

Коэффициент загрузки на I-й операции определяется как
![]() (3)
(3)
Полное использование фонда рабочего времени достигается совмещением технологических операций на одном рабочем месте или многостаночным обслуживанием.
Для анализа разработанного технологического процесса сборки строится схема (рис.12), в которой операции изображаются в виде прямоугольников в последовательности выполнения, с указанием трудоемкости их выполнения и возможности совмещения на отдельных рабочих местах.
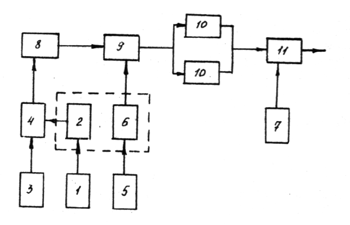
Рис.12. Схема построения маршрутной технологии сборки; 1-10 – номера операций.
На рис.12 операции 2 и 6 выполняются на одном рабочем месте, а операция 10 выполняется одновременно на двух рабочих местах.
Для каждой технологической операции необходимо уточнить ее содержание, определить последовательность переходов, выбрать необходимое оборудование, приспособления, инструмент. При серийном производстве применяют универсальное оборудование и оснастку.
Для технико-экономической оценки вариантов технологического процесса сборки используют следующие критерии:
I) трудоемкость технологического процесса оборки Tсб
![]()
где m- общее количество операций;
2) длительность цикла сборки партии изделий из n шт – ТЦ :
при поточной организации
![]() ;
;
при не поточной организации без учета пролеживания деталей между операциями
![]() ;
;
3) число рабочих мест сборки;
4) число сборщиков;
5) коэффициент расчлененности сборочного процесса, равный
![]() ,
,
где Tсб.узл, - суммарная трудоемкость узловой сборки;
6) коэффициент совершенства сборочного процесса
![]()
где Тпр - трудоемкость пригоночных работ, разборки и повторной сборки изделий.
Литература
Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для вузов / Под ред. С.Е. Ушаковой. – М.: Радио и связь. 1986.
2. Справочник металлиста. Т.4/Под ред. М. П. Новикова. М.: Машинестроение, 1977.
3. Справочник технолога-машиностроителя. Т2 / под ред. Косиловой А.Г. – М.: Машиностроение, 1985.
Вопросы для самопроверки по теме 4
Виды сборочных соединений по конструктивным и технологическим признакам.
Каковы особенности сборки резьбовых соединений?
Каковы особенности сборки шпоночных и шлицевых соединений, применяемые в них посадки?
В чем особенности и методы сборки соединений с натягом?
Сварные, паяные и клеевые соединения, их преимущества и недостатки?
Заклепочные соединения, область применения, методы сборки.
В чем особенности сборки узлов с подшипниками скольжения и качения? Применяемые посадки в сопряжении, контроль.
Методы обеспечения заданной точности зубчатых колес перед сборкой.
Какое положение пятна контакта должно быть при правильном зацеплении зубчатой передачи?
Какова последовательность выполнения операций сборки, контроля и регулирования зацепления зубчатых и червячных передач?
Назначение и виды балансировки деталей и узлов.
В чем особенности динамической балансировки?
Порядок разработки технологического процесса сборки.
Критерии оценки технологичности сборочных единиц.
Методы обеспечения точности при сборке.
Порядок построения технологической схемы сборки.
Критерии организации поточной формы сборки.
Показатели качества технологического процесса сборки.