

§ 2.3. Характер течения и деформированное состояние металла в деформационной зоне
Характер взаимного перемещения частиц металла в деформационной зоне при волочении симметричных профилей хорошо иллюстрируется изменением формы и размеров ячеек прямоугольной координатной сетки, нанесённой на плоскости симметрии протягиваемого профиля (рис.5).
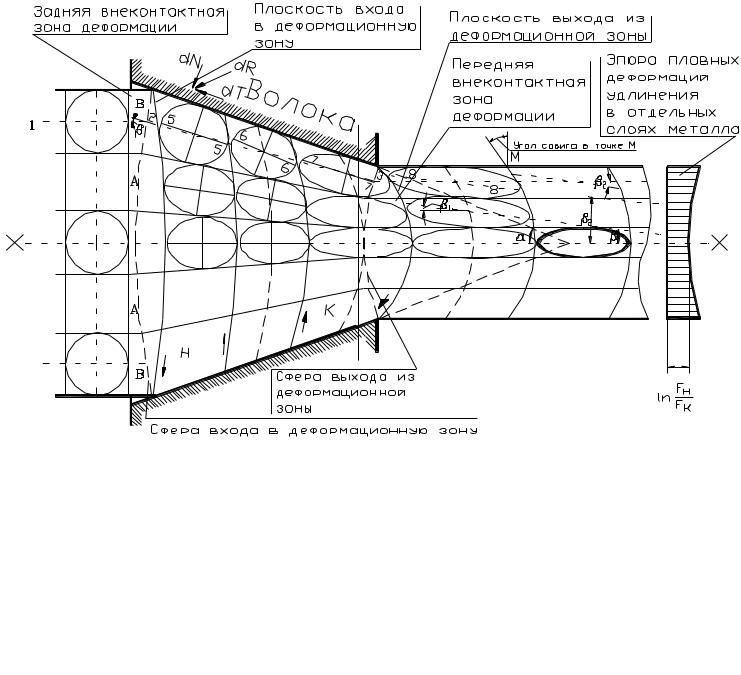
Рис. 6. Схема изменения координатной сетки при волочении круглого сплошного профиля через коническую волоку
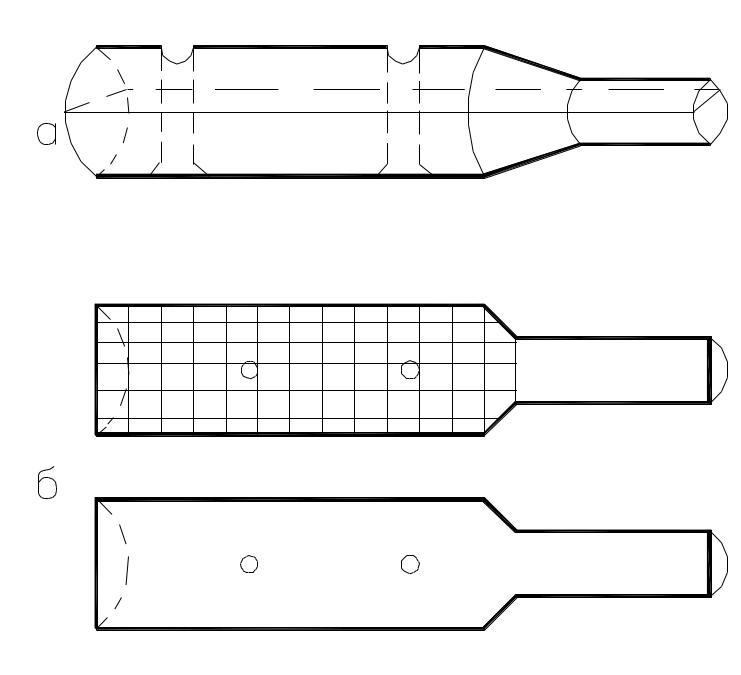
Рис. 5. Разъёмный образец круглого сплошного профиля для изучения характера деформаций при волочении: а – в сборке; б – в разобранном виде
На основании схемы изменения координатной сетки (рис.6) можно составить представление о характере течения металла при волочении круглого сплошного профиля в коническом канале. Оно определяется следующими положениями:
Ячейки координатной сетки, имевшие до волочения форму квадрата, после волочения принимают формы:
в центральных слоях – близкие к прямоугольникам, вытянутым в направлении волочения и укороченным в радиальном направлении;
в периферийных слоях – близкие к параллелограммам, также вытянутым в направлении волочения и укороченным в радиальном направлении; прямые углы ячеек переходят соответственно в тупые и острые, причём интенсивность искажения углов увеличивается от центра к периферии и становится тем больше, чем больше угол наклона образующей канала α и коэффициент трения fn ;
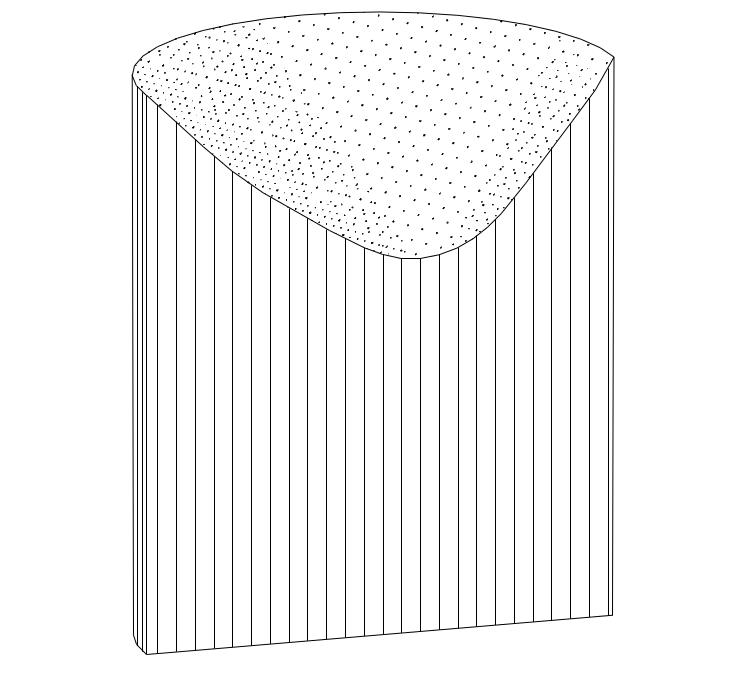
с) вписанные в квадратные ячейки круги, попадая в деформационную зону, сжимаются в направлении нормальных сил dN, сдвигаются от силы трения dT (сжимаются в направлении результирующей dR) и превращаются в эллипсы, постепенно вытягивающиеся к выходу из канала. Большие оси эллипсов обычно не совпадают с линией их центров. небольшие. Только при подходе заднего конца заготовки к деформационной зоне сопротивление сдвигу уменьшается, вследствие чего торцевая поверхность заготовки прогибается внутрь, образуя глубокие лунки (рис.7). Небольшой прогиб поперечных линий позволяет в некоторых расчетах, относящихся к установившемуся процессу, применять гипотезу плоских сечений.
2. Поперечные линии координатной сетки, прямые до волочения, становятся дугообразными с выпуклостью, направленной в сторону волочения; кривизна их увеличивается по мере продвижения к деформационной зоне. Этому явлению способствует рост сил трения и угла α, но препятствует сопротивление металла сдвигу, и при большой длине полосы (при установившемся процессе) прогибы поперечных линий сравнительно неневелики.
Рис. 7. Искривление задней торцевой поверхности, ранее плоской, при волочени
3. Прямые до волочения линии координатной сетки, параллельные оси канала, остаются прямыми и после волочения; расстояния между ними уменьшаются так, что в деформационной зоне они являются наклонными к оси канала, изгибаясь у входа и выхода. Эти линии являются геометрическими местами центров ячеек (их траекториями), поэтому изгибы этих линий не связаны с поворотами ячеек.
4. Изменение формы ячеек координатной сетки начинается до их входа в рабочую зону волочильного канала: начало искривления поперечных линий и точки поворота продольных линий находятся на некотором расстоянии от плоскости входа в рабочий канал и образуют у входа в деформационную зону поверхность, близкую к сфере. Ячейки А (рис.6), расположенные в центральных слоях, при волочении начинают вытягиваться в осевом направлении и сжиматься в радиальном. Ячейки Б, расположенные в периферийных слоях, наоборот, сжимаются в осевом направлении и растягиваются в радиальном, что заметно лишь при точных измерениях.
Если радиальное сжатие центральных ячеек превышает радиальное растяжение периферийных, то ещё до входа в рабочий канал прутка несколько уменьшается (рис.8 – 9). При обратном положении происходит внеконтактное увеличение прутка. Это часто заметно на образцах, протягиваемых при больших углах канала, с высокими степенями деформации и коэффициентами трения.
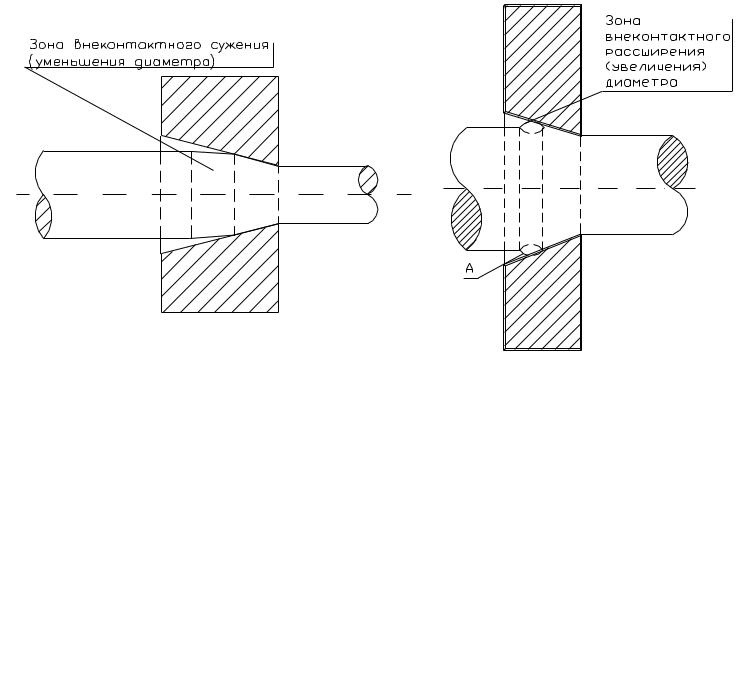
Рис. 8 – 9. А – кольцевой периферийный участок со сжимающими осевыми σl , растягивающими окружными σθ , сжимающими радиальными σr напряжениями.
5. Деформационная зона на стороне выхода из канала заканчивается поверхностью, близкой к сферической, обращенной выпуклостью внутрь канала. Из теории деформации твердого тела следует, что всякая пластическая деформация наступает после соответствующей упругой и ею сопровождается, поэтому и в самом начале деформационной зоны и в её конце имеются зоны упругих деформаций; после выхода металла из зоны пластической деформации наблюдается упругое последействие, проявляющееся в некотором увеличении поперечных размеров и связанном с ним небольшом уменьшении кривизны поперечных линий. Т.о., появляется вторая, передняя зона внеконтактной деформации.
6. Из сказанного следует, что при волочении:
деформационная зона состоит из трех частей: одной контактной и двух внеконтактных – задней и передней;
протяжённость и форма задней внеконтактной зоны изменяются в зависимости от расстояния торцовой плоскости деформационной зоны до заднего конца заготовки и от условий процесса (fn , α , il и пр.);
в задней внеконтактной и контактной зонах периферийные слои металла испытывают замедление – снижение осевой скорости по сравнению с центральными; разница осевых скоростей обусловлена характером деформаций – снижением степени растяжения осевых слоёв по отношению к периферийным и искривлением поперечных сечений;
в передней внеконтактной зоне движение периферийных слоёв вновь ускоряется вследствие упругого последействия.
7. Кроме того, деформационную зону можно условно разделить на две части по видам деформации:
– зону преимущественно упругих деформаций, расположенную в самом начале канала – упругую зону;
– зону преимущественно пластических деформаций – пластическую зону.
Хотя упругие деформации по своей величине (она в большинстве случаев не превышает нескольких десятых долей процента) ничтожны по сравнению с пластическими, для их возникновения требуются напряжения, сравнимые с напряжениями пластических деформаций. Так, при малых обжатиях напряжения упругих деформаций могут составлять 50 – 70% от полного напряжения волочения. Поэтому учёт напряжений, возникающих на границе упругой и пластической зон, совершенно необходим.
8. Применяя гипотезу плоских сечений, можно считать, что линейные размеры ячеек координатной сетки, нанесенной на поперечном сечении деформационной зоны, при деформации изменяются в окружном и радиальном направлениях взаимно пропорционально: пусть поперечное сечение деформационной зоны переходит из положения I с радиусом R1 в положение II с радиусом R2 (рис.12).
Тогда дуги a1 и c1 и прямые отрезки, равные dr1, ограничивающие ячейку сечения I, примут в сечении II размеры a2, c2 и dr2, но
![]() ,
откуда
,
откуда
![]() и
и
![]() ,
,
![]() .
Следовательно,
.
Следовательно,
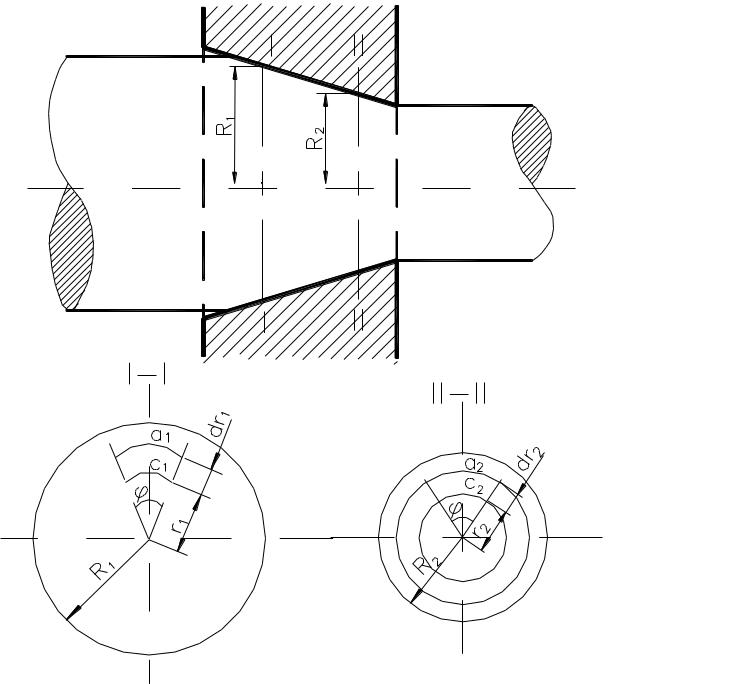
Рис. 12. Схема изменения ячеек координатной сетки в деформационной зоне (от сечения I до сечения II )
Это показывает, что при волочении круглого сплошного профиля в установившемся процессе степени деформации в окружном и радиальном направлениях в каждой точке деформационной зоны можно считать взаимно равными.
8. Линейные размеры ячеек после их выхода из деформационной зоны уменьшаются практически одинаково в радиальном направлении независимо от своего положения относительно оси канала; это не наблюдается только на самом конце заготовки, вблизи образующейся лунки. Хотя толщины периферийных и центральных слоёв уменьшаются практически на одну и ту же величину, происходит это под нагрузками различных видов. Периферийные слои значительно утоняются в радиальном направлении под действием радиальных сжимающих напряжений и в меньшей степени под действием продольных растягивающих напряжений. Центральные слои, наоборот, становятся тоньше за счёт осевых растягивающих напряжений и в меньшей степени – под действием радиальных сжимающих напряжений. Методом отпечатывания координатной сетки на второй половине разъёмного образца было показано, что периферийные слои деформируются под действием радиальных, окружных и осевых напряжений, а центральные слои ближе к выходу деформировались главным образом под действием осевых растягивающих напряжений при полном или почти полном отсутствии радиальных или окружных напряжений.
Превращение квадратных ячеек в вытянутые параллелограммы свидетельствует о дополнительных сдвигах в осевом направлении во всех слоях протягиваемого металла, кроме элементарного центрального. Эти сдвиги, конечная величина которых для каждой точки может быть охарактеризована углом касательной к поперечной линии координатной сетки в исследуемой точке и направлением недеформированной поперечной линии, возрастают от центра к периферии. Соответственно, углы наклона конечного положения главных осей деформации удлинения к оси канала, являющейся одновременно главной осью деформации удлинения центрального элементарного слоя, а с ними увеличиваются и главные деформации удлинения. Всё это ведёт к образованию текстуры (преимущественной направленности отдельных зёрен металла по главным осям деформации) в центральных слоях параллельной оси канала, а в периферийных – под некоторым углом к нему (рис.14).
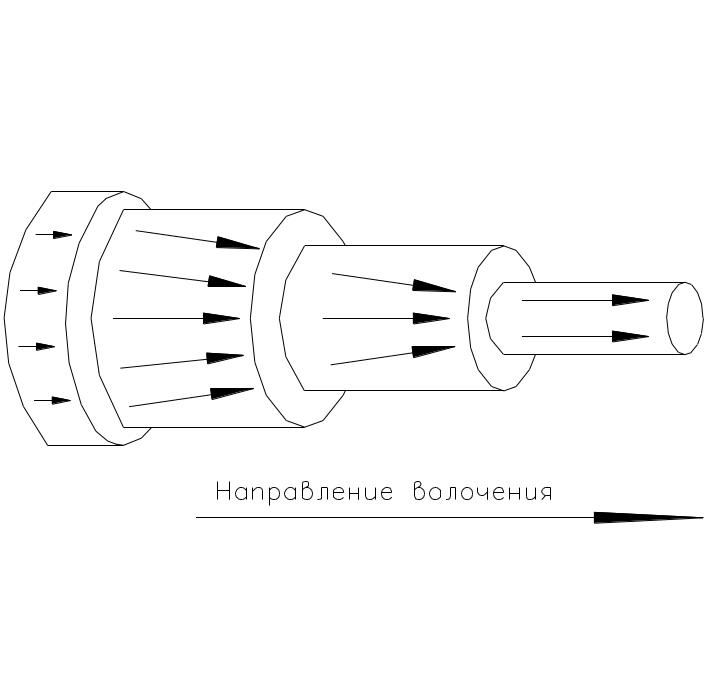
Рис. 14. Текстура упрочненной при волочении круглой проволоки
Величина главных деформаций элементарных ячеек в зависимости от величины сдвигов может быть определена по методу Закса на основании геометрических соотношений (рис.15).
Главные деформации и их конечные направления (угол β) определяются следующими выражениями:
деформация удлинения, являющаяся в рассматриваемом процессе максимальной главной
![]() ;
(2-2)
;
(2-2)
главная деформация укорочения
 ,
(2-3)
,
(2-3)
r0
где  ;
;
конечные направления (угол β)
 .
.
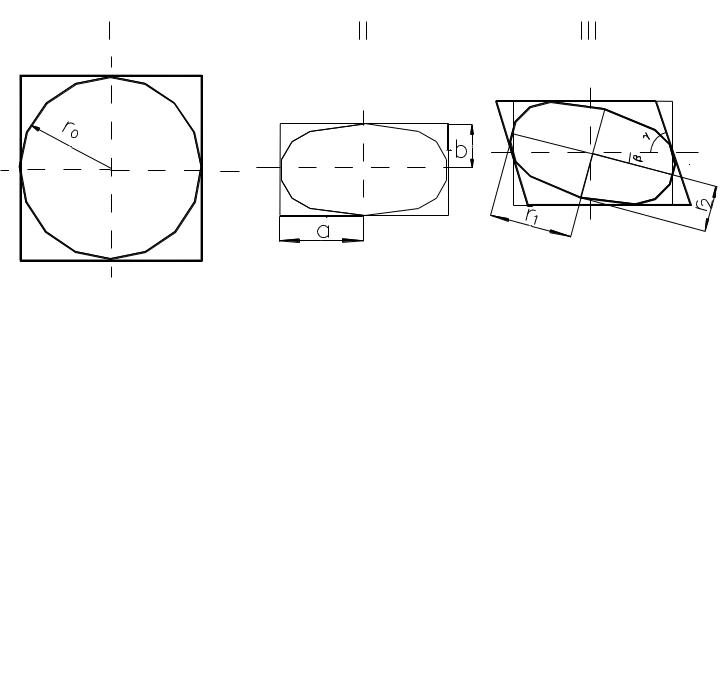
Рис. 15. Превращение квадратной ячейки координатной сетки (I) в прямоугольник (II) при отсутствии дополнительных сдвигов и в параллелограмм (III) при дополнительном сдвиге.
Эти выражения показывают, что в центральном элементарном слое (при γ = 90º) r1 = a и r2 = b , а во всех остальных слоях r1 > a и r2 < b .
Следовательно, ![]() ,
,
т.е. главные деформации удлинения всех слоёв больше таких же деформаций центрального слоя и возрастают от центра к периферии. Соответственно, имеем эпюру главных деформаций удлинения, уточняющую представление об
основном
показателе процесса волочения ![]() как о величине,
как о величине,
характеризующей лишь удлинение в направлении оси полосы и являющейся лишь частью полной деформации. В связи с этим полезно отметить, что и
смещаемый
при волочении объём превышает
величину B · ![]() ,
,
где B – объём протянутого металла.
Направления главных деформаций различных слоёв, определяемые углами β (рис. 6, 15), относятся лишь к конечным (после деформации) положениям деформированных ячеек координатной сетки. Эти направления не совпадают с направлениями главных деформаций ячеек в промежуточных состояниях, поскольку главные деформации на всём протяжении деформационной зоны меняют свои направления. Сравнение характера деформации ячеек у входа в канал (ячейка H) с характером деформации ячеек у выхода из канала (ячейка K) указывает на сдвиги у этих ячеек, направленные в противоположные стороны (стрелки) в плоскостях, перпендикулярных оси канала, т.е. на немонотонность деформаций. Это подтверждается также тем, что при волочении цилиндр переходит в конус, а конус обратно в цилиндр, что неизбежно приводит к деформациям, совершающимся в противоположных направлениях, и, следовательно, к увеличению работы на данную деформацию по сравнению с процессом равномерного растяжения, протекающим монотонно.
Изложенное показывает, что в действительности все деформации отдельных слоёв превышают величины, определяемые формулами (2-2) и (2-3), а также то, что в процессе волочения не все деформации и не во всех направлениях изменяются монотонно.
Величина дополнительных сдвигов в осевом направлении, а с ними и величины главных деформаций всех элементарных объёмов деформационной зоны и, следовательно, неравномерность деформаций по поперечным сечениям возрастают с увеличением рабочего угла канала и величины обжатия, что подтверждено многочисленными исследованиями.
Дополнительные сдвиги увеличиваются в осевом направлении и при повышении коэффициента внешнего трения, на который существенно влияют чистота обработки поверхностей волочильного канала и протягиваемого профиля, а также качество смазки.
Рост дробности деформации ведёт к увеличению дополнительных сдвигов и соответственно повышает неравномерность деформированного, а следовательно, и напряжённого состояния протягиваемого металла.