

6.2. Выбор заготовок и их подготовка для сварки
Для получения заготовки фланца (см. рис. 11, б) целесообразно использовать листовой прокат нормальной точности (группа Б) толщиной 16 мм из стали 15Г
![]()
Толщина листа назначена больше требуемое с учетом предельных отклонений размеров сварной конструкции по 16-му квалитету точности, припуска (3 мм) на механическую обработку после сварки по сопрягаемым поверхностям изделия и припуска (1 мм) на обработку перед сваркой.
Последовательность изготовления фланца – газокислородная резка кольцевой заготовки из листа и его механическая обработка на токарном станке по чертежу (см. рис. 11, б). Размеры кольца после резки будут: наружный диаметр 210±2,5 мм, внутренний диаметр 110±2,5 мм. Предельные отклонения размеров определены для ручной газокислородной резки по разметке (см. табл. 6). При этом припуск на механическую обработку составит 3,75…6,25 мм. При использовании машинной газокислородной резки этот припуск мог быть уменьшен за счет большей точности размеров.
Размеры детали и их примерные отклонения назначены из условия обеспечения сборки с цилиндром перед сваркой.
Цилиндр (см. рис. 11, в) можно изготовить из трубы 140Х10 – 15Г – А ГОСТ 8732 – 78 путем газокислородной резки и последующей механической обработки торцов. Длина отрезка трубы больше длины цилиндра на двухсторонний припуск на механическую обработку и будет 281 + 2х3 = 287±2,5 мм. Фактический припуск составит 1,75…4,25 мм.
Дно (см. рис. 11, г) можно получить машинной газокислородной резкой без последующей механической обработки. Исходная заготовка листовой прокат толщиной 10 мм:
![]()
Диаметр заготовки после резки будет 124±1,5 мм. Возможные наплывы металла и заусенцы подлежат зачистке наждачным кругом.
Выбор газокислородной резки как основной заготовительной операции сделан исходя их характера производства и возможности ее использования для малоуглеродистой низколегированной стали 15Г.
6.3. Порядок производства сварочных работ
Корпус изготавливают из малоуглеродистой, хорошо сваривающейся стали, поэтому подогрев деталей перед сваркой и термическая обработка после сварки не требуются.
Сварка корпуса может быть выполнена в два этапа: сварка фланца 01 с цилиндром 02 (см. рис. 11), а затем приварка дна 03. Фланец и цилиндр имеют центрирующие канавку и буртик, что позволяет осуществить легкую сборку деталей 01, 02, а для уменьшения поводок и повышения точности изделия достаточно применить простое и универсальное приспособление – стяжку 03 (рис. 12) с двумя накладками 04.
Собранные в приспособлении детали позволяют сварщику без затруднений подводить проволоку в зону сварки и наблюдать за формированием сварного шва.
Сварку целесообразно производить исходя из выбранного оборудования и толщины деталей на постоянном токе обратной полярности за два прохода при плотности тока 100... 150 А/мм².
Сварку цилиндра с дном производят без разделки кромок, формирование сварного шва осуществляют при выступании дна относительно цилиндра на 10 мм и концентричном его расположении. Фиксация деталей по высоте при этом однозначная, но в процессе сварки может произойти смещение деталей, как по высоте, так и в радиальном направлении. Во избежание смещения можно рекомендовать четыре прихватки длиной по 10 мм и высотой катета 2...3 мм. После чего осуществляют сварку за два прохода с переваркой прихваток. Высота катета полного сварного шва 10 мм. Предварительный шов с целью уменьшения коробления и поводки при отсутствии фиксирующего приспособления необходимо выполнить за два приема, наложив шов на половине длины, а затем завершив его во встречном направлении. Общая длина сварного шва составляет около 370 мм.
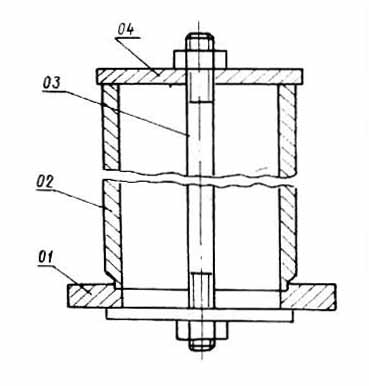
Рис. 12. Схема приспособления для сварки деталей
После сварки изделие проходит завершающие и отделочные операции: термическую обработку, очистку от окалины, грата, шлака и технический контроль. В данном случае термическая обработка не требуется.
Очистку от окалины, брызг металла производят в дробеструйной камере. Зачистка сварных швов в соответствии с разработанным чертежом не требуется. При необходимости усиление шва и наплывы металла можно было бы удалить зачисткой абразивным кругом или на металлорежущих станках.