

Это специальный драйвер связи для контроллеров «Siemens» 7-й версии (s7) под управлением «Step 7». После подключения этого драйвера появится множество протоколов:
- MPI;
- PROFIBUS;
- Industrial Ethernet;
- Slot PLC;
- TCP/IP;
- PROFIBUS (II);
- Industrial Ethernet (II);
- Named Connections.
Так как в этом проекте нижнего уровня связь осуществляется через протокол связи TCP/IP, то мы заходим в него и создаём там новое соединение (New Connection). После создания в нем новой группы (New Group), создаем там теги и присваиваем им имена переменных, находящихся в символьной таблице нижнего уровня (таблица 4.1.1). Это необходимо для работы с ними в «WinCC». Общий вид программы показан на рисунке 4.2.2.
Теги можно добавлять по мере надобности в процессе написании программы.

Рисунок 4.2.2 – Общий вид «Тегов» и «WinCC»
В нашем проекте всего 4-е окна для управления и отображения информации, экраны: 1,2,3 являются вспомогательными (для прорисовки сложных изображений) (рисунок 4.2.3.).

Рисунок 4.2.3 - Общий вид окна.
Графическая часть интерфейса создается в редакторе «Graphics Designer». В этом редакторе создается интерфейс для пользователя, одно из окон пользователя изображено на рисунке 4.2.4.
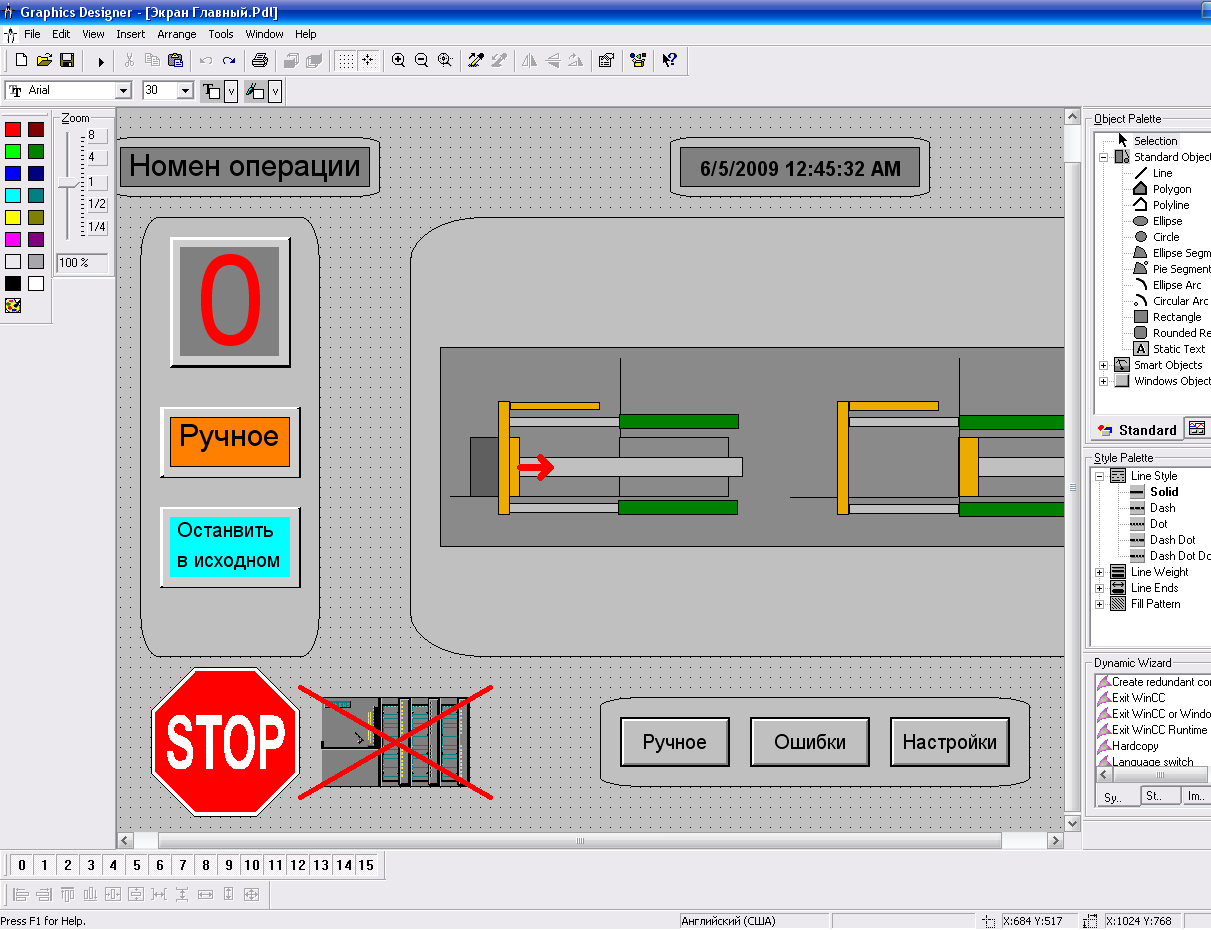
Рисунок 4.2.4 - Общий вид окна «Graphics Designer»
Экран Главный – нужен для оперативного отображения информации о состоянии АФЛ, таких как:
- время и дата;
- состояние связи – контроллера и компьютера;
- нажатие кнопки «Стоп»;
- номер операции;
- режим работы АФЛ «Ручное / Автомат»;
- «Остановить в исходном»;
- наличие ошибки.
Информация о состояние АФЛ обновляется по изменению переменных в контроллере «upon chenge».
Так же с этого окна есть возможность перейти на другие окна, такие как:
1) ручное управление АФЛ – Окно ручное управление, позволяет в ручном режиме управлять работой АФЛ. Есть отображение о готовности к операции, и её выполнение;
2) ошибка – Окно ошибка, позволяет выводить на экран не исправности АФЛ, (обновление происходит каждые 2 секунды);
3) настройки – Окно настройки, позволяет оператору вводить данные, для изменения режима работы АФЛ. Позволяет задать время на разные процессы:
- опрыскивание моделей эмульсией,
- время на продолжительность операций 1,…,7,
- время набора земли,
- время прессования.
Рисунки этих окон можно увидеть в (приложении Е), с их описанием при разных обстоятельствах.
5 Расчет экономической эффективности проекта
5.1 Суть проекта и исходные данные для расчета
В данном проекте осуществляется автоматизация управления формовочной линией в литейной промышленности, работающего до внедрения проекта на пневмо - автоматическом управлении. В результате физической изношенности и морального устаревания электромеханической системы управления автоматической формовочной линии, принято решение, о ее модернизации, и переводе на управление контроллером фирмы SIEMENS S7 «315-2 DP» и персональным компьютером промышленного исполнения SIMATIC Box PC 620.
Автоматизация отдельных операций в процессе работы позволит снизить затраты на производство за счет экономии эл. энергии, увеличить срок работы, повысить качество изготовления деталей.
Экономическая эффективность внедрения АСУ определяется посредством разностного подхода на основе сравнительной оценки базового варианта и проектного.
Процесс оценки эффективности осуществляется в следующей последовательности:
1) оценка необходимых инвестиционных затрат на реализацию проекта;
оценка получаемой экономии производственных затрат от реализации проекта;
планирование денежного потока с использованием разностного подхода;
расчет показателей эффективности проекта.
Срок жизни проекта составляет 5 лет, что обусловлено сроком предполагаемого использования результатов проекта без существенных изменений.
Соответствующие исходные данные для расчета по базовому и проектному вариантам представлены в таблице 5.1.1.
Таблица 5.1.1 - Исходные данные для расчета
Наименование данных |
характеристика |
|
Базовый вариант |
Проектный вариант |
|
Годовая программа производства деталей Вг, шт.-год |
1 680 000 |
1 680 000 |
Коэффициент сменности, kсм |
3 |
3 |
Часовая тарифная ставка основных рабочих: СЗЧС, руб./час. |
13,45 |
13,45 |
Штучное время обработки детали (tшт), мин |
0,15 |
0,15 |
Коэффициент, учитывающий приработок рабочих ά |
1,4 |
1,4 |
Коэффициент, учитывающий отчисления в фонд соц.страхования (для машиностроительной отрасли) |
1,272 |
1,272 |
Коэффициент, учитывающий численность бригады βо |
2 |
1 |
Первоначальная (восстановительная) стоимость Кот, руб/ед. |
1 630 000 |
1 400 000 |
Количество технологического оборудования: О |
1 |
1 |
Коэффициент занятости технологического оборудования μо |
1 |
1 |
Норма годовых автоматизированных отчислений по оборудованию А, % |
10 |
10 |
Затраты на ремонт оборудования Ср % |
1,6 |
1,6 |
Годовой расход силовой электроэнергии Эс, кВт*ч/год |
352 000 |
350 000 |
Стоимость 1 кВт*ч электроэнергии Цэ, руб./ кВт*ч |
1,65 |
1,65 |
Суммарная установленная мощность оборудования Nyi, кВт |
50 |
45 |
Коэффициент спроса электроэнергии Кспр |
0,5 |
0,5 |
Процент брака, КБ |
0,10 |
0,09 |
Затраты на смазочно-обтирочные материалы СВ, руб/год.шт. |
78 000 |
75 000 |
Затраты на приспособления, Сп, руб/год |
50000 |
50000 |
Площадь занимаемая оборудованием SO, м2 |
130 |
130 |
Коэффициент занятости площади μS |
0,75 |
0,75 |
Годовые расходы на содержание помещения СКГ, руб./(м2*год) |
200 |
200 |
Коэффициент учитывающий прочие цеховые расходы КПРЦ |
0,25 |
0,25 |