

Введение
Ленточные конвейеры предназначены для непрерывного перемещения насыпных и мелкоштучных грузов в горизонтальном, наклонном и вертикальном направлениях. Они нашли широкое применение во всех отраслях промышленности, сельском хозяйстве, в горнодобывающей, металлургической промышленности благодаря своим достоинствам:
Непрерывность транспортировки, способствующая повышению производительности машин, которые работают в комплексе с ленточными конвейерами;
Простота конструкции, надежность в работе и удобство обслуживания;
Возможность полной автоматизации с применением средств регулирования и контроля;
Возможность транспортирования грузов при углах наклона до 240, а специальными конвейерами – до 900, что значительно сокращает транспортные коммуникации по сравнению с другими видами транспорта;
Возможность разгрузки перемещаемого груза в любом месте трассы конвейера.
Недостатки ленточных конвейеров: большая стоимость и недостаточная долговечность ленты, невозможность транспортирования грузов высокой температуры, липких, острокромочных.
Ленточный конвейер состоит из гибкой замкнутой, предварительно натянутой ленты, являющейся одновременно грузонесущим и тяговым органом, приводного и натяжного барабанов; роликоопор для поддержания рабочей и нерабочей ветвей, привода, состоящего из одного или нескольких приводных барабанов, редуктора, двигателя и муфт, натяжного устройства, опорной металлоконструкции, загрузочного и разгрузочного устройств, очистных устройств.
Ленточные конвейеры бывают стационарные и передвижные.
 Конвейерные
установки имеют широкий диапазон
производительности: от нескольких тонн
до 20тыс. т/ч с шириной ленты от 300 до 3000
и скоростью до 8м/с. При применении
современных высокопрочных лент и
многобарабанных приводов стало возможным
создавать конвейеры длиной 8…10 км в
одном ставе, а конвейерные магистрали
эксплуатируются длиной до нескольких
километров (и даже до более 200 км на
открытых горных разработках).
Конвейерные
установки имеют широкий диапазон
производительности: от нескольких тонн
до 20тыс. т/ч с шириной ленты от 300 до 3000
и скоростью до 8м/с. При применении
современных высокопрочных лент и
многобарабанных приводов стало возможным
создавать конвейеры длиной 8…10 км в
одном ставе, а конвейерные магистрали
эксплуатируются длиной до нескольких
километров (и даже до более 200 км на
открытых горных разработках).
Конвейеры, установленные горизонтально, наклонно вверх и наклонно вниз до 5…80 работают в двигательном режиме, а конвейеры с углом наклона вниз более 5…80 работают в генераторном режиме.
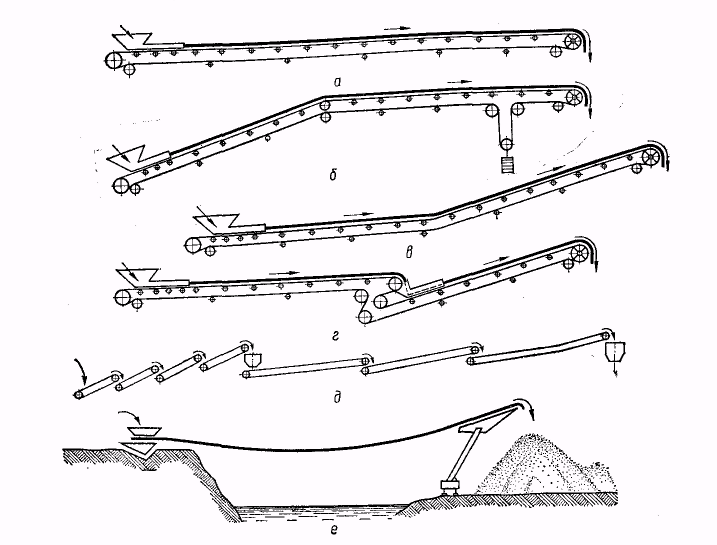 Трассы конвейеров
могут быть (рисунок 1): а - горизонтальными;
б, в -изогнутыми в вертикальной плоскости;
г - горизонтально-наклонными со сдвоенным
приводом;
Трассы конвейеров
могут быть (рисунок 1): а - горизонтальными;
б, в -изогнутыми в вертикальной плоскости;
г - горизонтально-наклонными со сдвоенным
приводом;
д -комбинированными из многих
конвейеров (большой длины);
Рисунок 1 - Трассы ленточных конвейеров е - специальными.
Существует группа ленточных конвейеров, у которых тяговые и грузонесущие функции выполняются различными органами: ленточно-канатные и ленточно-цепные у которых лента является грузонесущим органом, а канат и цепь - тяговым.
Конвейерные ленты
Лента является наиболее ответственным и дорогостоящим элементом конвейера (до 50% общей стоимости конвейера). Как правило, с повышением срока службы ленты снижается стоимость транспортирования конвейером единицы груза.
К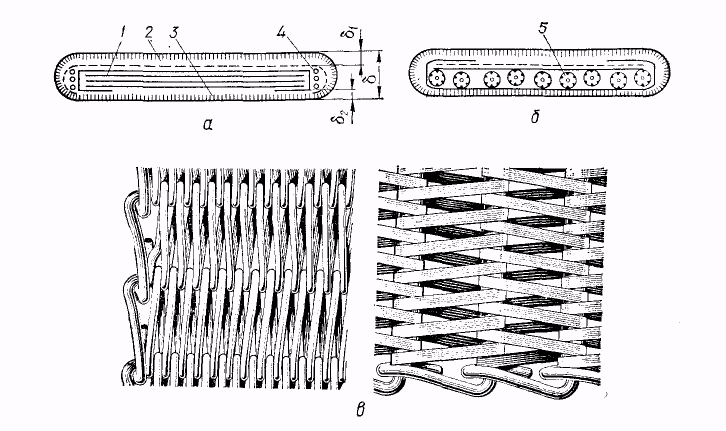 онвейерные
ленты (рисунок 2) подразделяются на
резинотканевые, резинотросовые,
цельнометаллические толщиной 0,6…1,2мм
(в том числе с резиновым покрытием) и
специальные (сетчатые, с рифленой
поверхностью, из стекловолокна и др.).
онвейерные
ленты (рисунок 2) подразделяются на
резинотканевые, резинотросовые,
цельнометаллические толщиной 0,6…1,2мм
(в том числе с резиновым покрытием) и
специальные (сетчатые, с рифленой
поверхностью, из стекловолокна и др.).
Рисунок 2 - Конвейерные ленты
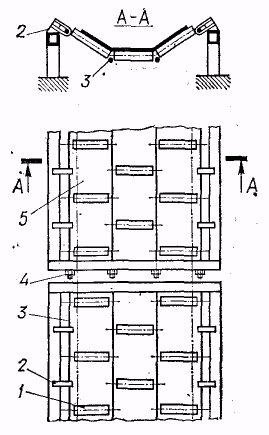
Рисунок 2а - Резинотканевая лента
Резинотканевая лента является наиболее распространенной и состоит из тягового 1 каркаса (рисунок 2а), защищенного со всех сторон привулканизированными к нему эластичными обкладками 2, 3. Тяговой каркас
изготавливают из тканевых прокладок, соединенных между собой тонкими резиновыми прослойками, слои резины также придают ленте большую гибкость. Ткань состоит из нитей основы (хлопчатобумажной, синтетической, вискозного шелка и др.),воспринимающих продольную нагрузку, и нитей утка , обеспечивающих поперечную жесткость ленте.
В резинотросовых лентах продольное тяговое усилие воспринимается металлическими тросами .
Обкладки лент изготавливают из резиновой смеси, включающей натуральный или синтетический каучук, а также из пластмасс – поливинилхлорида и полиэтилена. Они защищают каркас ленты от механических повреждений, воздействия газов, проникновения влаги и истирания.
Для транспортировки влажных и скользких грузов применяют ленту с шевронной поверхностью, которая позволяет работать на больших углах подъема конвейера : для сыпучих до 280; для единичных грузов до 400.
Всё больше внедряются ленты из комбинированных и синтетических волокон (лавсан, вискоза, капрон и др.),обладающие значительно большей
прочностью, что приводит к уменьшению массы и габаритов конвейера за счет уменьшения числа прокладок лент.
Синтетические ленты имеют большую долговечность, влагоустойчивость, стойкость к ударам, легко поддаются очистке, не расслаиваются. Однако стоимость их пока остается высокой.
Согласно ГОСТ 20-76 выпускают 5 типов (1, 2Р, 3, 4) гладких резинотканевых лент для транспортирования сыпучих, кусковых и штучных грузов: общего назначения; морозостойкие (1М, 2РМ) до минус 600С; негорючие (2РШ, 2Ш, для шахт); термостойкие (2П), допускающие температуру 100…2000С.
Ширина лент 300…3000 мм.
Одним из прогрессивных направлений в производстве лент является более широкое внедрение цельнотканых лент с каркасом из одной многоосновной ткани, обладающей большой прочностью, гибкостью, долговечностью. Стремление разгрузить ленту от тяговых усилий, особенно в конвейерах большой длины, привело к созданию канатно – ленточных и ленточно – цепных конвейеров, где лента является, в основном, несущим органом.
Резинотросовые
ленты обладают рядом преимуществ:
высокая прочность (в 15…25 раз прочнее
резинотканевой той же толщины), малое
относительное удлинение (не свыше 0.5%),
высокая долговечность, хорошая продольная
и поперечная гибкость, позволяющая
применять барабаны  меньших
диаметров и роликоопоры с увеличенным
углом наклона боковых роликов. Для
изготовления резинотросовых лент
(ширина которых доходит до 3000мм) применяют
тросы диаметром от 2.1 до 11.6мм,
завулканизированные между слоями ткани
вдоль ленты. Резинотросовые ленты (РТД)
используются на конвейерах длиной до
5000м и более. Ленты в морозостойком
исполнении (до –450С)
изготавливают из морозостойкой резины,
полученной путем добавок различных
антифризов в резиновые смеси.
меньших
диаметров и роликоопоры с увеличенным
углом наклона боковых роликов. Для
изготовления резинотросовых лент
(ширина которых доходит до 3000мм) применяют
тросы диаметром от 2.1 до 11.6мм,
завулканизированные между слоями ткани
вдоль ленты. Резинотросовые ленты (РТД)
используются на конвейерах длиной до
5000м и более. Ленты в морозостойком
исполнении (до –450С)
изготавливают из морозостойкой резины,
полученной путем добавок различных
антифризов в резиновые смеси.
Термостойкие ленты изготавливают из стекловолокна, поверхность которых покрыта кремнийорганическим каучуком (до 6 мм), а также путем покрытия прорезиненной ткани стекловолокном.
Конструкция ставов и роликоопор
Для поддержания рабочей и ненагруженной ветвей ленты от провисания в конвейере имеются роликовые опоры. Они опираются на конструкцию конвейера, называемую ставом. Ставы бывают жесткие и податливые. Жесткий став состоит из металлических секций, простых по конструкции.
В
стационарных конвейерах секции
устанавливают на бетонные фундаменты
и прикрепляют анкерными болтами. Секции
переносных конвейеров изготавливают
обычно из проката или труб быстроразъемными,
применяя для этой цели специальные
замковые соединения. Податливый канатный
став состоит из продольных натянутых
канатов, опирающихся на стойки из проката
или труб. На эти канаты подвешены
роликоопоры, которые образуют желобчатое
сечение ленты. Нижние роликоопоры могут
быть сдвинуты относительно боковых.
Натяжение канатов осуществляется
винтовыми или  лебедочными
устройствами. Канатные ставы находят
широкое применение в конвейерах тяжелого
типа в горнодобывающей и других отраслях
промышленности, где транспортируют
большие массы кусков при высокой
скорости. Преимущества канатных ставов:
снижаются ударные нагрузки на ленту и
роликоопоры; плавность и бесшумность
хода ленты; увеличивается срок службы
ленты; меньше масса по сравнению с
жестким ставом; хорошая приспосабливаемость
к местности; удобство монтажа и демонтажа.
лебедочными
устройствами. Канатные ставы находят
широкое применение в конвейерах тяжелого
типа в горнодобывающей и других отраслях
промышленности, где транспортируют
большие массы кусков при высокой
скорости. Преимущества канатных ставов:
снижаются ударные нагрузки на ленту и
роликоопоры; плавность и бесшумность
хода ленты; увеличивается срок службы
ленты; меньше масса по сравнению с
жестким ставом; хорошая приспосабливаемость
к местности; удобство монтажа и демонтажа.
Натяжение канатов выбирают таким, чтобы прогиб от веса роликоопор,ленты и груза был не более 2…2.5% от расстояния между опорными стойками.
Роликовые опоры являются основным элементом ленточного конвейера. От их работы зависит долговечность ленты и потреблении электроэнергии приводом. Роликовые опоры должны быть долговечными, недорогими, обладать малым сопротивлением вращению, удобны в эксплуатации и монтаже. По назначению делятся на рядовые, устанавливаемые на протяжении всей трассы, и специальные, расположенные в отдельных местах конвейера: центрирующие, переходные (у приводных барабанов), амортизирующие (в пункте загрузки) и ролики для очистки ленты.
Рисунок 3 - Конструкции роликоопор
К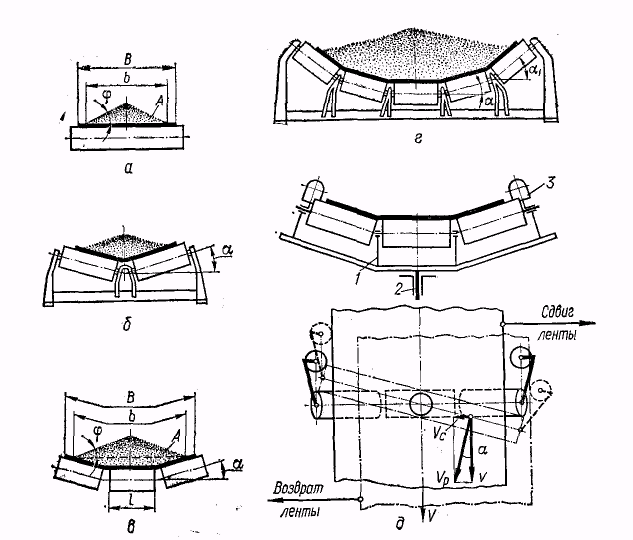 ак
правило, нерабочая часть ленты имеет
однороликовые опоры и только для ленты
большой ширины устанавливают двухроликовые.
Шаг роликов рабочей ветви зависит от
ширины ленты, насыпной плотности груза
и находится в пределах 0.9…1.5м. Для
конвейеров с высокопрочными лентами
шаг доходит до 3…4м. Шаг роликов нерабочей
ветви принимают в два раза больше. На
нерабочей ветви конвейера часть роликов
может быть выполнена винтовыми, очищающими
рабочую поверхность ленты от налипшей
массы.
ак
правило, нерабочая часть ленты имеет
однороликовые опоры и только для ленты
большой ширины устанавливают двухроликовые.
Шаг роликов рабочей ветви зависит от
ширины ленты, насыпной плотности груза
и находится в пределах 0.9…1.5м. Для
конвейеров с высокопрочными лентами
шаг доходит до 3…4м. Шаг роликов нерабочей
ветви принимают в два раза больше. На
нерабочей ветви конвейера часть роликов
может быть выполнена винтовыми, очищающими
рабочую поверхность ленты от налипшей
массы.
Для возможности регулирования хода ленты крепление ролика допускает передвижку (перестановку) в плане на угол 3…50 от положения, перпендикулярного ленте, в сторону движения ленты.
Предотвращение сбегания ленты с трехроликовых опор достигается наклоном боковых роликов вперед по ходу ленты на 2…40 (их устанавливают через каждые 5-6 обычных роликов), а также применением центрирующих опор.
Наибольшее
применение получили трехроликовые
опоры; двухроликовые используют на
передвижных конвейерах легкого типа;
пятироликовые - для  конвейеров
с лентой большой ширины, где требуется
увеличить глубину желоба с целью
повышения производительности.
Однороликовые опоры применяют у
конвейеров, предназначенных для
перемещения штучных или насыпных грузов
с выполнением определенных технологических
операций.
конвейеров
с лентой большой ширины, где требуется
увеличить глубину желоба с целью
повышения производительности.
Однороликовые опоры применяют у
конвейеров, предназначенных для
перемещения штучных или насыпных грузов
с выполнением определенных технологических
операций.
По числу роликов и углам их наклона различают следующие типы роликоопор (рисунок 3): а – однороликовая; б – двухроликовая, 1=450 и 200; в – трехроликовая, =45, 30, 36 и 450; г – пятироликовая, 1=450 и =180.
Применение трехопорных роликоопор с большими углами наклона (300 и 450) боковых роликов стало возможным благодаря лентам типа РТЛ и с гибким синтетическим каркасам. При этом значительно увеличилась площадь поперечного сечения груза на ленте и производительность приблизилась к конвейерам с пятироликовыми опорами.
Центрирующая
роликоопора (рисунок 3д) может поворачиваться
около вертикального шкворня 2, укрепленного
на раме 1. При сбегании ленты в сторону
(вправо) она нажимает на вертикальный
(дефлекторный) ролик 3 и тянет за собой,
поворачивая опору на угол .
Основные ролики, вращаясь под углом
относительно ленты, стремятся возвратить
ленту в центральное положение составляющей
вектора скорости
![]() .
Сход ленты контролируется специальными
реле, устанавливаемыми на рамах роликоопор
с шагом 50м.
.
Сход ленты контролируется специальными
реле, устанавливаемыми на рамах роликоопор
с шагом 50м.
Имеются центрирующие роликоопоры, действующие автоматически при нажатии края ленты на дефлекторный ролик, включающий силовую систему, которая принудительно поворачивает роликоопору на нужный угол, обеспечивая тем самым прямолинейное движение ленты. Центрирующие роликоопоры устанавливают обычно через 10-12 роликоопор и около мест загрузки.
Амортизирующие роликоопоры применяют для снижения динамических нагрузок и защиты ленты от разрушения падающими крупными кусками груза в местах загрузки. Для конвейеров со стальной лентой применяют пружинные роликоопоры, образующие желобчатое сечение ленты с прогибом, пропорциональным массе груза.
Снижения ударов при загрузке и толчках во время движения ленты достигают также применением амортизирующих роликов резинопневматических (удары поглощаются резиновыми цилиндрами и воздушными камерами внутри их); обрезиненных, с ребристыми резиновыми бандажами и металлорезиновых роликов.
Ролик содержит обечайку, установленную на подшипниках, внутренние жесткие втулки, наружные упругие втулки и крышки в виде упругих конусных колец. Упругая втулка является амортизирующим элементом ролика.
 Подвесные
роликоопоры.
Подвесные
роликоопоры.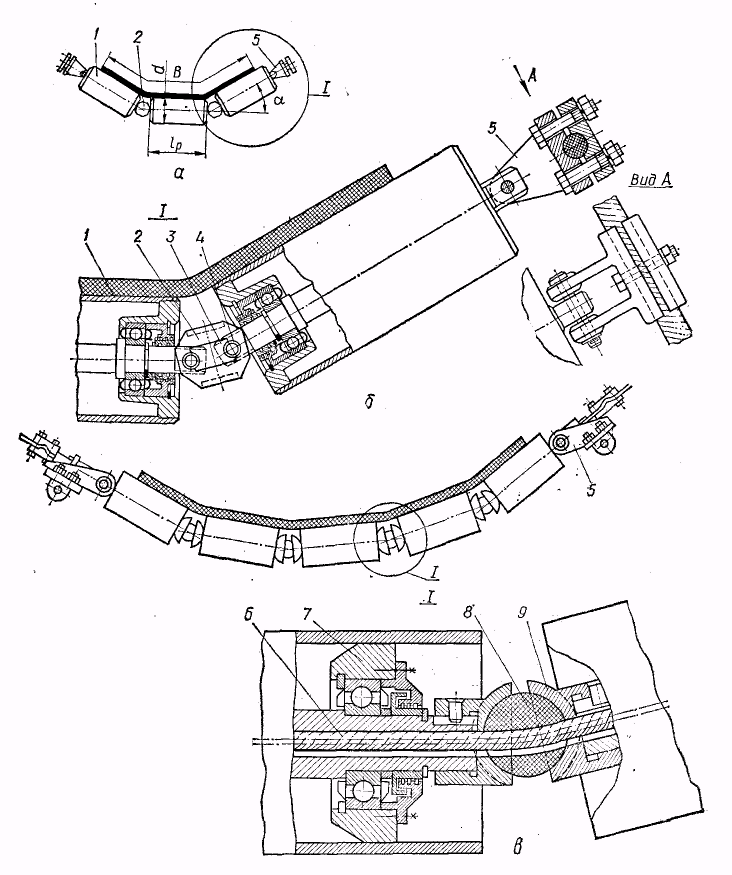
Конструкции подвесных роликоопор для канатного става показаны на рисунке 4 в двух исполнениях – на шарнирном и канатном подвесах. Шарнирная роликоопора (а) состоит из роликов 1, установленных на подшипниках качения, которые соединены между собой звеньями 2 с помощью пальцев 4 с фиксаторами 3(б).
Рисунок 4 - Подвесные роликоопоры
Роликоопоры крепятся к канатному ставу специальными зажимами 5. В канатном подвесе (в) ролики 7 установлены на полые оси. и надеты на канат 6; между собой
оси каждого ролика соединены с помощью полуцилиндров 9 с упругими элементами 8.
Предложены также конструкции ленточных конвейеров с переменным шагом роликоопор, увеличивающимся от места разгрузки до приводного барабана. Экспериментальные исследования в производственных условиях показали, что конвейер с переменным шагом роликов имеет определенные преимущества перед конвейерами с постоянным шагом: меньше сопротивление передвижению и потребляемая мощность двигателя, уменьшается боковой сбег ленты.
Конвейерные ролики являются массовым элементом конвейера, от их долговечности и надежности во многом зависит эффективность транспортирования грузов ленточными конвейерами. Стоимость их доходит до 30% общей стоимости конвейера. От состояния роликов, особенно при загрязнении подшипниковых узлов, сопротивление движению ленты увеличивается, а срок службы роликов и ленты уменьшается. Ролики изготавливают из стальных труб, отливают из чугуна и пластмасс.
У конвейеров, транспортирующих насыпные грузы, прилипающие к ленте, нижние ролики изготавливают с дисками, чаще всего резиновыми, надетыми на оболочку ролика. Такие ролики способствуют очистке поверхности ленты и сами мало загрязняются.
Диаметр роликов у конвейеров, предназначенных для транспортирования насыпных грузов, принимается в зависимости от ширины ленты согласно ГОСТ 22646 – 77 D=63…194мм (меньшие значения для легких, большие для тяжелых грузов). Ролики имеют следующие исполнения рабочей поверхности: гладкая (Г), футерованная (Ф) и амортизирующая (А). Для нижней ветви – дисковый ролик (Д). По конструкции ролики бывают со сквозной невращающейся осью (рис. 4) и на полуосях.
Опыт эксплуатации конвейеров показал, что ролики со сквозной осью имеют меньший коэффициент сопротивления вращению, они более долговечны по сравнению с роликами на полуосях и поэтому нашли широкое распространение в конвейерах. Смазка подшипниковых узлов роликов бывает индивидуальная регулярная и закладная долговременная. Основным видом является долговременная смазка, рассчитанная на срок службы не менее двух лет без пополнения смазки и без очистки подшипников. От надежности уплотнения подшипникового узла зависит работоспособность конвейерного ролика (сопротивление вращению, срок службы). Подшипники имеют надежное лабиринтовое уплотнение, состоящее из системы штампованных колец, а также дополнительные блочные уплотнения.
Весьма перспективными являются ролики с деталями из пластмасс (полиэфирной смолы со стекловолокном, неопрена): значительно меньше масса, высокие срок службы и стойкость против коррозии.
П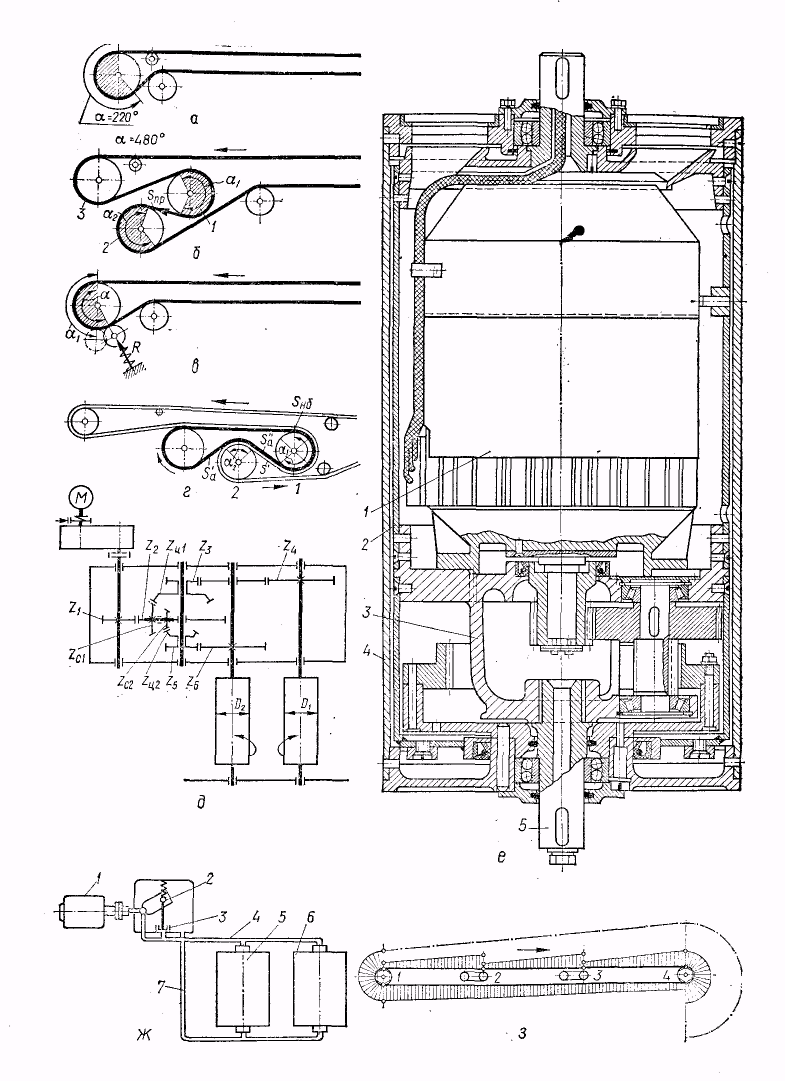 риводы
ленточных конвейеров.
риводы
ленточных конвейеров.
Привод конвейера состоит из барабана, редуктора, двигателя, муфт и тормозного устройства (тормоз или останов).
Последние необходимы для ограничения выбега при выключении двигателя и исключения обратного хода наклонного груженого конвейера.
В зависимости от требуемой величины тягового усилия применяют конвейерные приводы одно-, двух- и многобарабанные (рисунок 5, а - г). По числу двигателей различают одно- и многодвигательные
Рисунок 5 – Приводы конвейеров
приводы.
 Наиболее
распространенным и простым по конструкции
является однобарабанный привод (а).
Лента огибает приводной барабан нерабочей
стороной, что обеспечивает более
стабильный коэффициент сцепления с
барабаном. Угол обхвата барабана лентой
210…2300.
Для конвейеров, транспортирующих тяжелые
грузы на большие расстояния, применяют
двухбарабанный привод, состоящий из
двух приводных барабанов 1, 2 (б) и
неприводного 3. Этот привод обладает
большим тяговым усилием, так как суммарный
угол обхвата лентой двух барабанов
увеличивается до 4800.
Наиболее
распространенным и простым по конструкции
является однобарабанный привод (а).
Лента огибает приводной барабан нерабочей
стороной, что обеспечивает более
стабильный коэффициент сцепления с
барабаном. Угол обхвата барабана лентой
210…2300.
Для конвейеров, транспортирующих тяжелые
грузы на большие расстояния, применяют
двухбарабанный привод, состоящий из
двух приводных барабанов 1, 2 (б) и
неприводного 3. Этот привод обладает
большим тяговым усилием, так как суммарный
угол обхвата лентой двух барабанов
увеличивается до 4800.
Тяговое усилие повышается от прижатия ленты к барабану обрезиненным роликом (в) или использованием атмосферного давления, создавая вакуум внутри барабана.
Большой эффект в повышении тяговой силы дает применение прижимной ленты (г), значительно увеличивающей сцепление с приводным барабаном (применяется для одно- и двухбарабанного приводов).
Двухбарабанные приводы могут быть выполнены по следующим схемам: с жесткой связью между барабанами; с дифференциальным редуктором; с раздельным приводом.
Двухбарабанный привод с жесткой связью барабанов обладает тем недостатком, что ввиду упругой вытяжки ленты, неточности изготовления барабанов, возможного налипания транспортируемого груза на барабаны и др. тяговое усилие между барабанами распределяется неравномерно. Поэтому их применяют для конвейеров небольшой мощности и при перемещении сухих или нелипких грузов.
Привод с дифференцильным редуктором (рисунок 5д) не имеет этих недостатков и может применяться при работе конвейера в самых тяжелых условиях (перемещение липких грузов, работа на открытом воздухе и т. д.).
Благодаря разным диаметрам делительных окружностей конических колес тяговые усилия на первом и втором приводных барабанов имеют разные значения, и их отношение определяется только кинематической схемой редуктора независимо от пробуксовки барабанов.
Дифференциальная передача состоит из двух конических центральных колес zц1 и zц2, свободно сидящих на валу, и сателлитов zс1 и zс2, жестко связанных с цилиндрическим зубчатым колесом z2, которое получает вращение от привода через шестерню z1.
При обкатывании сателлитов по центральным колесам zц1 и zц2 последние получают одинаковую угловую скорость за счет соответствующего подбора передаточных отношений. От центральных колес к барабанам D1и D2 вращение передается через цилиндрические зубчатые передачи z3/z4 и z5/z6.
В двухбарабанном раздельном приводе распределение тяговых усилий между барабанами при асинхронных короткозамкнутых двигателях обычно неравномерное ввиду того, что упругие свойства ленты не постоянны, барабаны изготавливают с некоторой разницей в диаметрах, а двигатели имеют неодинаковые характеристики. Обычно асинхронные короткозамкнутые двигатели применяют в сочетании с гидравлическими или электромагнитными муфтами, улучшающими условия запуска конвейера и приводящими к более оптимальному распределению нагрузок между приводными барабанами.
Часто в двухбарабанном приводе применяют асинхронные электродвигатели с фазовым ротором, позволяющие производить плавный пуск конвейера с меньшими динамическими нагрузками на ленту. За счет увеличения скольжения двигателей обеспечивают более равномерное распределение между ними нагрузок. Установка в двухбарабанных приводах двигателей постоянного тока позволяет осуществлять плавный пуск конвейера и оптимально распределять нагрузки между барабанами.
 В
тех случаях, когда требуется весьма
компактный привод конвейера, применяют
конструкцию мотор-барабан с расположением
двигателя и редуктора внутри барабана
(рисунок 5е). Неподвижный цилиндрический
корпус 2 закреплен в раме конвейера при
помощи цапфы 5.
В
тех случаях, когда требуется весьма
компактный привод конвейера, применяют
конструкцию мотор-барабан с расположением
двигателя и редуктора внутри барабана
(рисунок 5е). Неподвижный цилиндрический
корпус 2 закреплен в раме конвейера при
помощи цапфы 5.
В нем установлен фланцевый электродвигатель 1 с двухступенчатым редуктором 3, вращающим барабан 4. Для охлаждения двигатель снабжен вентилятором. Применяют такую конструкцию для конвейеров легкого типа.
Для ленточных конвейеров весьма перспективно применение гидравлического привода, в особенности при использовании высокомоментных гидродвигателей, открывающих возможность создания приводов, которые исключают механические передачи между двигателем и барабаном.
На рисунке 5, ж приведена схема двухбарабанного гидравлического привода. Гидромоторы вмонтированы в барабаны 5 и 6, связанные с регулируемым насосом 1, напорным 4 и возвратным 7 трубопроводами. Регулятор 2 насоса находится под воздействием пружины, которая поворачивает регулирующий элемент в направлении уменьшения подачи жидкости насосом, преодолевая противодействие давления жидкости на поршень 3.
При ненагруженной ленте давление в трубопроводе 4 невелико и скорость ленты малая. При увеличении нагрузки на ленту поршень 3 поворачивает регулирующий элемент против часовой стрелки, увеличивая частоту вращения барабанов 5 и 6. Дальнейшие повышения нагрузки приводят к автоматическому снижению скорости, что исключает перегрузку двигателя.
В настоящее время приводные станции проектируют таким образом, чтобы можно было, приняв за базу однобарабанный привод, скомплектовать двух-, трех- и многобарабанный привод из одинаковых узлов.
Для транспортирования груза на большие расстояния без перегрузок к головным приводам применяют многодвигательный ленточный привод, представляющий собой замкнутый контур тяговой ленты. Они взаимодействуют с грузонесущей лентой конвейера и создают силу тяги по всей длине конвейера. Такая система приводов значительно снижает натяжение ленты конвейера.
На рисунке 5, показано 4 привода; промежуточные приводы 2 и 3 расположены на определенном расстоянии вдоль трассы. Конвейеры с такими приводами могут быть длиной до 2.5км при сравнительно низких натяжениях ленты (в отличие от натяжений, показанных пунктиром, без промежуточных приводов).
Последовательной установкой таких конвейеров можно обеспечить транспортирование грузов на десятки километров.
Натяжные устройства
Натяжные устройства предназначены для компенсации удлинения ленты при работе, создания и поддержания в заданных пределах натяжения, обеспечивающего устойчивое сцепление ленты с приводным барабаном и ограничения провисания ленты между роликоопорами. Лента натягивается перемещением натяжного барабана на тележке или специальных направляющих. По принципу действия они делятся на устройства, работающие периодически по мере вытягивания ленты (винтовые, реечные и т.д.), и автоматические (грузовые, гидравлические, пневматические).
Автоматические устройства бывают с регулируемым (в зависимости от величены крутящего момента привода) и нерегулируемым натяжением.
Натяжное устройство
размещают в конвейере, как правило, там,
где натяжение ленты минимальное. В
наклонных конвейерах устройство
 устанавливают
внизу, и хвостовой барабан используют
в качестве натяжного. В тяжелых конвейерах
большой длины натяжное устройство
конструируют в одном узле с приводом
для упрощения обслуживания и управления
конвейером.
устанавливают
внизу, и хвостовой барабан используют
в качестве натяжного. В тяжелых конвейерах
большой длины натяжное устройство
конструируют в одном узле с приводом
для упрощения обслуживания и управления
конвейером.
Длина хода натяжного барабана зависит от длины конвейера L и типа ленты: 2…1,5% L для резинотканевых и 0,2…0,15% L для резинотросовых лент.
Остановы
Д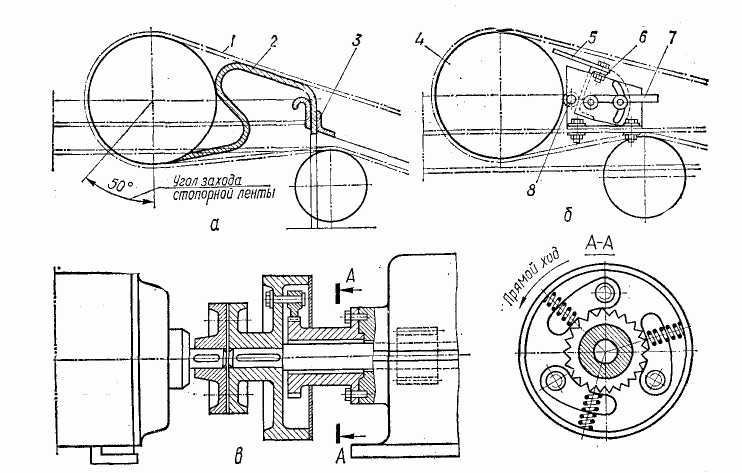 ля
предотвращения самопроизвольного
обратного движения наклонного конвейера
при остановке применяют остановы
(рисунок 6): ленточные, валиковые, храповые
и роликовые. Наиболее простой конструкцией
является ленточный останов (а), где
стопорная лента 2, укрепленная на раме
3, затягивается движущейся вниз
конвейерной лентой 1 между барабаном и
останавливает ее. Однако стопорная
лента быстро
ля
предотвращения самопроизвольного
обратного движения наклонного конвейера
при остановке применяют остановы
(рисунок 6): ленточные, валиковые, храповые
и роликовые. Наиболее простой конструкцией
является ленточный останов (а), где
стопорная лента 2, укрепленная на раме
3, затягивается движущейся вниз
конвейерной лентой 1 между барабаном и
останавливает ее. Однако стопорная
лента быстро
Рисунок 6 - Остановы
изнашивается, и стопор перестаетработать. Принцип работы валикового останова (б) основан на том, что при ходе ленты назад барабан 4 начинает поворачиваться в обратном направлении и валик 8, помещенный на наклонной стенке швеллера 6, заклинивает барабан. Щиток 5 предохраняет валик от загрязнения, а рычаг 7 служит для регулировки наклона стенки. Работа храпового останова понятна из рисунок 6 в.
Очистительные устройства
На поверхности ленты после разгрузки остаются прилипшие частицы груза. Для создания нормальных условий работы и повышения срока службы ленты предусмотрена очистка.
При плохой очистке нарушается стабильность движения ленты, повышается ее износ, уменьшается коэффициент трения между лентой и барабаном.
В сдвоенном приводе при огибании лентой одного из барабанов рабочей стороной происходит перераспределения тяговых усилий между барабанами. При работе конвейера в зимних условиях прилипший к ленте и барабану материал примерзает, в результате чего затрудняется работа конвейера или вообще становится невозможной. Очистные устройства можно разделить на следующие типы: а – скребковые с различным способом прижатия скребка к ленте; б – щеточные; в – винто - лопастные; г – вибрационные; гидравлические и пневматические.
Н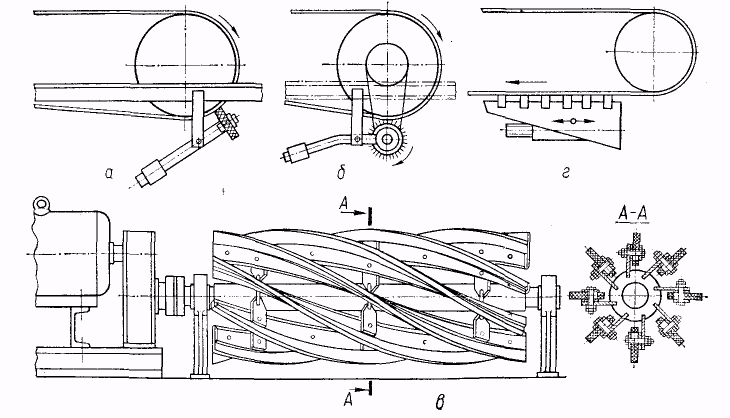 аибольшее
распространение получила очистка ленты
скребками (пластмассовыми, резиновыми,
стальными), которые устанавливают под
погрузочным барабаном в ряд или в шахтном
порядке. При транспортировании сухих
грузов достаточно резинового скребка.
Скребки применяют также для
аибольшее
распространение получила очистка ленты
скребками (пластмассовыми, резиновыми,
стальными), которые устанавливают под
погрузочным барабаном в ряд или в шахтном
порядке. При транспортировании сухих
грузов достаточно резинового скребка.
Скребки применяют также для
Рисунок 7 - Очистительные устройства
очистки барабанов от налипшего на их поверхность материала.
Хорошее качество очистки дают винто - лопастные скребки, вращающиеся от индивидуального привода или от барабана цепной передачей.
Вибрационные
устройства повышают качество очистки
и резко уменьшают износ скребка; амплитуда
колебаний 1.5…3мм. Иногда при работе с
влажным грузом грубую очистку выполняют
капроновыми скребками, а чистую – рядом
установленным по ходу движения ленты
винтовым устройством, вращающимся в
противоположном движению ленты
направлении с окружной скоростью в 2…3
раза больше скорости ленты. При перемещении
сильно липких грузов применяют
гидравлическую очистку ленты струей
воды, которую подают под некоторым  углом
навстречу движущейся ленте. Недостатки
этого способа: значительный расход
воды, необходимость устройств для ее
подачи и отвода;
уменьшение коэффициента трения между
лентой и барабаном; неприемлем при
минусовой
температуре. Реже применяют пневматический
и другие способы очистки. Очистка
холостой ленты осуществляется также
дисковыми и винтовыми роликами. Иногда
в длинных конвейерах холостую ветвь
конвейера при сбегании с привода
переворачивают на 1800,
после чего она движется по роликам
чистой стороной, а перед хвостовым
барабаном ее снова возвращают в исходное
положение. Такой способ повышения
сцепления ленты с барабаном является
довольно перспективным.
углом
навстречу движущейся ленте. Недостатки
этого способа: значительный расход
воды, необходимость устройств для ее
подачи и отвода;
уменьшение коэффициента трения между
лентой и барабаном; неприемлем при
минусовой
температуре. Реже применяют пневматический
и другие способы очистки. Очистка
холостой ленты осуществляется также
дисковыми и винтовыми роликами. Иногда
в длинных конвейерах холостую ветвь
конвейера при сбегании с привода
переворачивают на 1800,
после чего она движется по роликам
чистой стороной, а перед хвостовым
барабаном ее снова возвращают в исходное
положение. Такой способ повышения
сцепления ленты с барабаном является
довольно перспективным.