

Тема № 1.16 Примеры оригинальных конструкций металлорежущих станков и приспособлений с ручным и механическим управлением
В данном материале представлен ряд примеров оригинальных конструкций технологической оснастки, независимо от времени создания.
Двойной вертикально-сверлильный станок (Германия)
Станок описан в издании 1876 года [1] и отличается наличием двух самостоятельных вертикальных шпинделей, выполненных с разных сторон одной станины (рис. 1.16.1).

Рис. 1.16.1. Общий вид двойного вертикально-сверлильного станка:
1 – большой шпиндель; 2, 9 – ступенчатые барабаны; 3, 12 – маховики подачи шпинделей; 4, 10 – подвижные столы; 5 – шарнир; 6 – маховик вертикального перемещения стола; 7 – неподвижный стол; 8 – малый шпиндель; 11 – стойка станка
По существу это два станка в одном корпусе («два в одном»). Большой шпиндель (1) снабжён двойной передачей и приводится в действие при помощи ступенчатого барабана (2) с 4 поясами. Вертикальная подача производится автоматически или от руки маховиком (3). Под шпинделем устроены два стола. Верхний стол (4) может отклоняться в обе стороны с помощью шарнира (5) с подъёмом и опусканием от руки маховиком (6). Нижний стол (7) является частью станины и потому неподвижный. На нём можно работать при условии отклонения в сторону верхнего стола.
Малый шпиндель (8) снабжён простой передачей, приводимой в действие ступенчатым барабаном (9) с 3 поясами. Подача малого шпинделя выполняется подобно большому. Под ним – один стол (10), с возможностью подъёма и опускания.
Стойка станка (11) сделана пустотелой и обеспечивает прочность всей конструкции. Диаметр обрабатываемой заготовки под большим шпинделем может достигать 1,3 м, а под малым – 0,8 м. Наибольшее расстояние между сверлом большого шпинделя (1) и верхним столом (4) – 0,6 м, а с нижним столом (7) – 1,3 м. Наибольшее расстояние между сверлом малого шпинделя (8) и столом (10) – 0,35 м.
Горизонтально-сверлильный станок (Германия)
Станок описан в издании 1876 г. [1] и имеет два отличия:
а) горизонтальный шпиндель, который может нести инструмент (сверло) или приспособление с заготовкой;
б) стол с перемещением по трём координатам (включая вертикальное), на котором может быть установлено приспособление с заготовкой или суппорт с резцом для точения.
Станок, в основном, служит «для высверливания уже имеющихся отверстий». На рис. 1.16.2 изображено «устройство станка Хемницкой фабрики (Циммермана), который оказывается весьма выгодным для машинных фабрик, вследствие разносторонности применения».


Рис. 1.16.2. Общий вид горизонтально-сверлильного станка:
1 – шпиндель с зубчатыми колёсами; 2 – планшайба; 3 – опора для длинных обрабатываемых заготовок; 4 – суппорт для резцов;
5 – рукоятка продольной подачи суппорта; 6 – рукоятка поперечной подачи суппорта – стол с пазами; 8 – рукоятка вертикального перемещения стола; 9 – рукоятка поворота планшайбы; 10 – фундамент
Вследствие вертикальной перестановки стола, можно легко установить обрабатываемый предмет под сверло. Кроме сверления на этом станке можно обтачивать ремённые шкивы, колёса и прочее на планшайбе, и вырезать шпунты на валах. Для последней цели вал располагается поперёк стола, а сверло вставляется в шпиндель станка. Перемещая стол поперёк к шпинделю, можно просверливать отверстия вдоль вала.
Двухшпиндельный револьверный станок Ламсона (США)
Станок описан в издании 1934 г. [2] и отличается наличием в шпиндельной бабке (или коробке) двух параллельно вращающихся шпинделей и одной плоской револьверной головки с вертикальной осью поворота (рис. 1.16.3).

Рис. 1.16.3. Общий вид двухшпиндельного револьверного станка Ламсона
Интересно, что шпиндельная бабка с двумя шпинделями имеет возможность поперечной подачи, а продольную подачу совершает револьверная головка с инструментами. Как напечатано в описании этого станка, «особое внимание должно быть уделено износу режущего острия инструментов, отзывающемуся особо чувствительно на точных работах». Станок создан для условий серийного производства.
На рис. 1.16.4 приведён пример изготовления на данном станке двух колец из штучных заготовок, предварительно полученных из круглого катаного прутка.

Рис. 1.16.4. Эскиз кольца (а) и схема его изготовления (б) на двухшпиндельном револьверном станке Ламсона
(вид сверху показывает все 4 позиции револьверной головки на одном изображении)
Первое действие – удаление сердцевины и получение сквозного отверстия, но не сверлением, а прорезкой на заготовке узких канавок двумя резцами: один ближе к центру, другой ближе к наружному диаметру («это не только сохраняет сердцевину металла для дальнейшего использования, но также экономит время обработки»). Второе действие – предварительная подрезка торца. Третье – снятие внутренней и внешней фасок. И последнее – чистовая расточка отверстия и чистовая подрезка торца.
Сверлильно-фрезерно-токарный станок модели DBF (фирма «Knuth», Германия)
Данный малогабаритный металлорежущий станок описан в каталоге фирмы «Knuth» за 2004 год. [3]. Он отличается надстроенной в компоновку токарного станка поворотной шпиндельной бабкой с вертикальным шпинделем для установки осевых инструментов, включая свёрла и фрезы (рис. 1.16.5).

Рис. 1.16.5. Общий вид сверлильно-фрезерно-токарного станка модели DBF фирмы «Knuth»
Станок весом 155 кг, габаритами 970×580×890 мм и мощностью двигателя 0,55 кВт обладает стоимостью 1.100 евро. Наибольший диаметр обработки штучной заготовки равен 420 мм, кратной – 20 мм, наибольший диаметр сверла – 15 мм, фрезы – 2 мм.
Тиски с регулируемыми и самоустанавливающимися элементами губок
Примеры конструкций таких тисков описаны, в частности, в каталоге фирмы «Knuth» (Германия) за 2004 год. [3]. Они отличаются нестандартным профилем губок, позволяющим обеспечить надёжный зажим любого по форме изделия.
Например, разработаны тиски, у которых губки (рис. 1.16.6) состоят из нескольких подвижных пластин (8 – на неподвижной губке и 4 – на подвижной).

Рис. 1.16.6. Общий вид тисков фирмы «Knuth» (Германия) для установки фасонных изделий с помощью регулируемых пластин
Пластины предварительно настраиваются на профиль закрепляемого изделия. После настройки расположение пластин на каждой губке фиксируется своим зажимом. Затем зажимается само изделие. Стоимость тисков в зависимости от габаритных размеров лежит в пределах от 180 до 320 евро.
Самоустанавливающиеся губки других тисков (рис. 1.16.7, а, б) одинаковы по конструкции и состоят из 14-ти малых кулачков, перемещаемых с помощью пружин.


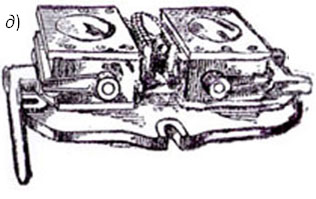
Рис. 1.16.7. Общий вид (а) и примеры применения тисков:
с самоустанавливающимися губками для установки фасонных изделий с помощью системы подпружиненных кулачков (б);
с наборной губкой, опирающейся на шарики (в);
с двумя наборными подпружиненными губками (г, д)
Стоимость тисков составляет 790 евро.
Интересно, что подобные конструкции тисков рассматривались в одном из советских технических изданий 1963 года выпуска [3]. Например, тиски с самоустанавливающейся наборной губкой, опирающейся на шарики (рис. 1.16.7, в). Такая конструкция обеспечивает дифференцированное перемещение каждого элемента губки. Вторая губка выполнена традиционным образом и представляет собой жёсткую пластину. Подобный принцип заложен в конструкции других тисков, где каждая из множества пластин обеих губок имеет индивидуальную пружину (рис. 1.16.7, г). После того как пластины под действием пружины упрутся в закрепляемую заготовку, они зажимаются при дальнейшем сближении губок действием боковых клиньев 1. Кстати данная конструкция тисков упоминалась в советском техническом издании 1936 года выпуска [5], только речь шла не о пластинах, а стержнях (рис. 1.16.7, д).