

4 Разработка по системы управления
4.1 Разработка по нижнего уровня.
Нижний уровень программы был написан в среде для программирования контроллеров фирмы SIEMENS «Step7 SIMATIC Manager».
С помощью этой программы выполняется комплекс работ по созданию и обслуживанию систем автоматизации на основе программируемых логических контроллеров SIMATIC S7-300 и SIMATIC S7-400 фирмы Siemens. В первую очередь это работы по программированию контроллеров. Программируемый логический контроллер, (ПЛК) — это микропроцессорное устройство, предназначенное для управления технологическими процессами в промышленности и другими сложными технологическими объектами. Принцип работы ПЛК заключается в сборе сигналов от датчиков и их обработке по прикладной программе пользователя с выдачей управляющих сигналов на исполнительные устройства. В основе работы лежит концепция проекта, под которым понимается комплексное решение задачи автоматизации, включая несколько взаимосвязанных контроллеров, соединяющие их сети и системы человеко-машинного интерфейса. Работу с проектом в целом обеспечивает главная утилита STEP 7 - SIMATIC Manager. STEP 7 позволяет производить конфигурирование программируемых логических контроллеров и сетей (утилиты HWConfig и NetPro). В процессе конфигурирования определяется состав оборудования в целом, разбиение на модули, способы подключения, используемые сети, выбираются настройки для используемых модулей. Система проверяет правильность использования и подключения отдельных компонент. Завершается конфигурирование загрузкой выбранной конфигурации в оборудование, что по сущности является настройкой оборудования. Утилиты конфигурирования позволяют осуществлять диагностику оборудования, обнаруживать аппаратные ошибки или неправильный монтаж оборудования. Программирование контроллеров производится редактором программ, обеспечивающим написание программ на трех языках:
- LAD - язык релейно-контактной логики;
- FBD - язык функциональных блочных диаграмм;
- STL - язык списка инструкций.
В дополнение к трем основным языкам могут быть добавлены четыре дополнительные языка, поставляемые отдельно:
- SCL - структурированный язык управления, по синтаксису близкий к Pascal;
- GRAPH 7 - язык управления последовательными технологическими процессами;
- HiGraph 7 - язык управления на основе графа состояний системы;
- CFC - постоянные функциональные схемы.
Возможность наблюдения за текущим состоянием программы, доступное при использовании любого языка программирования, обеспечивает не только отладку программного обеспечения, но и поиск неисправностей в подключаемом оборудовании, даже если оно не имеет средств диагностики. В проект STEP 7 могут быть, включены системы человеко-машинного интерфейса, например операторские панели, конфигурируемые с помощью производимого Siemens программного обеспечения ProTool или WinCC Flexible, или персональный компьютер с программным обеспечением WinCC. Интеграция проектов для ЧМИ в проект STEP 7 облегчает автоматическое связывание проектов для контроллера и операторского интерфейса, ускоряет проектирование и позволяет избежать ошибок, связанных с раздельным использованием программ. В полной мере эти преимущества проявляются при использовании системы проектирования PCS7, в основе которой также используется STEP 7. Основной вид программы приведен на рисунке 4.1.1
В процессе написания программы использовался FBD - язык функциональных блочных диаграмм и GRAPH 7 - язык управления последовательными технологическими процессами.
 Рисунок 4.1.1 – Общий
вид программы «Step7»
Рисунок 4.1.1 – Общий
вид программы «Step7»
Перед началом разработки программы необходимо изучить последовательность выполнения операций АФЛ.
После чего, разработчиком составляется конфигурация в окне «HW Config» рисунок 4.1.2. Выбран контроллер «CPU 315-2 DP», составляется конфигурация нужного количества модулей ввода / вывода, а также модуль связи с компьютером и блок питания для контроллера. Модуль связи
«CP 343-1» осуществляет обмен данными с компьютером по протоколу TCP/IP.
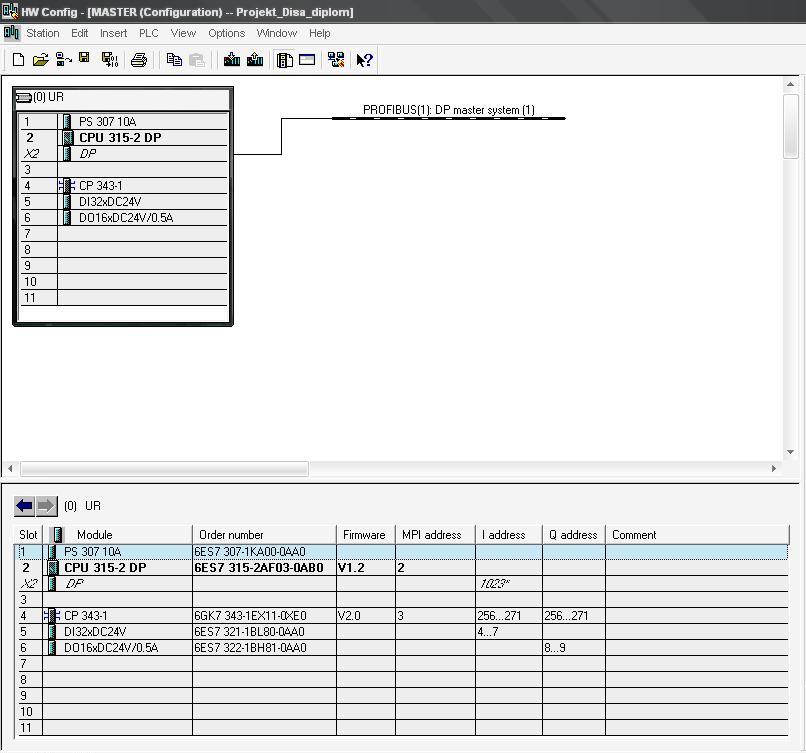
Рисунок 4.1.2 – конфигурация контроллера.
Далее в окне «NetPro» выбирается протокол связи рисунок 4.1.3. Там же прописываются IP адрес локальный – контроллера и IP адрес партнера - ПК.

Рисунок 4.1.3 – Конфигурация протоколов связи.
В блоке OB1 необходимо создать два блока предназначенные для связи.
Блок FB14 с привязкой к блоку данных DB2 и блок FB15 с привязкой к блоку данных DB4. рисунок 4.1.4.
Блок FB14 предназначен для приема по протоколу TCP/IP, Блок FB15 предназначен для передачи по протоколу TCP/IP.
Блоки DB2, DB3 нужен для хранения принимаемой информации по TCP/IP. Блоки DB4, DB5 нужен для хранения передаваемой информации по TCP/IP.

Рисунок 4.1.4 – Блоки для передачи по TCP/IP.
После этого желательно создать «таблицу символов». Она создается в окне «Symbol Editor», в ней расписаны все используемые входа и выхода, а также маркера, таймера, счетчики и блоки, используемые в программе (таблица 4.1.1).
Это необходимо для присвоения каждому из них более понятного имени, чем буквенное фибровое обозначение.
Таблица 4.1.1 - Таблица символов
Ethernet <- |
DB 2 |
FB 14 |
|
Ethernet <<- |
DB 3 |
DB 3 |
|
Ethernet -> |
DB 4 |
FB 15 |
|
Ethernet ->> |
DB 5 |
DB 5 |
|
Данные _ из _GRAPH |
DB 21 |
FB 21 |
Для GRAPH |
GET |
FB 14 |
FB 14 |
Read Data From a Remote CPU (Чтение данных из удаленного процессора) |
PUT |
FB 15 |
FB 15 |
Write Data to a Remote CPU (Запись данных с удаленного процессора) |
Обработка Ошибок |
FB 18 |
FB 18 |
|
Обработка Исх. Состояния |
FB 19 |
FB 19 |
|
Логика |
FB 20 |
FB 20 |
|
Шаги |
FB 21 |
FB 21 |
|
G7_STD_3 |
FC 72 |
FC 72 |
Для GRAPH |
= ДНС_1_К1 |
I 4.0 |
BOOL |
Наличие смеси. Мин. Уровень. |
= ДПЦ_1.1_К2 |
I 4.1 |
BOOL |
Цилиндр 1 впереди |
= ДПЦ_1.4_К3 |
I 4.2 |
BOOL |
Цилиндр 1 позади |
= ДПЦ_1.2_К4 |
I 4.3 |
BOOL |
Цилиндр 1 исходное |
= ДПЦ_1.3_К5 |
I 4.4 |
BOOL |
Цилиндр 1 прессование |
= ДПЦ_2.1_К6 |
I 4.5 |
BOOL |
Цилиндр 2 впереди |
= ДПЦ_2.2_К7 |
I 4.6 |
BOOL |
Цилиндр 2 позади |
+24V |
I 4.7 |
BOOL |
Наличие +24_В. |
~110V_К8 |
I 5.0 |
BOOL |
Наличие ~ 110_В. |
~220V_A_К9 |
I 5.1 |
BOOL |
Наличие ~220_В."A" |
~220V_B_К10 |
I 5.2 |
BOOL |
Наличие ~220_В."B" |
~220V_C_К11 |
I 5.3 |
BOOL |
Наличие ~220_В."C" |
= ДВК_1_К12 |
I 5.4 |
BOOL |
Датчик вращения конвейера |
= ДДВ_1_К13 |
I 5.5 |
BOOL |
Датчик давления воздуха |
= ДДМ_1_К14 |
I 5.6 |
BOOL |
Датчик давления масла |
= D_Перегруз_Дв_К15 |
I 5.7 |
BOOL |
Перегруз двигателя конвейера |
= ДЗР_1_К16 |
I 6.0 |
BOOL |
Датчик защита рук |
= Выбивка_Раб_К17 |
I 6.1 |
BOOL |
Выбивка в работе |
= Заливка_Раб_К18 |
I 6.2 |
BOOL |
Заливка, Разрешение на продвижение |
= Гидростанция_Раб_К19 |
I 6.3 |
BOOL |
Гидростанция в работе |
$_СТОП_SB1 |
I 6.4 |
BOOL |
Кнопка СТОП |
$_СТАРТ_SB2 |
I 6.5 |
BOOL |
Кнопка СТАРТ |
$_Ошибка_Сброс_SB3 |
I 6.6 |
BOOL |
Кнопка Сброс ошибки |
$_Исходное_SB4 |
I 6.7 |
BOOL |
Кнопка Останов в исходном |
Продолжение таблицы 4.1.1
$_Ключ_SA1 |
I 7.0 |
BOOL |
Ключ Готов к старту |
$_Ручное_SA2 |
I 7.1 |
BOOL |
Переключатель Ручное |
$_Автомат_SA2 |
I 7.2 |
BOOL |
Переключатель Автомат |
$_Проверка_Ламп_SB5 |
I 7.3 |
BOOL |
Кнопка_Проверка_Ламп |
= rezerv_1_K20 |
I 7.4 |
BOOL |
|
= rezerv_2_K21 |
I 7.5 |
BOOL |
|
= rezerv_3_K22 |
I 7.6 |
BOOL |
|
= rezerv_4_K23 |
I 7.7 |
BOOL |
|
LOG_0 |
M 0.0 |
BOOL |
"Логический_0" |
#_ Ethernet _error<- |
M 0.3 |
BOOL |
ошибка Ethernet <- на передачу |
#_ Ethernet _error -> |
M 0.5 |
BOOL |
ошибка Ethernet -> на приём |
LOG_1 |
M 1.1 |
BOOL |
"Логическая_1" |
#_Опер_1 |
M 10.1 |
BOOL |
Операция_1 |
#_Опер_2 |
M 10.2 |
BOOL |
Операция_2 |
#_Опер_3 |
M 10.3 |
BOOL |
Операция_3 |
#_Опер_4 |
M 10.4 |
BOOL |
Операция_4 |
#_Опер_5 |
M 10.5 |
BOOL |
Операция_5 |
#_Опер_6 |
M 10.6 |
BOOL |
Операция_6 |
#_Опер_7 |
M 10.7 |
BOOL |
Операция_7 |
#_Опер_2,3,4,5,6,7 |
M 20.1 |
BOOL |
Операции_2,3,4,5,6,7 |
#_Опер_1,3,4,5,6,7 |
M 20.2 |
BOOL |
Операции_1,3,4,5,6,7 |
#_Опер_1,2,4,5,6,7 |
M 20.3 |
BOOL |
Операции_1,2,4,5,6,7 |
#_Опер_1,2,3,5,6,7 |
M 20.4 |
BOOL |
Операции_1,2,3,5,6,7 |
#_Опер_1,2,3,4,6,7 |
M 20.5 |
BOOL |
Операции_1,2,3,4,6,7 |
#_Опер_1,2,3,4,5,7 |
M 20.6 |
BOOL |
Операции_1,2,3,4,5,7 |
#_Опер_1,2,3,4,5,6 |
M 20.7 |
BOOL |
Операции_1,2,3,4,5,6 |
#_Исходное_1 |
M 30.1 |
BOOL |
Исходное Операции 1 |
#_Исходное_2 |
M 30.2 |
BOOL |
Исходное Операции 2 |
#_Исходное_3 |
M 30.3 |
BOOL |
Исходное Операции 3 |
#_Исходное_4 |
M 30.4 |
BOOL |
Исходное Операции 4 |
#_Исходное_5 |
M 30.5 |
BOOL |
Исходное Операции 5 |
#_Исходное_6 |
M 30.6 |
BOOL |
Исходное Операции 6 |
#_Исходное_7 |
M 30.7 |
BOOL |
Исходное Операции 7 |
#_Опер_1_Раз |
M 40.1 |
BOOL |
Операцию 1 Разрешить |
#_Опер_2_Раз |
M 40.2 |
BOOL |
Операцию 2 Разрешить |
#_Опер_3_Раз |
M 40.3 |
BOOL |
Операцию 3 Разрешить |
#_Опер_4_Раз |
M 40.4 |
BOOL |
Операцию 4 Разрешить |
#_Опер_5_Раз |
M 40.5 |
BOOL |
Операцию 5 Разрешить |
#_Опер_6_Раз |
M 40.6 |
BOOL |
Операцию 6 Разрешить |
#_Опер_7_Раз |
M 40.7 |
BOOL |
Операцию 7 Разрешить |
#_Земля есть |
M 50.0 |
BOOL |
Земля Набрана |
#_Набор_земли |
M 50.1 |
BOOL |
Набрать Землю |
Продолжение таблицы 4.1.1
#_Старт |
M 50.2 |
BOOL |
Маркер Старт |
#_Стоп |
M 50.3 |
BOOL |
Маркер Стоп |
#_Помехи |
M 50.4 |
BOOL |
Помехи |
#_Защита_Вращ |
M 50.5 |
BOOL |
Защита Вращения Конвейера |
#_Ошибка_Пресса |
M 50.6 |
BOOL |
Ошибка Прессования |
#_Счетчик_Циклов |
M 50.7 |
BOOL |
Счетчик Циклов |
#_Мин_Уровень |
M 51.0 |
BOOL |
Минимальный Уровень Земли |
#_Не_вып_Опер_1 |
M 51.1 |
BOOL |
Операция 1 не выполнена за отведенное время |
#_Не_вып_Опер_2 |
M 51.2 |
BOOL |
Операция 2 не выполнена за отведенное время |
#_Не_вып_Опер_3 |
M 51.3 |
BOOL |
Операция 3 не выполнена за отведенное время |
#_Не_вып_Опер_4 |
M 51.4 |
BOOL |
Операция 4 не выполнена за отведенное время |
#_Не_вып_Опер_5 |
M 51.5 |
BOOL |
Операция 5 не выполнена за отведенное время |
#_Не_вып_Опер_6 |
M 51.6 |
BOOL |
Операция 6 не выполнена за отведенное время |
#_Не_вып_Опер_7 |
M 51.7 |
BOOL |
Операция 7 не выполнена за отведенное время |
#_1 |
M 52.1 |
BOOL |
Выполнить операцию 1 из WinCC |
#_2 |
M 52.2 |
BOOL |
Выполнить операцию 2 из WinCC |
#_3 |
M 52.3 |
BOOL |
Выполнить операцию 3 из WinCC |
#_4 |
M 52.4 |
BOOL |
Выполнить операцию 4 из WinCC |
#_5 |
M 52.5 |
BOOL |
Выполнить операцию 5 из WinCC |
#_6 |
M 52.6 |
BOOL |
Выполнить операцию 6 из WinCC |
#_7 |
M 52.7 |
BOOL |
Выполнить операцию 7 из WinCC |
#_R |
M 53.0 |
BOOL |
Ручное для WinCC |
#_A |
M 53.1 |
BOOL |
Автомат для WinCC |
#_Сброс_таймера_Т3 |
M 98.1 |
BOOL |
Маркер сброса таймера Т3 |
#_Ошибка |
M 99.0 |
BOOL |
Сборная Ошибка |
0.1#sek |
M 111.0 |
BOOL |
Taktmerker 0,1 sek |
0,2#sek |
M 111.1 |
BOOL |
Taktmerker 0,2 sek |
0,4#sek |
M 111.2 |
BOOL |
Taktmerker 0,4 sek |
0,5#sek |
M 111.3 |
BOOL |
Taktmerker 0,5 sek |
0,8#sek |
M 111.4 |
BOOL |
Taktmerker 0,8 sek |
1,0#sek |
M 111.5 |
BOOL |
Taktmerker 1,0 sek |
1,6#sek |
M 111.6 |
BOOL |
Taktmerker 1,6 sek |
2,0#sek |
M 111.7 |
BOOL |
Taktmerker 2,0 sek |
Объединяющий Блок |
OB 1 |
OB 1 |
|
Цилинрд_1_->_K30 |
Q 8.0 |
BOOL |
Формовочный Цилиндр 1 назад |
Продолжение таблицы 4.1.1
Цилинрд_1_<-_K31 |
Q 8.1 |
BOOL |
Формовочный Цилиндр 1 вперед |
Цилинрд_2_->_K32 |
Q 8.2 |
BOOL |
Формовочный Цилиндр 2 назад |
Цилинрдr_2_<-_K33 |
Q 8.3 |
BOOL |
Формовочный Цилиндр 2 вперед |
>_Линия_Раб__K34 |
Q 8.4 |
BOOL |
Формовочная Линия в работе |
>_Вкл.Конв._K35 |
Q 8.5 |
BOOL |
Включение Конвейера |
ФОФП_1_K36 |
Q 8.6 |
BOOL |
Форсунка опрыскивания формовочной плиты 1 |
ФОФП_2_K37 |
Q 8.7 |
BOOL |
Форсунка опрыскивания формовочной плиты 2 |
>_ >Сирена<_LS1 |
Q 9.0 |
BOOL |
Сирена |
*_Исходное_HL1 |
Q 9.1 |
BOOL |
Лампа Исходное |
*_Стоп_HL2 |
Q 9.2 |
BOOL |
Лампа СТОП |
*_Ошибка_HL3 |
Q 9.3 |
BOOL |
Лампа Ошибка |
Прессование_Цил_1 <-_K38 |
Q 9.4 |
BOOL |
Клапан Прессование + (Цилиндр 1 вперед) |
Прессование_Цил_2 ->_K39 |
Q 9.5 |
BOOL |
Клапан Прессование + (Цилиндр 2 назад) |
> rezerv_1_K40 |
Q 9.6 |
BOOL |
|
> rezerv_2_K41 |
Q 9.7 |
BOOL |
|
TIME_TCK |
SFC 64 |
SFC 64 |
Read the System Time (Чтение системного времени) Для GRAPH |
Задержка_Старта |
T 1 |
TIMER |
Задержка СТАРТА |
Время_Сирены |
T 2 |
TIMER |
Продолжительность СИРЕНЫ |
|
T 3 |
TIMER |
Задержка сброса маркера Мин. Уровня |
Время_прессования |
T 4 |
TIMER |
Время прессования |
Время_на_разгон |
T 5 |
TIMER |
Защита вращения конвейера |
Время_набора_земли |
T 6 |
TIMER |
Время для набора земли |
Время_работы_Форсунки_1 |
T 7 |
TIMER |
Время на опрыскивания Форсунки 1 |
Задержка_Форсунки_2 |
T 8 |
TIMER |
Задержка опрыскивания Форсунки 2 |
Время_работы_Форсунки_2 |
T 9 |
TIMER |
Время на опрыскивания Форсунки 2 |
Время_на_вып_1_Опер |
T 11 |
TIMER |
Время на выполнение опер 1 |
Время_на_вып_2_Опер |
T 12 |
TIMER |
Время на выполнение опер 2 |
Время_на_вып_3_Опер |
T 13 |
TIMER |
Время на выполнение опер 3 |
Время_на_вып_4_Опер |
T 14 |
TIMER |
Время на выполнение опер 4 |
Время_на_вып_5_Опер |
T 15 |
TIMER |
Время на выполнение опер 5 |
Время_на_вып_6_Опер |
T 16 |
TIMER |
Время на выполнение опер 6 |
Время_на_вып_7_Опер |
T 17 |
TIMER |
Время на выполнение опер 7 |
Таймер_Прессования |
T 20 |
TIMER |
Задержка на включение прессования |
Во время написания программы, при подключении протоколов связи и модулей связи, а также модулей ввода / вывода – в основной части появляются системные блоки (рисунок 4.1.1) такие как: FB14, FB15, FC72, DB2, DB3, DB4, DB5, SFC17, SFC18, SFC20, SFC52, SFC58, SFC59, SFC64.
Все из выше указанных блоков являются не редактируемыми, кроме: DB2, DB3, DB4, DB5. Через них осуществляется передача данных между ПК и контроллером.
В дальнейшем во время написании программы появятся еще несколько системных блоков: FC72, DB18, DB19, DB20, DB21.
Программа разбита на блоки:
- OB1 - объединяющий блок, через него подключаются к работе остальные блоки с программой (приложение А).
- FB18 – блок обработки ошибок, в нем написана программа обрабатывающая возможные ошибки и аварии при работе формовочной линии (приложение Б).
- FB19 - блок обработки всех исходных состояний линии, перед каждой операцией (приложение В).
- FB20 – блок обработки логики всех выполняемых действий формовочной линии (приложение Г).
- FB21 – блок по шагового выполнения операций, в отличии от других FB блоков он написан в другой среде программирования «Step7-GRAPH» и представляет из себя одну из основных частей программы рисунок 4.1.4 (приложение Д).

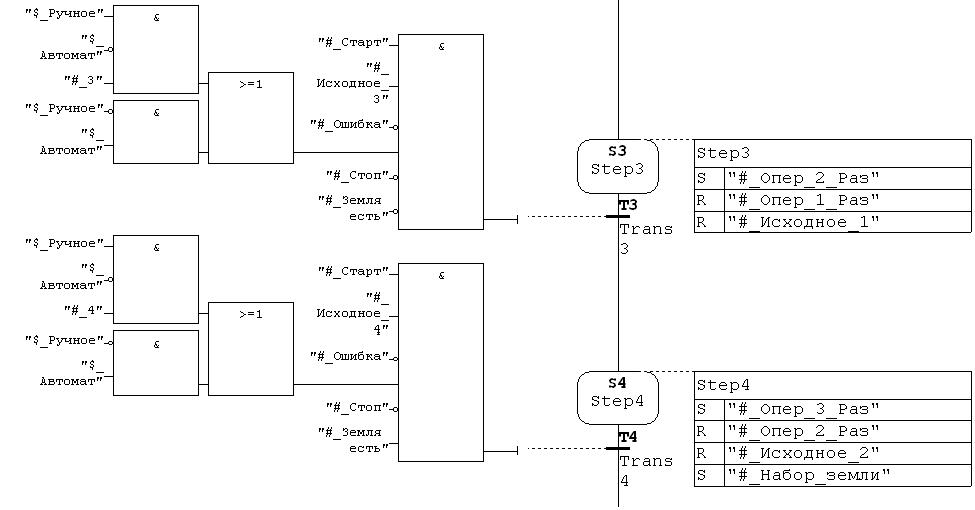
Рисунок 4.1.4 - Основная часть программы «Step7-GRAPH»

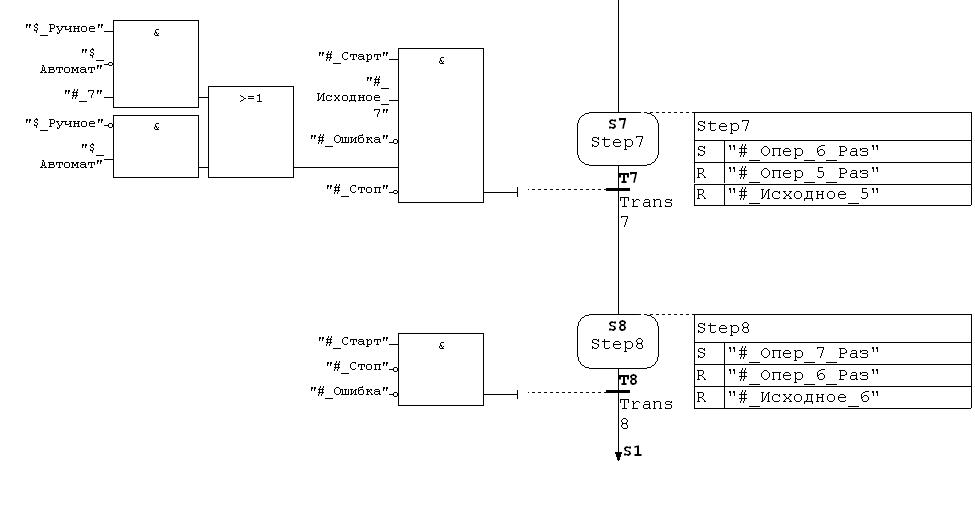
Продолжение рисунка 4.1.4
Полный вид программы приведен в приложение А, Б, В, Г, Д.