

2.3.3. Оцінка сучасного стану і перспектив розвитку тпа 140 нтз
Сучасний стан. У цеху розташований агрегат (ТПА-140) із станами подовжнього прокатки (СПП) «тандем» (мал. 4.6), який, в принципі, може виготовляти безшовні труби в діапазоні діаметрів до 178 мм з товщиною стінки менше 5,0 мм.
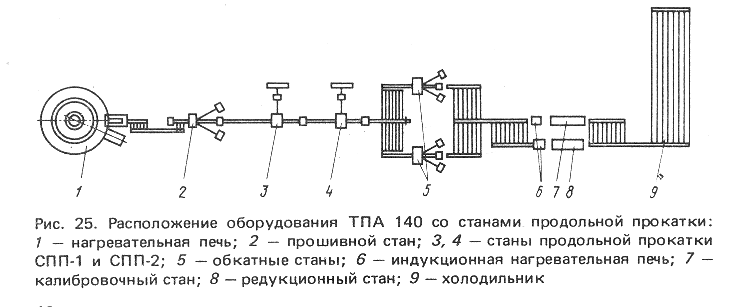
Мал. 4.6. Схема розташування устаткування ТПА 140 із СПП «тандем» цеху № 5 ВАТ НТЗ: 1 – кільцева нагрівальна піч; 2 – прошивний стан з грибоподібними валками; 3 – СПП-1; 4 – СПП-2; 5 – стани обкату; 6 – індукційна нагрівальна піч; 7 – 9- кліттівнийкал вальний стан; 8 – редукційний стан 20-кліттівий; 9 – холодильник
Проте майже тридцятирічний досвід експлуатації устаткування цеху показав, що технологічний процес прокатки труб в станах подовжньої прокатки, розташованих за схемою «тандем», має ряд принципових недоліків, з яких основними є наступні:
утруднені умови захвату в клітттів СПП не дозволяють здійснювати прокатку з великими обтисканнями по стінці (реально ці величини менші, ніж для аналогічних умов прокатки в автоматичних станах), що обмежує товщину стінки прокатуваних труб величиною S =5,0 мм для труб діаметром до 152 мм і величиною S =6,0 мм для труб діаметром 159-168 мм;
із-за лінійного розташування устаткування трубопрокатних агрегатів при виготовленні труб чітко виявляється (особливо – на тонкостінному сортаменті) «температурний клин», що приводить до підвищеної подовжньою разностенності (до 0,3-0,5 мм);
традиційний дефект автоматичних станів – ризики на внутрішній поверхні труб – не усуваються і, більш того, проявляють себе при випробуваннях труб по ГОСТ 633-80 на сплющення.Кроме того, имеет место ряд проектных и конструкторских просчетов:
зважаючи на особливості конструкцій подушок валків тривалкових машин обкату мінімальний діаметр труб за ними складає приблизно 132 мм, що не дозволяє реалізувати проектний сортамент (Ø108мм) і при подальшому редукуванні товстостінних труб з великими деформаціями приводить до появи внутрішньої граненності;
цех не має відділення термічної обробки і може забезпечити стабільне виробництво труб за стандартом API 5СТ (без нарізки) лише груп міцності K-55, J-55 (окремі спроби реалізувати виробництво труб групи міцності N-80 з прокатного нагріву не привели до стабільних позитивних результатів).В цехе постоянно ведутся работы по оптимизации состава оборудования и параметров технологического процесса.
Так, наприклад, за останній час в цеху:
– встановлений новий дефектоскоп ”Nordin Kraft”, що дозволило підвищити якість труб за рахунок додаткового виявлення дефектів продукції як в технологічному потоці, так і на ділянці обробки;
– виконаний комплекс робіт (у тому числі і технологічного характеру) по розширенню сортаменту прокатуваних труб в область труб діаметром 168 мм.
У цеху передбачається:
– модернізація устаткування ділянки прокату, що дозволить розширити сортамент продукції в область труб діаметром до 178 мм (7”);
установка устаткування для ультразвукового контролю тіла труби товщиномірами, що підвищить якість продукції;
– монтаж лінії фарбування з автоматизованим комплексом зважування, виміру довжини, таврування, маркіровки і упаковки, що підвищить товарний вигляд продукції і її конкурентоспроможність. Перспективи розвитку. Необхідне здійснення заходів щодо розширення сортаменту труб (труби діаметром до 178 мм і більш, труби з товщиною стінки менше 5,0 мм) і їх якості (усунення рісок, здійснення термообробки і ін.). Один із шляхів підвищення точності труб по діаметру і стінці може заміна (у чистовій групі кліттів) двохвалкових кліттів тривалковими, установка нових правильних машин, здійснення холодного калібрування кінців труб, використання мастила при калібруванні і редукуванні. Деякі конкретні технічні заходи, запропоновані Інститутом розвитку НПІГ «Інтерпайп» і направлені на вирішення проблеми підвищення ефективності виробництва труб в цеху. У числі пропонованих на довгострокову перспективу технічних заходів особливо слід зазначити можливість заміни двох станів подовжнього прокатки на один сучасний високопродуктивний рейковий стан CPE з прокаткою за технологією, орієнтованою на використання непреривнолітой заготівки. Актуальність такої пропозиції обумовлена в першу чергу переорієнтацією сталеплавильного комплексу заводу на використання МНЛЗ. Враховуючи кардинальність пропозиції по заміні основного агрегату цеху, було б доцільно почати його детальний технічний аналіз і економічну оцінку (включаючи розгляд альтернативного варіанту – установка стану міні-конті) найближчим часом.