

Лабораторная работа №11 анализ процесса окорки лесоматериалов
Цель работы: выявить закономерности процесса окорки лесоматериалов и научиться им управлять.
Общие положения
Необходимость окорки лесоматериалов диктуется назначением выпускаемой продукции, с одной стороны, и получением вторичного сырья – с другой, то есть отходы при переработке окоренной древесины могут быть использованы в качестве сырья для получения ценной продукции.
Сырьем для окорки являются круглые лесоматериалы. Требования, предъявляемые к круглым лесоматериалам, регламентируются по ГОСТ 9463-88 и ГОСТ 9462-88.
На лесных складах окорке подвергаются следующие лесоматериалы: балансы; рудничную стойку; низкокачественную древесину и кусковые отходы, перерабатываемые на технологическую щепу; бревна пиловочные, тарные и шпальные кряжи, подлежащие продольной распиловке на лесном складе; шпалы, выпиленные из неокоренных шпальных кряжей. Лесоматериалы, отправленные в неокоренном виде с нижних складов лесозаготовительных предприятий, как правило должны окорять потребители.
Готовой продукцией являются окоренные круглые лесоматериалы. Требования к качеству окорки лесоматериалов регламентируются по ГОСТ 15815-83.
Значительное влияние на процесс окорки оказывает толщина коры и ее сцепление с древесиной. Среднее значение толщины коры зависят от породы и диаметра кряжа.
Сцепление с древесиной резко снижается при увеличение влажности и сильно возрастает с понижением температуры окружающего воздуха, кроме того, оно зависит от времени заготовки- в вегетационный период кора легко отделяется от древесины по камбиальному слою.
В зависимости от степени удаления различных слоев коры (корки, луба, камбия (рис.1)) различают 3 вида окорки: чистую, грубую и частичную (пролыску).
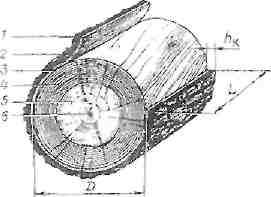
Рис. 1. Анатомические элементы лесоматериалов: 1 - корка; 2 - луб; 3 - камбий; 4 - заболонь; 5 - спелая древесина; 6 - сердцевина; D - вершинный диаметр лесоматериала; L - длина лесоматериала; hк - толщина коры
Способы окорки различаются по характеру воздействия сил или активных элементов на кору с целью ее отделения от древесины. Окорочное оборудование работает в основном по принципу удаления коры воздействием на нее твердого тела, то есть механическим воздействием.
Способы окорки струей жидкости и газа, нагревом камбиального слоя токами высокой частоты и целый ряд других способов не получили распространения в промышленности по различным причинам. Наибольшее распространение получил механический способ окорки строганием, фрезерованием, скоблением, трением, соударением. При механическом способе окорки применяют поштучную (строганием, фрезерованием, скоблением) и групповую обработку лесоматериалов (трением, соударением).
Окорочные станки различаются по характеру движения окорочного инструмента и окоряемого бревна (рис. 2)
Способ окорки |
|
КИНЕМАТИКА |
||
Продольные |
Поперечные |
Роторные |
||
Фрикционный |
Скребковые |
Продольно-скребковые
|
Поперечно-скребковые
|
Роторно-скребковые
|
Групповой обработки |
Продольно-групповые
|
Бункерные
|
Барабанные
|
|
Режущий |
Фрезерные |
Продольно-фрезерные |
Поперечно-фрезерные
|
Роторно-фрезерные
|
Ножевые |
Продольно-ножевые
|
Поперечно-ножевые
|
Роторно-ножевые
|
|
Струйный |
Гидравлические, пневматические |
Продольно-гидравлические, пневматические
|
Поперечно-гидравлические, пневматические
|
Роторно-гидравлические, пневматические
|












Рис. 2. Классификация окорочных станков по способу окорки, кинематике и конструкции инструмента.
В продольных станках окорочный инструмент расположен равномерно по периметру поперечного сечения окоряемой поверхности, бревно же получает поступательное движение вдоль своей оси. Каждый инструмент обрабатывает участок поверхности бревна в виде продольной ленты.
В поперечных станках бревно вращается и перемещается в направлении, перпендикулярном его оси, при этом происходит окорка лесоматериала на всю его длину. Каждый инструмент обрабатывает участок поверхности бревна в виде ленты, расположенной по винтовой линии.
В роторных станках окорочный инструмент расположен на вращающемся полом роторе, внутри которого и соосно с ним поступательно движется окоряемое бревно. Каждый инструмент обрабатывает участок поверхности бревна в виде ленты, расположенной по винтовой линии.