

Предельные отклонения размеров заготовок для сварки
Способ получения |
Предельные отклонения, мм, при интервале номинальных размеров |
||
до 1500 |
1500…2500 |
2500…4500 |
|
Ручная газокислородная резка по разметке |
± 2,5 |
± 3 |
± 3,5 |
Машинная газокислородная резка |
± 1,5 |
± 2 |
± 2,5 |
Резка на пресс-ножницах
|
± 1 |
± 1,5 |
± 2 |
Обработка на металлорежущих станках |
|
H14; h14 |
±
|
Газокислородную резку можно применять для материалов практически любой толщины, но при этом следует помнить, что резке подлежат только малоуглеродистые и среднеуглеродистые конструкционные стали с содержанием общего количества легирующих элементов до 5%.
Резка листов на пресс-ножницах ограничена мощностью оборудования и наиболее распространена при толщине до 10...20 мм.
5.3. Приспособления для производства сварочных работ
Оборка под сварку является трудоемкой и наименее механизированной операцией. Цель ее — установка и фиксация деталей в предусмотренном проектом положении с обеспечением свободного доступа к месту сварки. Поэтому по возможности при проектировании деталей следует предусматривать взаимно ориентирующие и фиксирующие элементы: канавки, проточки, буртики, упоры — фиксаторы: и т. п.
Для крепления деталей перед сваркой и в процессе сварки применяют специальные или универсальные; приспособления. К универсальным приспособлениям (рис. 9) относят клинья а, упоры б, болтовые соединения с упорами на прихватках в, стяжки винтовые г, скобы д, стяжки рычажно-винтовые е, струбцины ж, домкраты и т. д. Универсальные приспособления используют в мелкосерийном производстве, все они имеют ручной привод, не обеспечивают высокой производительности, но являются простыми и дешевыми.
Количество приспособлений может быть уменьшено при использовании прихваток, т.е. предварительных коротких швов малой высоты, которые фиксируют детали и устраняют их взаимное смещение в процессе сварки. При наложении основного шва прихватки переваривают. Площадь основного поперечного сечения прихватки не должна превышать 30% сечения основного шва, а длина не более (10…100) мм в зависимости от габаритных размеров и массы деталей.
Прихватки наносят обычно через (400...800) мм по длине шва. В серийном и массовом производстве необходимо предусматривать специальные быстродействующие приспособления, содержащие гидравлические или пневматические прижимы, кондукторы, кантователи, манипуляторы, специальные стенды. Данные Приспособления позволяют повысить точность конструкций и производительность труда при сварке.
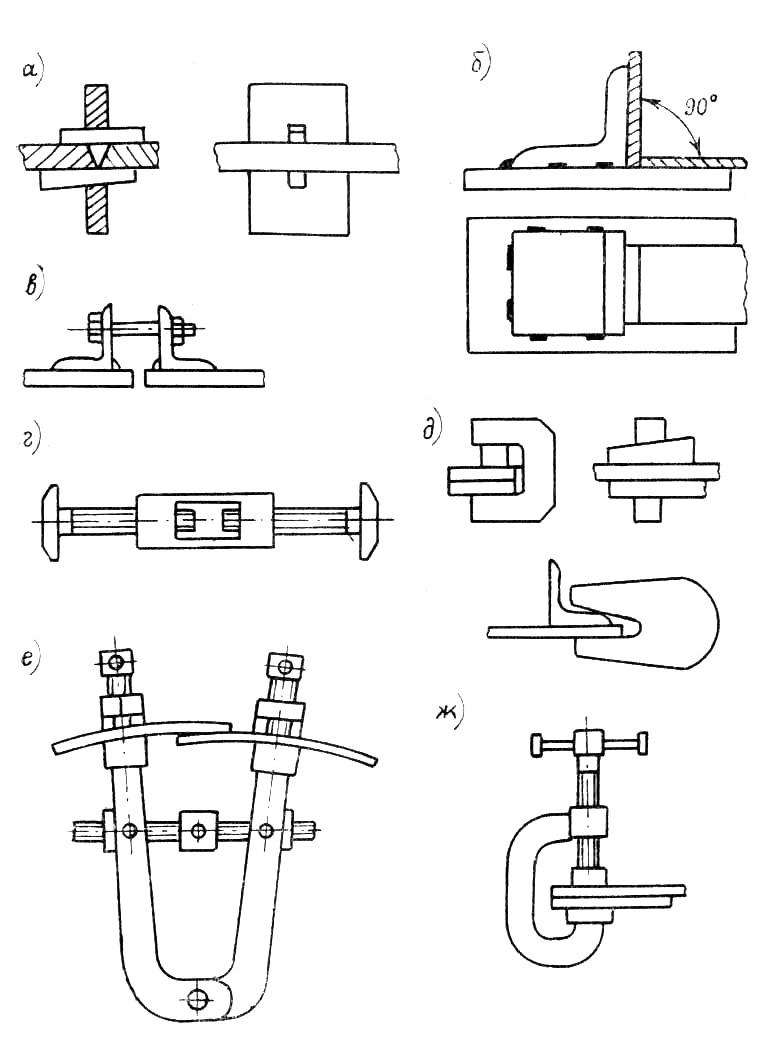
Рис. 9. Универсальные сборочные приспособления