

2.5. Расчет примерных режимов сварки
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм, качества. При всех дуговых способах сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва (скорость сварки), род тока и полярность. При механизированных способах сварки добавляется ещё один параметр - скорость подачи сварочной проволоки, а при сварке в защитных газах - удельный расход защитного газа.
Расчёт режима сварки производится всегда для конкретного случая, когда известен тип соединения, толщина свариваемого металла, марка проволоки, флюс и способ защиты от протекания расплавленного металла в зазор стыка. Поэтому до начала расчёта следует установить по ГОСТ конструктивные элементы заданного сварного соединения.
Для стыковых соединений площадь поперечного сечения шва FШВ, мм2 определяется по формуле:
FШВ = 0,75eq + tb,
где е - ширина шва, мм (е= (2÷ 4)dэ);
q - усиление шва, мм (0,1÷ 0,3 толщины металла детали);
t- толщина шва, мм, (t = q+h) ;
b - зазор , мм.
Для углового соединения FШВ=1/2(k + q•√2),
где k– катет шва, мм (см табл. 2.5.);
q - усиление шва, мм.
По ГОСТ 14771-76 усиление углового шва q, мм, выполненного в нижнем положении, допускается до 30% его катета, т.е. q = 0,3 k
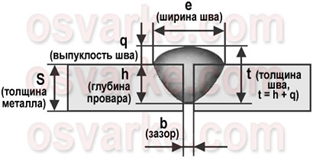

Рисунок 2.3. Основные геометрические параметры стыкового и углового шва
Таблица 2.3. Зазор в стыковых швах
Наименование соединения |
Условное обозначение |
Толщина металла δ, мм |
Зазор b, мм |
Шов стыковой односторонний без скоса кромок |
С2 |
1,5–2,5 3,0–4,0 |
1 2 |
Шов стыковой односторонний с V-образным скосом двух кромок |
С17 |
4,5–7,5 8,0–13,5 14,0–16,0 |
3 4 5 |
a – притупление кромок, a = 1 мм |
|||
Согласно ГОСТ 2601-84 под проходом при сварке понимают однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Первый проход выполняется для проварки корня шва, площадь его сечения определяется по формуле: F1 = (6…8)•dэ
Площадь сечения последующих проходов определяется по формуле:
Fn = (8…12)•dэ
Общее число проходов по формуле: n = (Fшв - F1) / Fn
Для определения числа проходов при сварке угловых и тавровых соединений Fн может быть вычислена по формуле
Fn = k2/2·ky ,
где Ку – коэффициент увеличения, учитывающий наличие зазоров и выпуклость шва.
Значения Ку в зависимости от катета шва могут быть приняты по табл.2.4.
Таблица 2.4. Значения коэффициента увеличения в зависимости от катета шва
К, мм |
3 – 4 |
5 – 6 |
7 – 10 |
12 – 20 |
20 |
Ку |
1,5 |
1,35 |
1,25 |
1,15 |
1,10 |