

Тема № 1.19 Станки с чпу типа «обрабатывающий центр». Обрабатывающие центры сверлильно-фрезерно-расточной группы: общая характеристика, примеры моделей
Данный материал завершает начатую в предыдущей лекции тему станков с ЧПУ типа «обрабатывающий центр». Общая характеристика таких станков, рассмотренная в прошлый раз, распространяется и на обрабатывающие центры сверлильно-фрезерно-расточной группы (ОЦ СФР), однако последние имеют свои особенности.
Общая характеристика ОЦ СФР
Станки предназначены для централизованного и окончательного изготовления сложных деталей типа «не тела вращения» из точных заготовок (рис. 1.19.1).

Рис. 1.19.1. Образцы деталей, изготавливаемых на ОЦ СФР
Общий вид некоторых моделей ОЦ СФР приведён на рис. 1.19.2, 1.19.3, 1.19.4.

Рис. 1.19.2. Общий вид ОЦ СФР с вертикальным шпинделем:
а) модель «С400/01NC» (Германия), с 6-ти позиционной револьверной головкой и дисковым магазином на 12 инструментов;
б) модель «КС12-500» (Россия) с цепным магазином на 28 инструментов.

Рис. 1.19.3. Общий вид ОЦ СФР с вертикальным шпинделем и стеллажным инструментальным магазином


Рис. 1.19.4. Общий вид ОЦ СФР с горизонтальным шпинделем:
а) модель фирмы «Цинцинати» (США) с поворотным магазином на 30 инструментов;
б) модель «ГЦ-08» (Россия) с цепным магазином на 30 инструментов
Основные конструктивные и технологические особенности ОЦ СФР
1. В основе компоновки станков – один шпиндель и два варианта его расположения: или вертикальное (рис. 1.19.2, 1.19.3), или горизонтальное (рис. 1.19.4).
При вертикальном положении шпинделя рабочий стол станка перемещается по двум прямоугольным координатам в горизонтальной плоскости, а шпиндельная бабка имеет вертикальное перемещение. Такая компоновка предпочтительна для изготовления деталей с односторонней доступностью обрабатываемых поверхностей.
При необходимости обработки с разных сторон, на столе станка устанавливаются переналаживаемые многопозиционные приспособления, в том числе поворотные. Однако необходимо отметить, что поворотные приспособления, расширяя возможности станка, понижают жёсткость системы «СПИЗ» и занимают значительную часть рабочей зоны станка.
В случае горизонтального расположения шпинделя в станках предусмотрен поворотный стол, что обеспечивает доступ инструмента с различных сторон заготовки.
2. Заложена возможность одновременного размещения большого числа (до 200 единиц), разнообразных по конструкции (расточных головок, фрез, свёрл и т.п.) и по назначению (режущих и контрольно-измерительных) инструментов.
Инструменты размещаются в инструментальных магазинах поворотного, цепного и стеллажного типов. Простейшим таким магазином выступает револьверная головка (РГ), в которой шпиндель и накопитель инструментов находятся в одном механизме. Смена инструментов в РГ происходит быстро и просто, однако в ОЦ СФР они не нашли широкого применения по следующим причинам:
малая ёмкость (вместимость не более 6-8 инструментов);
не высокая жёсткость конструкции, снижающей точность обработки;
значительные габариты шпиндельной бабки с РГ;
ограниченность вертикального хода инструмента в рабочей позиции, если в соседних позициях РГ установлены длинные державки с инструментами.
Магазин поворотного (рис. 1.19.4, а) типа конструктивно схож с револьверной головкой и представляет собой диск или барабан, на периферии которых в специальных гнёздах размещаются инструменты. Отличие – в более плотной упаковке (большей вместимости) инструментов (до 30 и более) и в раздельном исполнении от шпинделя станка.
Магазин цепного типа (рис. 1.19.2, б, 1.19.4, б) представляет собой цепной транспортёр, шаг которого определяется диаметром инструментов, а его длина – ёмкостью накопителя. Вместимость магазина может достигать 60-ти и более инструментов.
Магазин стеллажного (или кассетного) типа (рис. 1.19.3) представляет собой вертикальную или горизонтальную плиту с рядами гнёзд под инструмент. Данная конструкция обеспечивает самую плотную упаковку, но усложняет поиск инструмента. В первых двух типах магазинов поиск осуществлялся одним движением, в третьем – двумя.
Иногда применяются комбинированные накопители инструментов, обычно инструментальный магазин применяется в сочетании с револьверной головкой (рис. 1.19.2, а).
3. Основными станочными приспособлениями, в которых устанавливаются заготовки, являются простые универсально-сборные переналаживаемые приспособления (УСП), применяемые взамен малопроизводительных универсальных и дорогих специальных приспособлений.
4. Предусмотрена возможность автоматической смены столов-спутников (т.н. палет) с приспособлениями и заготовками, настраиваемых на станке в начале операции и во время её выполнения.
5. На ОЦ СФР обеспечивается многокоординатное относительное перемещение инструментов и заготовки в ходе выполнения операции. Минимальное число управляемых координат равно трём (X,Y, Z).
На рис. 1.19.5, 1.19.6 приведены примеры работ, выполняемых на ОЦ СФР.

Рис. 1.19.5. Примеры работ, выполняемых на ОЦ СФР с вертикальным шпинделем:
а) сверление любого числа отверстий различной глубины;
б) растачивание гладкого отверстия с выточками;
в) контурное торцовое фрезерование плоскости;
г) последовательное фрезерование плоскостей, расположенных на различных уровнях;
д) контурное боковое фрезерование криволинейных поверхностей

Рис. 1.19.6. Пример работ, выполняемых на ОЦ СФР с горизонтальным шпинделем для изготовления заданной детали
(n – обороты шпинделя; Sn – продольная подача; Sв – вертикальная подача;
Sкр – круговая подача)
6. Требования к технологичности конструкции деталей, изготавливаемых на ОЦ СФР, отличаются от требований к технологичности деталей, изготавливаемых на фрезерных и сверлильных станках с ЧПУ, и тем более без ЧПУ. Кроме того, они могут изменяться в зависимости от того, на какой модели ОЦ СФР деталь изготавливается. Общие требования к технологичности можно сформулировать на основе рис. 1.19.5, 1.19.6.
7. Требования, предъявляемые к режущему и вспомогательному инструменту аналогичны требованиям, предъявляемым к инструменту для традиционных станков с ЧПУ. Однако следует отметить, что комплект режущего и вспомогательного инструмента для ОЦ СФР имеет расширенную номенклатуру (рис. 1.19.7).

Рис. 1.19.7. Комплект режущего и вспомогательного инструмента для
ОЦ СФР:
а), б), в) оправки для расточного инструмента;
г), д), е) оправки для фрез с торцовой или продольной шпонкой, передающей крутящий момент;
ж) цанговый патрон для стандартных свёрл, зенкеров, развёрток, фрез диаметром до
20 мм и специальных фрез диаметром 2040 мм, имеющих цилиндрический хвостовик;
з) патрон для метчиков;
и) патрон для переходных оправок, позволяющих регулировать осевые размеры инструментов вне станка (н, о, п, р, с, т, у, ф);
к) оправка-центроискатель;
л) оправка для концевого инструмента с конусом Морзе и с поводком;
м) оправка для концевого инструмента с конусом Морзе, без поводка.
Конструкция посадочного хвостовика у всех оправок и патронов ОЦ СФР одинакова и представлена на рис. 1.19.8.

Рис. 1.19.8. Конструкция хвостовика вспомогательного инструмента для ОЦ СФР
8. На ОЦ СФР предусмотрена автоматическая смена инструментов: возможность автоматического перемещения инструментов из одного инструментоносителя в другой: из шпиндельной бабки в инструментальный магазин, и наоборот (рис. 1.19.9, 1.19.10).

Рис. 1.19.9. Последовательность действий двуручного манипулятора (или автооператора с двумя захватами) в ходе автоматической смены инструментов:
а) исходное положение;
б) поворот манипулятора на 90° по часовой стрелке и захват инструментов;
в) движение манипулятора вниз с выниманием инструментов из гнёзд;
г) поворот манипулятора на 180° и движение вверх с загрузкой инструментов в гнёзда;
д) поворот манипулятора на 90° с возвращением в исходное положение.

Рис. 1.19.10. Пример автоматической смены инструментов на ОЦ СФР с поворотным магазином (см. рис. 1.19.4, а) и тремя автооператорами:
загрузочным оператором магазина (I), транспортным оператором (II)
и загрузочным оператором шпинделя (III).
Смена инструмента включает в себя: захват инструмента в магазине оператором I (движение 2), вытаскивание инструмента (движение 1), транспортирование инструмента на позицию автооператора II (движение 2), поворот инструмента на 90° (движение 3), одновременный захват инструментов в автооператоре II и шпинделе (движение 5), вытаскивание инструментов (движение 4), инструменты меняются местами (движение 5), загрузка инструментов (движение 4), поворот инструмента в автооператоре II на 90º (движение 3), захват инструмента автооператором I (движение 2), вытаскивание инструмента (движение 1), перемещение инструмента к магазину (движение 2), загрузка инструмента в магазин (движение 1), возвращение автооператора II в исходное положение.
Рассмотрим общую характеристику трёх моделей ОЦ СФР зарубежного производства.
ОЦ СФР модели «МС032», фирма «Динамо-Сливен», Болгария (рис. 1.19.11).

Рис. 1.19.11. Компоновка и виды движений основных частей станка «МС032»:
1 – подвижная шпиндельная бабка с горизонтальным главным шпинделем;
2 – инструментальный магазин поворотного типа с 32-мя гнёздами под инструмент; 3 – заготовка;
С, А – координаты углового позиционирования рабочего стола с заготовкой;
X, Z – координаты линейных перемещений шпиндельной бабки (в горизонтальной плоскости);
Y – координата линейных (вертикальных) перемещений рабочего стола с заготовкой
Станок «МС031» применяется, в частности, в цеховых условиях Новосибирского приборостроительного завода (НПЗ), что позволяет непосредственно наблюдать за его работой.
Своеобразие станка заключается в возможности вести обработку заготовки с пяти сторон, в том числе, в положении «вниз головой», поскольку стол, на котором устанавливается заготовка, совершает вертикальное перемещение и два вращательных.
Такое положение заготовки позволяет обеспечить относительную чистоту посадочных мест приспособления за счёт свободного падения стружки и слива смазочно-охлаждающей жидкости (СОЖ) не на стол станка, а в нижний поддон. На станке действует система автоматического сбора стружки, а также система слива, очистки и циркуляции СОЖ.
Наличие одного стола для установки заготовки не позволяет устанавливать следующую заготовку, пока не прошла обработку предыдущая.
Имеется возможность измерения параметров детали в автоматическом режиме не- посредственно на станке с помощью измерительного щупа, установленного в инструментальном магазине, однако в практике НПЗ такая возможность не используется.
Имеется система безопасности рабочего – блокировка станка при незакрытом защитном экране. В то же время отсутствует система блокировки при поломке или неправильной установки инструмента, нет системы охлаждения масла в шпинделе, что при нагреве в ходе работы, особенно летом, приводит к уводу шпинделя. Также отсутствует система контроля инструмента перед попаданием его в шпиндель. Впрочем, эти недостатки были характерны для станка данной модели, который был куплен НПЗ в 1980-е годы.
Наиболее частым отказом в работе станка является деформация и поломка гнёзд инструментального магазина. Причины – малая жёсткость самих гнёзд, падение давления в системе пневматического зажима инструмента, ошибки в управляющей программе.
Отказов в работе устройства ЧПУ, выполненного фирмой «FANUC» (Япония), не было за всё время работы станка.
Наиболее технологичны для обработки заготовки сложной формы (не тела вращения), с небольшими равномерными припусками, небольших размеров (диаметр круглого стола станка – 320 мм).
В качестве СОЖ применяется масло: оно не приводит к коррозии системы охлаждения, но более грязное по составу, чем эмульсия.
Наиболее лимитирующей работой является резьбонарезание: внутреннюю резьбу диаметром более 12 мм нарезают резцом, а менее – метчиком, однако из-за низкой стойкости отечественных метчиков малую резьбу приходится нарезать в отдельной операции на традиционных станках с ручным управлением. Наружную резьбу выполняют резцом, реже плашкой.
Плоскости, в зависимости от размеров, обрабатываются торцовой или концевой фрезами. Наружные поверхности вращения – резцом или концевой фрезой, отверстия (в зависимости от точности и размеров) – сверло-фрезой, сверлом, расточным резцом, концевой фрезой, развёрткой. Острые кромки притупляют сверло-фрезой или резцом. Из комбинированных инструментов чаще всего применяются сверло-зенковка, сверло-фреза, ступенчатая развёртка.
Наиболее надёжными инструментами проявили себя твёрдосплавные монолитные фрезы, а наименее – свёрла, мелкие фрезы и резьбонарезные резцы.
Смена инструмента – передача его из магазина в шпиндель, и наоборот, происходит автоматическим образом, путём непосредственного контакта шпиндельной бабки и поворотного магазина, без механизма-посредника.
2. ОЦ СФР модели «W50», фирма «Wahli», Швейцария (рис. 1.19.12).

Рис. 1.19.12. Компоновка и виды движений основных частей станка «W50»:
1 – подвижная шпиндельная бабка с главным шпинделем; 2 – инструментальный магазин цепного типа с 32-мя гнёздами под инструмент; 3 – рабочий стол с заготовкой (заготовками) в зоне обработки; 4 – рабочий стол вне зоны обработки, для установки заготовки и снятия детали; 5 – манипулятор для автоматической смены инструмента; 6 – защитный экран; С1, С2 – координаты углового позиционирования рабочих столов; X, Y, Z – координаты линейных перемещений шпиндельной бабки (в горизонтальной и вертикальной плоскостях)
Станки «W50», как и «МС032», с 1980-х годов применяются в механических цехах НПЗ. В отличие от «МС032», такой станок не может обрабатывать заготовку с пяти сторон, но имеет два рабочих стола, отделённых друг от друга прозрачным защитным экраном. Пока на одном столе идёт обработка одной или двух заготовок, на другом – происходит съём готовой детали и установка следующей заготовки. Размеры квадратных столов небольшие – 200 мм.
Наиболее технологичны для обработки заготовки сложной формы (не тела вращения), с небольшими равномерными припусками, небольших размеров. Предпочтительны для обработки цветные сплавы, хорошо обрабатываемые резанием, т.к. при малых усилиях резания более стабильна высокая точность обработки в течение длительного времени эксплуатации станка.
Как и в случае с «МС032», лимитирующей работой является резьбонарезание. Таким образом, наличие в конструкциях деталей малых резьбовых отверстий нетехнологично.
Наиболее надёжными инструментами также считаются торцовые фрезы, а наименее – мелкие свёрла при глубоком сверлении, «Т» - образные фрезы из-за малой жёсткости конструкции и резьбонарезные резцы из-за износа.
Смена инструмента происходит в более благоприятных условиях, чем на «МС032», а именно – с помощью двуручного манипулятора (подобно тому, как показано на рис. 1.19.9).
Кроме того, на станке применяется система блокировки: например, останов шпинделя при превышении предельной нагрузки из-за увеличения сил резания (при поломке или затуплении инструмента). Циркулирующее в системе шпинделя масло охлаждается в специальном холодильнике. Для охлаждения СОЖ также используется «свой» холодильник.
Наиболее частым отказом в работе станка является поломка вспомогательных гильз для закрепления режущего инструмента в шпинделе. Отказов устройства ЧПУ, которое выполнено той же швейцарской фирмой, что и механическая часть станка, нет.
3. ОЦ СФР модели «ВА20», фирма «Heckler&Koch», Германия (рис. 1.19.13).
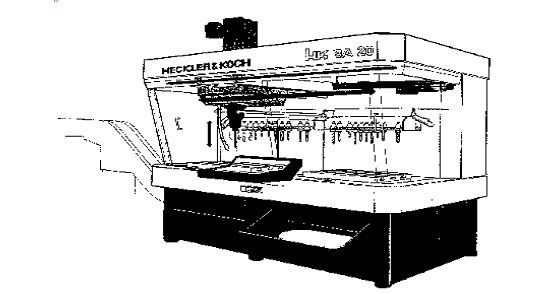
Рис. 1.19.13. Компоновка и виды движений основных частей станка «ВА20»:
1 – подвижная шпиндельная бабка с главным шпинделем;
2, 3 – инструментальные магазины стеллажного типа с 12-ю гнёздами под инструмент каждый;
4, 5 – рабочие столы с заготовками (попеременно в зоне и вне зоны обработки);
6 – защитный экран;
X, Y, Z – координаты линейных перемещений шпиндельной бабки (в горизонтальной и вертикальной плоскостях)
Станок «ВА20» не используется на НПЗ, поэтому практические наблюдения за работой станка не выполнялись. В отличие от рассмотренных станков, «ВА20» имеет вертикально расположенную шпиндельную бабку, а также неподвижные рабочие столы размером 750×420 мм. Особенность компоновки станка необходимо учитывать при подборе деталей для их изготовления на станке. Наиболее технологичными будут детали типа «пластина» с односторонним расположением обрабатываемых поверхностей.
Заключение
Использование станков типа ОЦ, при соответствующем соблюдении производственной дисциплины (регулярность загрузки), технической дисциплины (профилактика, плановость обслуживания) и технологической дисциплины (правильность назначения инструментов и режимов работы), обеспечивает:
значительное сокращение производственного цикла изготовления изделия, за счёт наибольшей централизации и концентрации различных видов работ в пределах одного рабочего места и увеличения доли машинного времени, в общей трудоёмкости станочных работ, до 90 %;
технологическую «гибкость» средств оснащения, т.е. быструю переналадку станка на другое изделие за счёт оперативного перепрограммирования управляющей программы, что особенно важно в условиях выпуска деталей малыми партиями;
высокую стабильность и безопасность станочных работ за счёт:
а) графического моделирования процесса обработки и визуального контроля модели на экране дисплея;
б) системы автоматического диагностирования и контроля над состоянием всех органов станка, приспособлений и инструмента;
в) системы блокировки движущихся частей станка при возникновении аварийной ситуации.
Контрольные вопросы и задания для самостоятельной работы
1. Перечислите основные конструктивные и технологические особенности ОЦ СФР.
2. Перечислите основные особенности станка «МС032».
3. Укажите общность и различие станка «W50» в сравнении с «МС032».
4. Укажите общность и различия станка «ВА20» в сравнении с «W50».
5. Найдите конструктивную ошибку в примере смены инструмента на рис. 1.19.9.
6. Перечислите четыре основных различия между ОЦ СФР и ТОЦ.
7. Каковы преимущества и недостатки револьверной головки?
8. Какие требования к технологичности конструкции детали предъявляет «МС032»?
9. Почему заготовки, поступающие на ОЦ СФР, должны быть точными и с малыми припусками?
10. Дайте характеристику режущих инструментов, применяемых на ОЦ СФР.
Библиографический список к теме № 1.19
1. Власов, С.Н. Устройство, наладка и обслуживание металлообрабатывающих станков и автоматических линий: учебник для техникумов/ С.Н. Власов, Г.М. Годович, Б.И. Черпаков – М.: Машиностроение, 1995.
2. Гжиров, Р.И. Программирование обработки на станках с ЧПУ: справочник/ Р.И Гжиров, П.П. Серебреницкий. – Л.: Машиностроение. ЛО, 1990.
3. Фадюшин, И.Л. Инструмент для станков с ЧПУ, многоцелевых станков и ГПС/ И.Л. Фадюшин, Я.А. Музыкант, А.И. Мещеряков и др. – М.: Машиностроение, 1990.
4. Кузнецов, Ю.И. Оснастка для станков с ЧПУ: справочник/ Ю.И. Кузнецов, А.Р. Маслов, А.Н. Байков. – М.: Машиностроение, 1990.
5. Шарин, Ю.С. Станки с числовым управлением/ Ю.С. Шарин. – М.: «Машиностроение», 1976.
6. Марголит, Р.Б. Наладка станков с программным управлением: учеб. пособие для машиностроительных техникумов/ Р.Б. Марголит. – М.: Машиностроение, 1983.
7. Проспекты зарубежных и отечественных станкостроительных фирм «Traub», «Heckler&Koch», «Wahli», «Ивановский завод тяжёлого станкостроения».