

СОДЕРЖАНИЕ
ВВЕДЕНИЕ 2
1. ХАРАКТЕРИСТИКА МОДЕЛИ, МАТЕРИАЛОВ И ОПИСАНИЕ КОНСТРУКЦИИ 4
1.1. Описание внешнего вида сорочки 4
2. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ 9
3. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ВЫБОРА МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ 12
4. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ПОСЛЕДОВАТЕЛЬНОСТИ 20
5. ВЫБОР, ОБОСНОВАНИЕ ТИПА ПОТОКА И ЕГО ПРЕДВАРИТЕЛЬНЫЙ РАСЧЕТ 24
6. РАЗРАБОТКА СХЕМЫ РАЗДЕЛЕНИЯ ТРУДА 26
6.1. Комплектование технологических операций 26
6.2 Разработка синхронного графика загрузки и его анализа 29
6.3. Разработка технологической схемы разделения труда 31
7. Расчет технико-экономических показателей потока 41
ЗАКЛЮЧЕНИЕ 45
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 46
Введение
Швейная промышленность является одной из крупнейших отраслей легкой промышленности. Главная задача швейной промышленности - удовлетворение потребности людей в одежде высокого качества и разнообразного ассортимента. Решение этой задачи осуществляется на основе повышенной эффективности производства, ускорения научно - технического прогресса, роста производительности труда, всемерного улучшения качества работы, совершенствования труда и производства. При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий. Современная швейная отрасль, выпускающая одежду массового производства, должна характеризоваться достаточно высоким уровнем техники, технологии и организации производства, наличием крупных специализированных предприятий и производственных объединений. Совершенствование швейного производства предусматривает внедрение высокопроизводительного оборудования, поточных линий, расширение ассортимента и улучшение качества одежды, выпуск изделий, пользующихся повышенным спросом. Ассортимент швейных изделий должен обновляться в результате расширения ассортимента и улучшения качества сырьевой базы швейной промышленности. Технология современного швейного производства все более становится механической, ее эффективность в первую очередь зависит от применяемого оборудования. Решение задач, стоящих перед швейной промышленностью требует больших и глубоких знаний от технологов. Без этих знаний невозможно внедрять новые технологические процессы швейного производства, необходимые для изготовления одежды высокого качества.
1. Характеристика модели, материалов и описание конструкции
Существует огромное количество моделей сорочек, отличающихся друг от друга стилем, силуэтом, покроем, материалом, способом формообразования, композицией элементов и, наконец, цветовым решением. Так модели изделия разрабатываются с учетом перспективного направления моды и специализации предприятия. В этом курсовом проекте мне предстоит спроектировать швейный поток по изготовлению мужской сорочки из хлопчатобумажной ткани модели В, мощностью 360 ед/см. и однофасонным агрегатно – групповым с последовательным запуском типом потока.
1.1. Описание внешнего вида сорочки
Сорочка мужская для повседневной носки из хлопчатобумажной ткани, прямого силуэта (Рисунок 1). Спинка с кокеткой. Полочки цельнокроеные, на полочках расположены накладные карманы с клапанами, затягивающиеся на одну пуговицу. На полочках имеются притачные планки из пяти обметанных петель и пяти пуговиц. Рукава длинные, втачные, двушовные, на манжетах, застегивающихся на одну пуговицу. Разрез рукава обработан планкой. Воротник стоячеотложной, классический, с застежкой на одну пуговицу. По краям манжет, планки и низу изделия проложена отделочная строчка на расстоянии 3 – 5 мм от края.
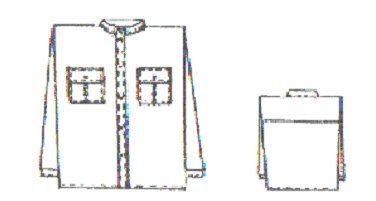
Рисунок 1 –Сорочка мужская, модель В
Таблица 1 – Название деталей и срезов мужской сорочки модели В
Номер детали |
Название деталей |
Количество деталей |
Внешний вид |
Название среза |
1 |
Спинка |
1 |
|
1-2 средний срез 2-3 срез горловины 3-4 плечевой срез 4-5 срез проймы 5-6 боковой срез 1-6 нижний срез |
2 |
Полочка
|
2
|
|
1-2 срез притачивания планки 2-3 срез горловины 3-4 плечевой срез 4-5 срез проймы 5-6 боковой срез 1-6 нижний срез |
3 |
Рукава а) передняя часть б) локтевая часть |
2 2 |
|
1-2, 6-7 передний срез 2-3, 5-6 срез оката 3-4, 5-8 локтевой срез 1-4, 7-8 нижний срез |
4 |
Воротник |
2 |
|
2-3 срез отлета 1-4 срез втачивания стойки, 1-2, 3-4 срезы концов воротниа
|
5 |
Стойка воротника |
2 |
|
1-2 ; 3-4 срезы концов 2-3 срез втачивания воротника 1-4 срез горловины |
6 |
Кокетка |
1 |
|
1-6 срез низа, 1-2, 5-6 срез проймы, 2-3, 4-5 плечевой срез 3-4 срез горловины 1-6 срез притачивания спинки |
7 |
Манжет |
2 |
|
|
8 |
Карман |
2 |
|
|
9 |
Клапан |
4 |
|
|
1.2. Выбор, обоснование и характеристика материалов
Ниже представлены таблицы, отражающие свойства и качества материалов, необходимых для изготовления мужской сорочки модели В (Таблицы 2,3,4).
Таблица 2 – Характеристика х/б ткани для мужской сорочки
Наименование ткани |
Арти- кул |
Ши-рина, см |
Поверхност- ная плотность, г/м² |
Номинальная линейная плотность пряжи, текс; номер пряжи |
Плотность, количество нитей на 10 см |
Номер группы ткани |
||
Основа |
Уток |
Основа |
Уток |
|||||
Ткань сорочечная мерсеризованная с отделкой в полоску |
820 |
80 |
106 |
(7,5х2); 133/2 |
(10х2); 100 |
519 |
330 |
0214 |
Таблица 3 – Характеристика клеевых прокладочных материалов
Наименование клеевого материала |
Арти-кул |
Поверхностная плотность, г/м² |
Волокнистый состав, % |
Назначение |
|
Основа |
Уток |
||||
Термоклеевой прокладочный материал с регулярным точечным покрытием |
253-5 |
160 |
Х/б – 100 |
Х/б – 100 |
Прокладки в детали мужских сорочек из хлопчатобумажных тканей |
В курсовом проекте используются нитки условного обозначения
(ГОСТ 6309-93):
36 ЛХ – для стачивания деталей;
44 ЛХ – для прокладывания отделочных строчек;
22 Л – для обметывания петель.
Таблица 4 – Характеристика швейных ниток
Условное обозначение |
Линейная плотность, текс |
Разрывная нагрузка, сН |
Разрывное удлинение, % |
36 ЛХ |
20 – 60 |
1478 |
18 – 20 |
44ЛХ |
43 – 50,4 |
1758 |
16,6 |
22Л |
11*2 |
1040 |
22 - 26 |
Выбранные нитки имеют высокую прочность, эластичность, износостойкость, незначительную усадку.
В качестве фурнитуры используются плоские пуговицы с двумя отверстиями диаметром 0,5 – 0,7 см.