

Мал. 52. Зусилля q для передачі крутного моменту для плаваючого і рифленого центрів — схеми.
Q=KπPz
tg![]() - для
плаваючого
центра.
- для
плаваючого
центра.
Передача крутного моменту з допомогою рифленого центра при встановленні пустотілих заготовок типу тіл обертання використовується в тих випадках, коли не ставиться вимога якості внутрішньої фаски на послідуючих операціях.
В більшості випадків центри використовуються безпосередньо для базування заготовки в центрах. Базування в жорстких центрах не допускає високочастотної обробки (тертя, нагрів, зношення). Тому при високочастотній обробці використовуються обертові центри.
Повідкові влаштування служать для передачі крутного моменту з шпінделя верстату на заготовку. Найбільш часто — хомутики, повідкові планшайби і повідкові патрони.
Хомутики бувають різних конструкцій, закріплюються на заготовці з допомогою болта і передають крутний момент шпінделя верстату на заготовку через повідковий палець.
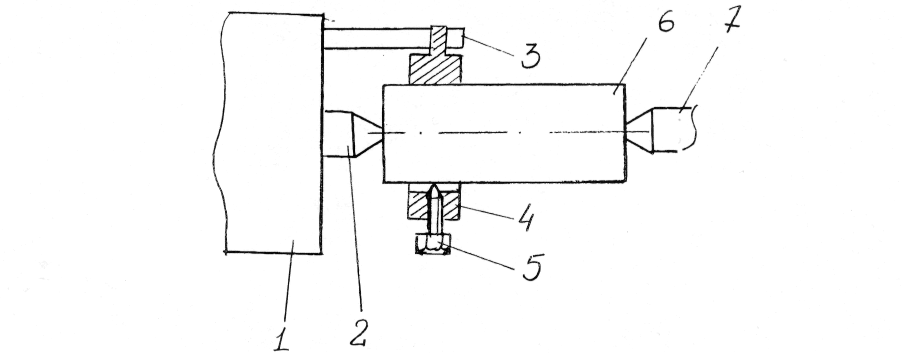
Мал. 53. Схема передачі крутного моменту з допомогою хомутика.
— шпіндель.
— глухий центр.
— повідковий палець.
— хомутик.
— болт.
— заготовка.
— задній центр.
Недолік передачі крутного моменту хомутиком — значні затрати часу на одівання і зняття хомутика, а також підвищена небезпечність роботи з хомутиком. На верстаті необхідно монтувати огорожуючий кожух.
На високочастотних операціях токарної обробки використовують самозатискні центробіжно - інерційні повідкові патрони.
Зусилля затиску на кулачках такого центробіжно - інерційного повідкового патрона
W = 0.001 . G . R . n2 . соsЗО0.Z (див. А.П.Бєлоусов стор. 131-132).
де G — вага вантажу (Н)
R — радіус розміщення вантажу (м)
п — частота обертання шпінделя
Z — кількість вантажів
Токарні патрони служать для встановлення, закріплення різних по формі і розмірах заготовок і для передачі крутного моменту із шпінделя верстату на заготовку.
По кількості кулачків бувають — двохкулачкові, трьох - і чотирьохкулачкові.
По принципу роботи: Самоцентруючі із незалежним переміщенням кулачків.
По виду затискного механізму: спіральнореєчні (ручний привід), важільні і клинові (механічний привід).
Чотирьохкулачкові патрони виконують з незалежним переміщенням кулачків, з гвинтовим ручним приводом затиску. Використовують для закріплення заготовок складної форми. Механізації не піддаються.
Зусилля затиску:
Q=K1(1+![]() -
для патрона з важільним затискним
механізмом.
-
для патрона з важільним затискним
механізмом.
1 – тяга
2 – важіль
3 – кулачок
k1= 1,05 - 1,2
а – віддаль від лінії направляючої кулачка до прикладної сили
l – довжина направляючої, з якою контактує кулачок
ƒ – коефіцієнт тертя f = 0,1 -0,15
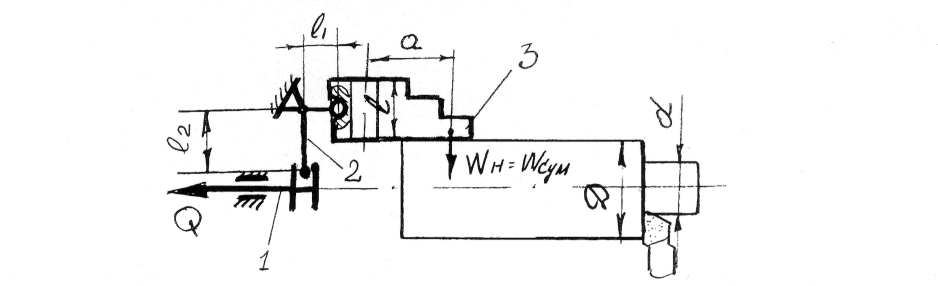
Мал. 54. Закріплення заготовки в кулачковому патроні.
Патрон з важільним затискним механізмом.
l1, l2 – відповідні плечі важеля.
Wсум – необхідна сумарна сила затиску заготовки
Wсум = W .Z
W – сила затиску одним кулачком
Z – кількість кулачків.
КМр = Мт
WH=![]()
Клинові патрони з механізованим затиском володіють більшим коефіцієнтом підсилення, являються самогальмівними. Сила приводу Q визначається по формулі
Q=K1(1+![]() -
для патрона з клиновим затискним
механізмом.
-
для патрона з клиновим затискним
механізмом.
де:α — кут клина.
φ1 — кут тертя в клиновій передачі.
Wсум — сумарна необхідна сила затиску
Такі токарні патрони з важільним і клиновим затискним механізованим доцільно використовувати в серійному і масовому типах виробництва. Основні переваги:
механізований затиск.
швидкодіючі і продуктивні.
порівняно не дорогі.
Основний недолік — вимагають переналадки при переході на іншу деталь.
Люнети токарних і шліфувальних верстатів використовуються для підвищення (забезпечення) жорсткості в процесі обробки відносно довгих деталей.
Якщо L/D <5 – такі деталі називаються відносно короткі;
5< L/D <12 – це деталі відносно середньої довжини ;
L/D>12- відносно довгі деталі.
Відносно короткі деталі згідно з технікою безпеки можна обробити в патроні з вильотом їх L < 5D без підтримки заднім центром.
Деталі середньої довжини 5D< L< 12D можна обробляти на токарних і шліфувальних верстатах кріплячи їх в патрони з обов’язковим підпиранням заднім центром.
Відносно довгі деталі для забезпечення жорсткості обробки підпирають заднім центром і підтримують з допомогою люнетів.
Люнети бувають рухомі і нерухомі (див. А.П.Бєлоусов стор. 144).
Люнети нерухомі кріплять на направляючих станини.
Рухомий люнет кріплять на супорті верстату і люнет переміщається разом з супортом в процесі обробки.