Універсально-складальні пристрої (усп).
УСП — це пристрої, які складаються з набору нормалізованих деталей, які дозволяють складати різну кількість пристроїв одночасно для виконання заданих операцій. Такі пристрої складені з комплекту УСП являються одноцілевими (призначені для закріплення даної деталі на даній операції).
Універсальність полягає в тому, що після демонтажу такого пристрої з його деталей можна скласти інші пристрої для виконання інших операцій для даної чи іншої деталі.
Випуском систем УСП займаються науково-дослідні, конструкторсько-технологічні інститути. Комплект УСП може складатися з 25-35 тисяч штук різних деталей пристроїв з яких одночасно можна скласти приблизно 300 різних пристроїв. Деталі основного набору розбивають на групи і складають їх специфікацію.
В І-шу групу входять базові деталі — це квадратні і прямокутні плити, круглі столи (планшайби), базові кутники і т.п. Базові деталі оснащені Т-подібними пазами і елементами кріплення та орієнтації.
ІІ-га група — корпусні і опорні деталі — це призми, кутники, підкладки, опори.
ІІІ-тя група — направляючі деталі — кондукторні плити, кондукторні втулки, колонки, валики і т.п.
IV-та група — затискні деталі — це різного виду прихвати, гвинтові, ексцентрикові, клинові шарнірні та інші затискні механізми.
V-та група — кріпильні деталі — болти, гайки, шпильки, шайби.
VI-та група — різні деталі — ручки, планки, пружини та інше.
Деталі комплекту повинні бути зносостійкими і міцними, тому основні деталі виготовляють із сталі 38 ХА, 40 ХА з гартуванням до 40-45 одиниць. Направляючі деталі і установочні деталі з вуглецевих сталей У7А, У8А, У10А, HRC 50-55. Інші менш відповідальні деталі (прихвати) із сталі 45, шайби, шпонки — сталі 20. УСП компонуються в загальному об’ємі в залежності від груп верстатів — свердлильні 60%, фрезерні - 30%, токарні - 7%, шліфувальні і інші - 3%.
Основні недоліки:
понижена жорсткість;
велика початкова вартість.
Доцільно організовувати прокатні пункти УСП по регіонах. Споживачі – регіональні машинобудівні заводи, подавши в прокатний пункт УСП необхідну технологічну документацію про операції механічної обробки заготовок, отримають в прокат змонтовані пристрої в оренду за порівняно низьку орендну плату.
Пристрої для токарних верстатів.
Пристрої для токарних і шліфувальних верстатів по призначенню поділяються на пристрої для закріплення заготовок, для підвищення і забезпечення жорсткості обробки, пристрої для передачі крутного моменту із шпінделя верстату на заготовку.
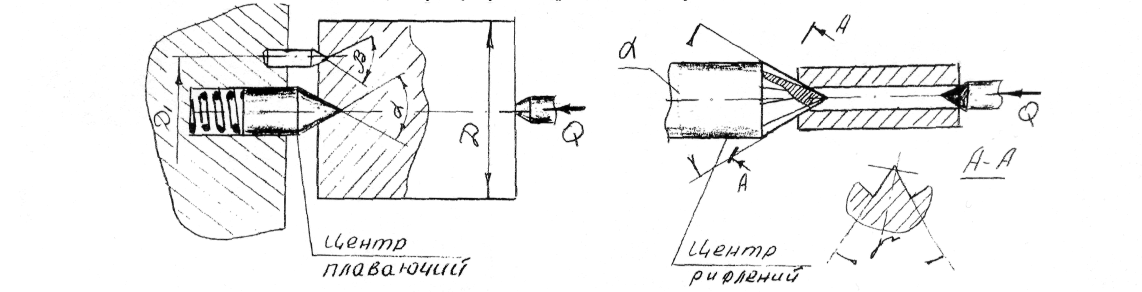
Пристрої токарних і шліфувальних верстатів — це центри, патрони, люнети, хомутики, різцеві державки та інше. Центри служать для встановлення в них заготовок своїми центровими технологічними отворами. Центри бувають упорні жорсткі, упорні півцентри, упорні обертові, плаваючі, рифлені. При незначних зусиллях різання крутний момент із шпинделя верстату на заготовку при її обробці в центрах передається безпосередньо тертям між конічною частиною центра і центровим отвором.
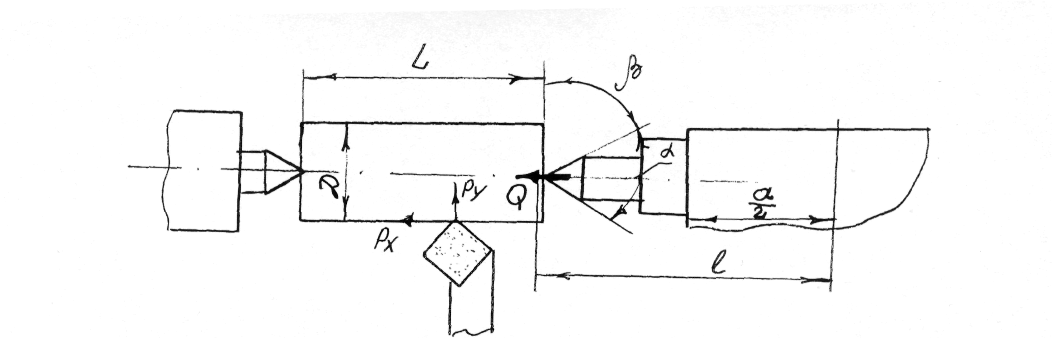
Мал. 51.. Заготовка закріплена в центрах. Крутний момент на заготовку передається тертям між переднім центром і центровим отвором.

де: К - коефіцієнт запасу
Рх, Pz, Ру - складові сили різання
β = 90 -α/2; р = 90 - 60/2 =60°
β = кут між торцем заготовки і поверхнею конуса упорного центра
φ1 — кут тертя; φ1 = 5,7° .... 6°.
l — довжина (віддаль ) від половини пінолі до половини втопленого конуса центра
φ2 — кут тертя в пінолі задньої бабки
L — довжина деталі
D діаметр деталі
φ1 — кут тертя між конусом і центровим отвором.
Часто крутний момент на заготовку передають з допомогою повідкового пальця при встановленні заготовки в центрах, причому один центр плаваючий.