

Тема 3. Взаимозаменяемость.
3.1. Определения. Виды взаимозаменяемости.
Взаимозаменяемость изделий (машин, приборов, механизмов и т.д.) это свойство равноценно заменять при использовании любой из множества экземпляров изделий другим однотипным экземпляром. Полной взаимозаменяемостью называют такую, при которой в процессе сборки не используются пригоночные операции.
Различают полную взаимозаменяемость, неполную взаимозаменяемость, внешнюю и внутреннюю взаимозаменяемости.
При полной взаимозаменяемости упрощается процесс сборки- он сводится к простому соединению деталей рабочими невысокой квалификации; появляется возможность точно нормировать процесс сборки во времени, применять поточный метод; создаются условия для автоматизации процессов изготовления и сборки изделий, а также для специализации и кооперирования заводов; упрощается ремонт изделий и т.д. Обеспечение полной взаимозаменяемости возможно при соблюдении целого комплекса требований к производству изделий и их комплектующих. Это в первую очередь требование точности изготовления, требуемой чистоты обрабатываемых поверхностей и других специфических технологических требований. Полную взаимозаменяемость целесообразно применять для деталей, изготовленных с допусками квалитетов не выше 6-го.
Неполная взаимозаменяемость. Иногда экономически оправдано для получения требуемой точности сборки применять групповой подбор деталей (селективная сборка), применять компенсаторы, регулирование положения некоторых частей машин и приборов, пригонку и другие дополнительные технологические мероприятия при обязательном выполнении требований к качеству сборочных единиц и изделий.
Внешняя взаимозаменяемость-это взаимозаменяемость покупных и кооперируемых изделий. Например, в подшипниках качения внешнюю взаимозаменяемость обеспечивают по наружному диаметру наружного кольца и внутреннему диаметру внутреннего кольца, а также по точности вращения (без биений).
Внутренняя взаимозаменяемость распространяется на детали, сборочные единицы и механизмы, входящие в изделие. В подшипниках качения шарики или ролики и кольца.
Уровень современного производства во многом определяется коэффициентом взаимозаменяемости Кв, равным отношению трудоемкости изготовления взаимозаменяемых деталей и сборочных единиц к общей трудоемкости изготовления изделия. Степень приближения к единице этого показателя является объективным показателем технического уровня производства.
Взаимозаменяемое производство в металлообрабатывающей промышлен-ности впервые в мире было осуществлено в 1761 г. на Тульском, а затем на Ижевском заводах при массовом производстве ружей.
Размеры номинальный, действительный и предельный. Предельные
отклонения. Допуски и посадки.
Основные термины и определения установлены ГОСТ 25346-89 (СТ СЭВ 145-75).
Номинальный размер – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Номинальные размеры находят расчетом на прочность и жесткость, а также исходя из представления о совершенстве геометрических форм и обеспечения технологичности конструкций изделий. Причем, рассчитанные значения D (для отверстия) или d (для вала) округляют до большего значения, соответствующего рекомендованному ГОСТом на нормальные линейные размеры, которые базируются на ряды предпочтительных чисел. См. выше.
Действительный размер—размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности.
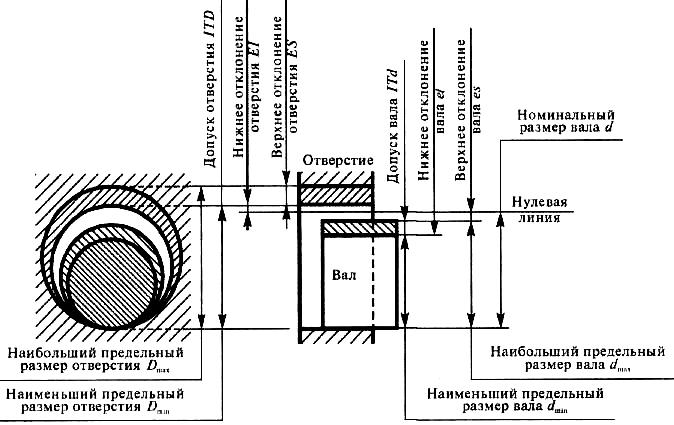
Предельные размеры детали – два предельно допускаемые размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший - наименьшим предельным размером. Обозначим их Dmax u Dmin для отверстия, dmax u dmin - для вала. Рис.1.1,стр.7 [2]; рис.5.3, стр. 292 [2].
ГОСТ 25346-89 устанавливает понятия проходного и непроходного размеров.
Проходной предел - термин, применяемый к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала и нижнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом проходным калибром. Непроходной предел—термин, применяемый к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала и верхнему пределу для отверстия.
Для упрощения чертежей введены понятия «предельные отклонения от номинального размера»: верхнее предельное отклонение ES, es – алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение EI, ei –алгебраическая разность между наименьшим предельным и номинальным размерами. Для отверстия ES=Dmax—D; EI=Dmin—D; для вала es = dmax-D; ei = dmin—D. Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение положительно, если предельный или действительный размер больше номинального, и отрицательно, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единиц, например 42-0,013+0,003; 42-0,24-0,013; 50-0,170-0,070;42+0,11; 42-0,025, угловые размеры и их предельные отклонения - в градусах, минутах или секундах с указанием единицы, например:
003040. Предельные отклонения в таблицах допусков указывают в микрометрах. При равенстве абсолютных значений отклонений их указывают один раз со знаком рядом с номинальным размером, например 600,2;12020. Отклонение, равное нулю, не проставляется, наносят только одно отклонение—положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200-0,2; 200+0,2.
Допуском Т называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра.
TD=ES—EI=Dmax—D—Dmin+D=Dmax—Dmin –для отверстия;
аналогично и для вала Td=es--ei=dmax—dmin.
Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных изделий в партии, т. е. заданную точность изготовления. Для упрощения допуски можно изображать графически в виде полей допусков.
Для нормирования требуемых уровней точности установлены квалитеты.
Квалитет – совокупность допусков,
характеризуемых постоянной относительной
точностью (определяемой коэффициентом
![]() )
для всех номинальных размеров данного
диапазона (например, от 1 до 500мм). В ЕСДП
установлено 19 квалитетов 01,0, 1,2, …,17.
)
для всех номинальных размеров данного
диапазона (например, от 1 до 500мм). В ЕСДП
установлено 19 квалитетов 01,0, 1,2, …,17.
Допуск для любого квалитета определяется
формулой:
![]() ,
(*)
,
(*)
где -число единиц допуска, зависящее от квалитета и независящее от номинального размера, I (I) – единица допуска.
Число единиц допуска для квалитетов с 5 по 17 см. табл.
№ ква- лите- та |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
Значение
|
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
Для каждого квалитета по формуле (*) построены ряды допусков, в каждом из которых различные размеры имеют одинаковую точность, определяемую соответствующим значением .
Основные отклонения.
Для образования посадок с различными зазорами и натягами в системе ИСО и в Единой системе допусков и посадок (ЕСДП) предусмотрено 27 вариантов основных отклонений валов и отверстий. Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии, рис.9.1, стр.205 [2].
Основные отклонения отверстий обозначают прописными буквами латинского алфавита (A-Z), валов – строчными. Отклонения A-H (a-h) предназначены для образования полей допусков в посадках с зазорами; отклонения J- N (j-n) – в посадках с натягом.
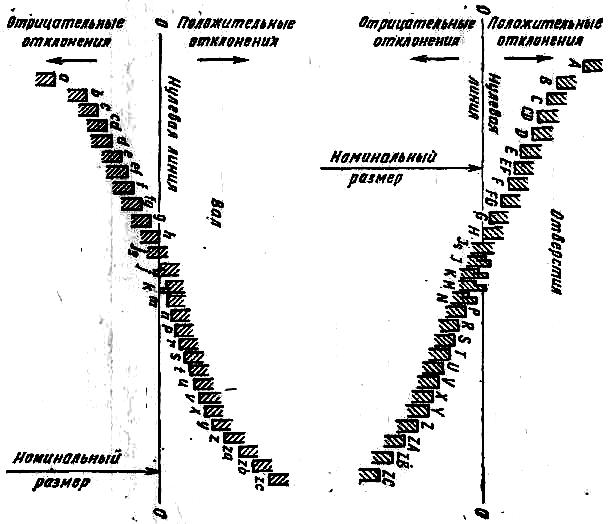
Рис.9.1. Основные отклонения отверстий и валов, принятые в системе
ИСО и ЕСДП
Абсолютное значение и знак каждого основного отклонения вала (верхнего es для валов a-h или нижнего ei для валов j-zs) определяют по эмпирическим формулам (см. табл. 9.1 учебник Якушева А.И. и др.). Основное отклонение вала не зависит от квалитета (даже когда формула содержит допуск IT).
Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадкам в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой.
Для практических целей в повседневной конструкторской практике числовые значения допусков и основных отклонений, приведенные в табл. 6-8, 14 и 15 ГОСТ 25346-89 (СТ СЭВ 144-75,145-75), позволяют применять ЕСДП, не прибегая к формулам или правилам, с помощью которых они определены.
Поля допусков.
Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим правилом поле допуска обозначают буквой (иногда двумя) основного отклонения и номером квалитета, например, для вала h6, d11, ef9; для отверстия H6, D11, CD10.
Второе предельное отклонение, ограничивающее данное поле допуска, можно определить по основному отклонению и допуску принятого квалитета.
Ряды полей допусков для размеров менее 1мм (см. табл.1и 2 ГОСТ25647-83 или СТ СЭВ 144-75) характеризуются большим набором полей и смещением их в сторону более точных квалитетов по сравнению с основными рядами полей допусков для размеров от 1 до 500 мм. Это отражает более высокие точностные требования в приборостроении.
Для размеров свыше 500 до 10 000 мм установлено сокращенное количество полей допусков, и они смещены в сторону более грубых квалитетов. Для размеров свыше 3 150 до 10 000 мм (СТ СЭВ 177-75) посадки с натягом предусмотрены только в системе отверстия. Для размеров от 1 до 500 мм выделены предпочтительные поля допусков. Они обеспечивают 90-95% посадок общего применения.
Посадки. Методика построения посадок.
Для сопрягаемых деталей установлено лишь значение основного отклонения, т.е. расстояние от ближайшей границы поля допуска до нулевой линии. Верхнее (если поле допуска расположено выше нулевой линии) или нижнее (если поле допуска расположено ниже нулевой линии) отклонения определяются по основному отклонению и допуску выбранного квалитета.
По экономическим соображениям посадки следует назначать главным образом в системе отверстия и реже в системе вала, поэтому предпочтительных посадок в системе отверстия больше, чем в системе вала. Для размеров от 1 до 3150мм допуск отверстия, как правило, на один- два квалитета больше допуска вала, т.к. точное отверстие технологически получить труднее, чем точный вал, вследствие худших условий отвода теплоты, недостаточной жесткости, повышенной изнашиваемости и сложности направления режущего инструмента для обработки отверстий.
При малых диаметрах технологически труднее обработать точный вал, чем точное отверстие, поэтому в рекомендуемых посадках для размеров менее 1 мм допуск отверстия и вала приняты одинаковыми. То же для посадок при размерах свыше 3150 до 10 000 мм.


 Обозначение
предельных отклонений и посадок на
чертежах.
Обозначение
предельных отклонений и посадок на
чертежах.















 40
50r6
40H7
или
40
50r6
40H7
или
f7 или 40+0,025
50+0,034+0,058
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений (см. рис.).