

18.5.2. Изготовление укрупненных узлов трубопроводов
Схема вариантов организации изготовления и монтажа узлов технологических трубопроводов приведена на рис. 18.5.1.
Трубы, детали, материалы, узлы должны удовлетворять требованиям стандартов, технических условий и иметь сертификаты или паспорта заводов-изготовителей. Перед монтажом необходимо осмотреть поверхность труб, соединительных деталей, проверить соответствие маркировки сертификатам.
Наружный диаметр, толщина стенки и геометрические характеристики труб должны соответствовать требованиям ТУ поставки, проекту и рабочим чертежам. Поступившие от изготовителя узлы трубопроводов должны иметь акт на изготовление или паспорт.
Перед резкой или сваркой труб с заводским изоляционным покрытием изоляцию в этих зонах необходимо удалить (полиэтиленовую — не менее чем на 100 мм, эпоксидную — не менее чем на 50 мм от кромки трубы или места реза).
К изготовленным узлам на базе монтажной организации прилагается следующая документация:
копии сертификатов на материалы (трубы, металл, электроды, сварочная проволока);
журнал сварочных работ, номера удостоверений сварщиков, клейм, результаты контрольных испытаний с приложением схе мы сварочных соединений и протоколов термической обработ ки (если требуется);
акты гидравлических испытаний (если они проводились).
18.5.3. Монтаж технологического оборудования
Оборудование транспортируется в зону монтажа на стреле трубоукладчика, автомобильным транспортом, на прицепах, трайлерах. Графики подачи оборудования и материалов с площадок складирования
Глава 18. Технология и организация строительства магистральных трубопроводов 585
или подготовки в зону монтажа разрабатываются в увязке с графиками монтажных работ в составе ППР.
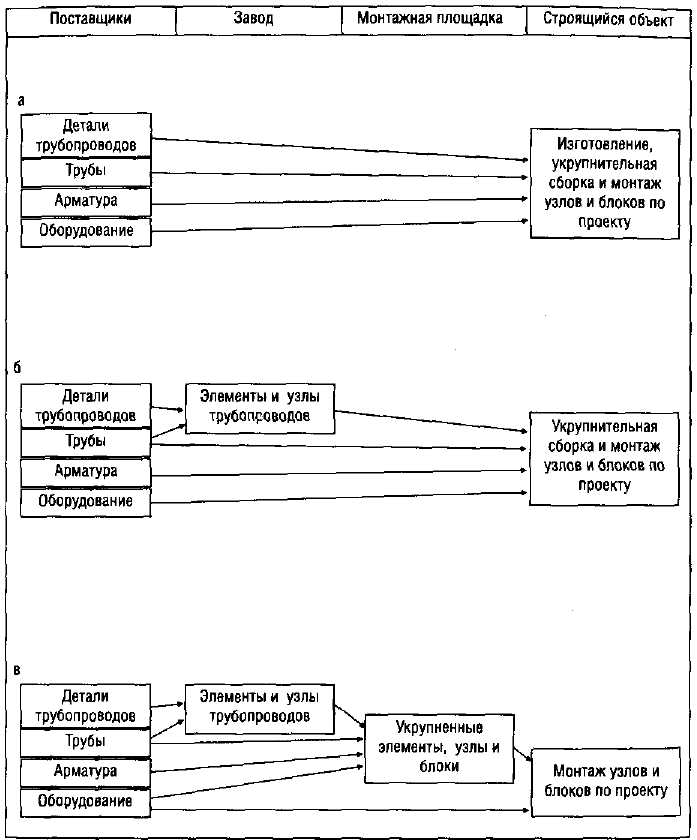
Рис. 18.5.1. Схема вариантов организации изготовления и монтажа узлов технологических трубопроводов: а — изготовление, сборка и монтаж по месту; б — изготовление на заводе; сборка и монтаж по месту; в — изготовление и укрупнение на заводе и полигоне; монтаж по месту





 586
Часть IV,
Технология
и организация строительства
нефтегазовых объектов
586
Часть IV,
Технология
и организация строительства
нефтегазовых объектов
Крупногабаритное, тяжеловесное оборудование подается для монтажа непосредственно к месту начала подъема. Оборудование и другие конструкции подаются в зону монтажа на специально отведенные площадки.
Для производства монтажных работ площадка должна быть спланирована, рыхлый грунт утрамбован. Площадки для стоянки и передвижения грузоподъемных механизмов должны быть подготовлены согласно паспортным данным механизмов.
Выверка оборудования на фундаменте производится в соответствии с указаниями в документации предприятия-изготовителя и рабочими чертежами. Установка оборудования на временных опорных элементах должна обеспечивать отсутствие деформаций и надежность его закрепления до подливки.
Непосредственно после монтажа оборудования выполняется монтаж металлоконструкций проектных площадок обслуживания.
18.5.4. Монтаж трубопроводов
Принципиальная схема мобильной установки для сборки и сварки технологических трубопроводов приведена на рис. 18.5.2.
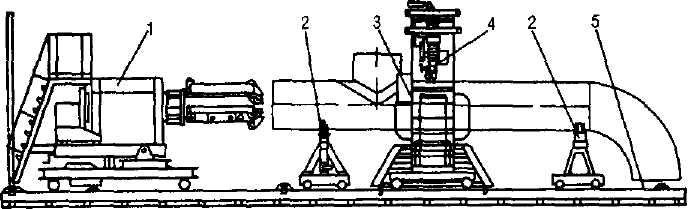
Рис. 18.5.2. Мобильная установка для сборки и сварки технологических трубопроводов наземных сооружений: 1 — вращатель, 2 — опорная тележка; 3 — портал; 4 — сварочная головка; 5 — монтажный стол
Трубопроводы присоединяются только к закрепленному на опорах оборудованию. Соединять трубопроводы с оборудованием следует без перекоса и дополнительного натяжения. Неподвижные опоры закрепляют к опорным конструкциям после соединения трубопроводов с оборудованием.
После укладки в траншею трубопровод должен опираться на материковый (нетронутый) или утрамбованный грунт. Обратная засыпка траншеи производится в два приема: