Вопрос 2. Обязательная и добровольная сертификация. Их цели и методы применения.
См. билет 1.
Задача.
Какое соотношение имеет минимальный зазор у заданных соединений:
30H8/e8, 40H8/h8
Ответ: табл 1.2
30H8/e8: Smin = - 40
40H8/h8: Smin = 0
Минимальный зазор больше для посадки 30H8/e8.
Билет 15.
Вопрос 1. Калибры для контроля валов и отверстий. Маркировка и требования
Калибр – средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линиями или угловыми размерами, и контактирующее с элементами изделия по поверхностям, линиям или точкам. Калибры не определяют числовое значение (действительный размер) контролируемого параметра, а лишь устанавливают, входит ли элемент изделия в границы предельных размеров.
Различают исправимый брак, когда валы выполнены с завышенными размерами, а отверстия − с заниженными, и неисправимый брак, когда размеры валов занижены, а размеры отверстия − завышены.
Различают калибры нормальные и предельные.
Нормальный калибр – калибр, воспроизводящий заданный линейный или угловой размер и форму сопрягаемой с ним поверхности контролируемого элемента изделия, т.е. калибр имеет только проходную сторону. Нормальные калибры (шаблоны, калибры расположения) используют для контроля деталей со сложным профилем поверхностей. О годности детали судят по величине зазора между ее контуром и нормальным калибром на равномерность просвета или под щуп.
Предельный калибр – калибр, воспроизводящий проходной и непроходной пределы геометрических параметров изделия, т.е. эти калибры имеют проходную ( ПР) и непроходную ( НЕ) стороны.
По назначению калибры разделяют:
- на рабочие, предназначенные для проверки размеров деталей рабочими и контролерами ОТК;
- приемочные − обычно это изношенные рабочие калибры (их размеры в пределах допуска на износ), используют их представители заказчика;
- контрольные (контркалибры), использующиеся для проверки размеров рабочих и приемочных калибров и для установки размера регулируемой скобы.
Для контроля наружных (охватываемых) поверхностей валов применяют калибры-скобы, а для контроля внутренних (охватывающих) поверхностей отверстий – калибры-пробки.
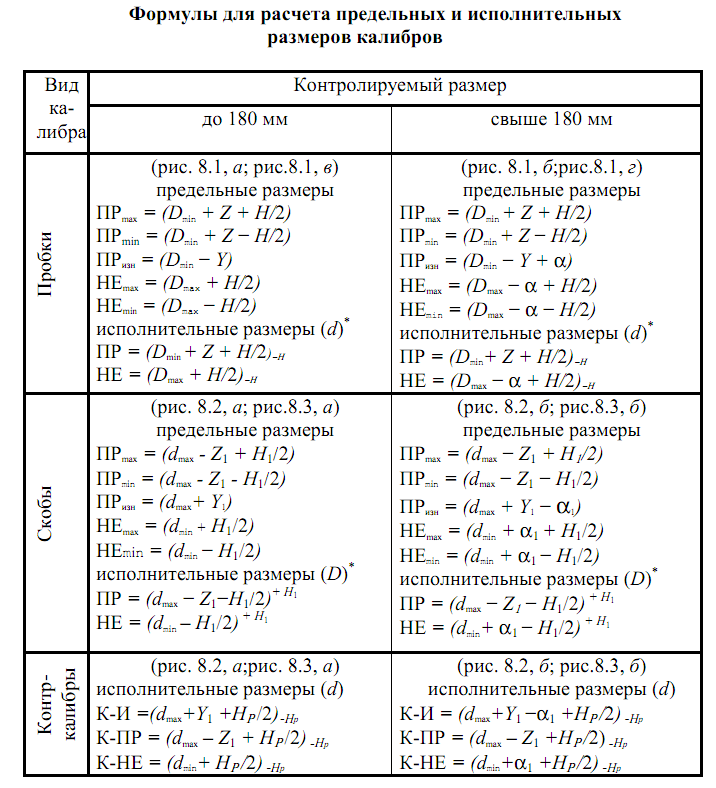
Исполнительным размером калибра является размер, по которому изготавливается новый калибр. Допуски на изготовление калибра задаются «в тело» калибра в виде одностороннего отклонения: положительного для скобы и отрицательного для пробки.
Номинальными размерами проходных калибров ПР и непроходных НЕ служат соответственные предельные размеры детали.
Номинальный размер проходного калибра ПР соответствует максимуму материала проверяемого объекта, т.е. для вала – наибольшему предельному размеру, а для отверстия – наименьшему предельному размеру. Номинальный размер непроходного калибра НЕ соответствует минимуму материала проверяемого объекта, т.е. для вала − наименьшему предельному размеру, а для отверстия – наибольшему предельному размеру. Допуски на изготовление и износ гладких калибров заданы в ГОСТ 24853 «Калибры гладкие для размеров до 500мм. Допуски». Приняты условные обозначения полей допусков Н − для пробок и Н1 − для скоб.
Значение допуска калибра зависит от номинального размера детали и квалитета контролируемого размера. Схемы расположения полей допусков калибров-пробок даны на рисунке. У всех проходных калибров поля допусков (H и Н1) сдвинуты внутрь поля допуска детали: на величину Z − для калибров пробок и Z1 − для калибров скоб. Для номинальных размеров свыше 180 мм поле допуска непроходного калибра также смещается внутрь поля допуска детали на величину α − для пробок и α1 − для скоб. Для размеров до 180 мм α = α1 = 0.

а − до 180 мм, квалитеты 6…8; б − свыше180 мм, квалитеты 6…8;
в − до 180 мм, квалитеты 9…17; г − свыше180 мм, квалитеты 9…17
Схемы расположения полей допусков калибров–пробок для контроля отверстий
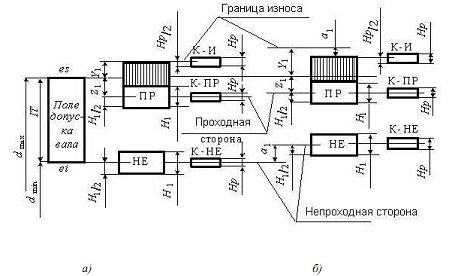
Схемы расположения полей допусков калибров-скоб для контроля валов
квалитетов 6...8: а − до 180 мм; б − свыше 180 мм
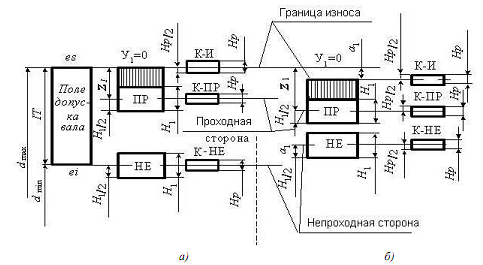
Схемы расположения полей допусков калибров-скоб
для контроля валов квалитетов 9…17: а − до 180 мм; б − свыше 180 мм
Для проходных калибров предусматривается допуск на износ, который отражает средневероятный износ калибра. Для калибров до 8 го квалитета допуск на износ выходит за границу поля допуска детали на величину Y − для пробок и Y1 − для скоб. Для калибров более грубых квалитетов (9...17) износ ограничивается проходным пределом, т.е. Y = Y1 = 0. Эксплуатация калибра возможна в пределах границы износа. Этими калибрами пользуются представители заказчика и их называют приемочными калибрами.
При эксплуатации калибров скоб контроль их годности осуществляется с помощью контркалибров, по форме соответствующих валу. Контркалибры имеют допуски на изготовление Нр, которые располагаются симметрично относительно середины полей допусков калибров на изготовление и границы износа. Контркалибры изготавливаются в виде шайб в комплекте из 3-х штук, так как проверяют проходную сторону рабочего калибра (К-ПР), износ проходной стороны (К-И) и непроходную сторону (К-НЕ). Контрольные калибры целесообразно изготавливать только на специализированных предприятиях, выпускающих скобы большими партиями. В остальных случаях контроль скоб выполняется блоками из концевых мер длины.