43, б). Под крышкой располагается уплотнительная прокладка из картона или резины. Крышки крепятся винтами d ≈ δ1, расположенными на расстоянии друг то друга примерно на (12…15)d.
Крышка может объединяться с пробкой-отдушиной (рис. 3.44), которая служит для сообщения внутренней полости корпуса с внешней средой.
Для наблюдения за уровнем масла в картере редуктора применяются маслоуказатели различных конструкций (рис. 3.45). В местах, труднодоступных для наблюдения, следует применять жезловые (рис. 3.45. а) или крановые (рис. 3.45, б) маслоуказатели. В корпус редуктора жезловые указатели вставляются по скользящей посадке или ввинчиваются по резьбе.
Крановые маслоуказатели устанавливаются попарно для контроля за нижним и верхним уровнями масла. В кране надежность уплотнения достигается затяжкой, в результате которой происходит смятие гнезда в корпусе, редуктора. По аналогии с этими конструкциями для контроля, за уровнем масла применяются также обычные резьбовые пробки (см. табл. 3.16).
К руглые
(или удлиненные) прозрачные маслоуказатели
(рис. 3.45, в) применяются в
редукторах и других механизмах,
расположенных на достаточной высоте
от уровня пола, т. е. при условии удобного
наблюдения за уровнем масла
руглые
(или удлиненные) прозрачные маслоуказатели
(рис. 3.45, в) применяются в
редукторах и других механизмах,
расположенных на достаточной высоте
от уровня пола, т. е. при условии удобного
наблюдения за уровнем масла
Если картерная смазка подшипников качения затруднена, то смазывание подшипников осуществляется индивидуально пластичной мазью. В этом случае полость подшипника отделяется от внутренней части корпуса мазеудерживающим кольцом (см. рис. 3.34). Свободное пространство внутри подшипникового узла заполняется на ½ объема пластичной мазью. Через каждые три месяца работы производится добавка свежей мази. Для подачи мази в подшипниковую полость применяются пресс-масленки (рис.3.46).
Смазка редукторов. Для редукторов общего назначения обычно применяется непрерывное смазывание жидким маслом в виде погружения в масляную ванну или полива (струйное) от циркуляционной системы. Струйный способ более совершенный, так как к трущимся поверхностям непрерывно подводится свежее охлажденное и, профильтрованное масло, а отработанное непрерывно отводится. Этот способ смазывания применяется при окружной скорости зубчатых колес более 12,5 м/с, а в червячных передачах при недостаточной теплоотдаче наружной поверхностью корпуса редуктора. Однако струйный способ сложен и применяется в экономически обоснованных случаях.
Наиболее простой способ смазывания погружением зубьев колес (витков червяка) в масло, залитое в корпус, применяется при окружных скоростях до 12 м/с, а при повторно-кратковременных нагрузках - и несколько больших. Для червячных передач с цилиндрическим червяком смазывание погружением допустимо до скорости скольжения 10 м/с независимо от того, окунается в масло червяк или червячное колесо. Уровень масла в картере редуктора должен обеспечивать погружение венца колеса на глубину от 0,75 до 2 высот зубьев, но не менее 10 мм. Колеса конических передач необходимо погружать в масло на всю высоту зуба. В червячных передачах с нижним расположением червяка его следует погружать в масло не глубже высоты витка, при этом желательно, чтобы уровень масла проходил через центр нижнего элемента качения (шарика или ролика). При верхнем расположении червяка глубина погружения должна быть не ниже высоты зуба колеса, верхний предел глубины погружения не должен превышать ⅓ радиуса колеса. Чем меньше окружная скорость колес, тем на большую глубину оно может быть погружено в масляную ванну.
Объем масляной ванны принимается таким, чтобы обеспечить отвод выделяющейся в зацеплении теплоты к стенкам корпуса. В частности, для одноступенчатых цилиндрических редукторов объем масляной ванны рекомендуется принимать таким, чтобы на 1 кВт передаваемой мощности приходилось 0,35...0,7 л масла, а в червячных передачах - от 0,6 до 1 л на 1 кВт передаваемой мощности. Большие значения принимаются для масел большей вязкости. Чем больше объем масляной ванны, тем дольше сохраняются свойства масла и лучше условия смазывания. Поэтому максимальный, объем ванны ограничивают предельно допустимой высотой уровня масла в корпусе.
В качестве смазочных материалов редукторных передач и подшипников используются жидкие нефтяные и синтетические масла, а также пластичные мази.
Жидкие смазочные масла делятся на масла общего назначения (индустриальные) и специальные (турбинные, автотракторные, трансмиссионные и др.). Специальные масла отличаются наличием особых свойств, необходимых для соответствующих областей применения.
Выбор смазочных масел для редукторных и других передач промышленного оборудования производится главным образом по кинематической вязкости, измеряемой в сантистоксах - сСт (1 сСт = 1 мм2/с) (вязкость характеризует сопротивление отдельных слоев жидкости относительному сдвигу). Для повышения стойкости зубьев против заедания желательно применять масла высокой вязкости. Однако это связано с заметным увеличением потерь на перемешивание масла. Поэтому вязкость масла выбирают в зависимости от окружной скорости, нагрузки и материала зубьев. Чем больше нагрузка и меньше скорость, тем выше должна быть вязкость масла
Наиболее часто используют средние индустриальные масла с вязкостью 50 = ЗО…6О мм2/с (50 – кинематическая вязкость смазочного материала при температуре 50 °С). Для легких особо быстроходных передач в целях уменьшения потерь на разбрызгивание масла применяются менее вязкие индустриальные масла с 50 = 15...20 мм2/с и ниже. Наоборот, для тяжелых тихоходных редукторов ( < 5 м/с), как правило, применяют тяжелые индустриальные масла с = 100... 300 мм2/с. Для повышения сопротивления заеданию зубьев червячного колеса, их интенсивному износу и улучшенному отводу теплоты применяют более вязкие масла, чем для зубчатых передач.
Для открытых зубчатых передач, работающих при окружных скоростях до 4 м/с, обычно применяют периодическое смазывание весьма вязкими маслами или пластичными смазками, которые наносят на зубья через определенные промежутки времени. В некоторых случаях (при до 1,5 м/с) применяют капельное смазывание или смазывание погружением в корыто, наполненное вязким маслом и расположенное под зубчатым колесом.
Смазывание подшипников качения осуществляется жидкими маслами и пластичными мазями. Наиболее благоприятные условия для работы подшипников обеспечивают жидкие масла. Преимущества их заключаются в высокой стабильности, меньшем сопротивлении вращению, способности отводить теплоту и очищать подшипник от продуктов износа. Жидкое масло легче заменить без разборки узла. Недостаток жидких масел обусловлен необходимостью применения сложных конструкции уплотнений.
На практике подшипники стремятся смазывать тем же маслом, которым осуществляется смазывание деталей передач механизма. Если же по тем или иным причинам для подшипников нельзя использовать масло, которым смазывают передачи, то смазывание их производится индивидуально пластичными мазями.
Пластичные смазки лучше, чем жидкие масла, защищают подшипник от коррозии, особенно при длительных перерывах в работе. Для их удержания в подшипнике и корпусе не требуются сложные уплотнения. При выборе пластичной смазки учитываются рабочая температура подшипникового узла и наличие в окружающей среде влаги. В узлах с интенсивным тепловыделением пластичные смазки не применяются из-за недостаточного отвода теплоты от трущихся поверхностей. Наиболее распространенной для подшипников качения редукторов общего назначения является мазь марки 1-13.