

1.3 Разработка циклограммы
Циклограмма работы станка разрабатывалась для основных механизмов и датчиков процесса формовки (рисунок 1.3.1).
Циклограмма работы станка разделена на основные операции их семь. Время каждой операции в циклограмме не указанно, так как время каждой операции может меняться, их может регулировать оператор автоматической формовочной линии в ограниченных программой пределах.
Процесс выполнения операций описан в пункте (1.2).
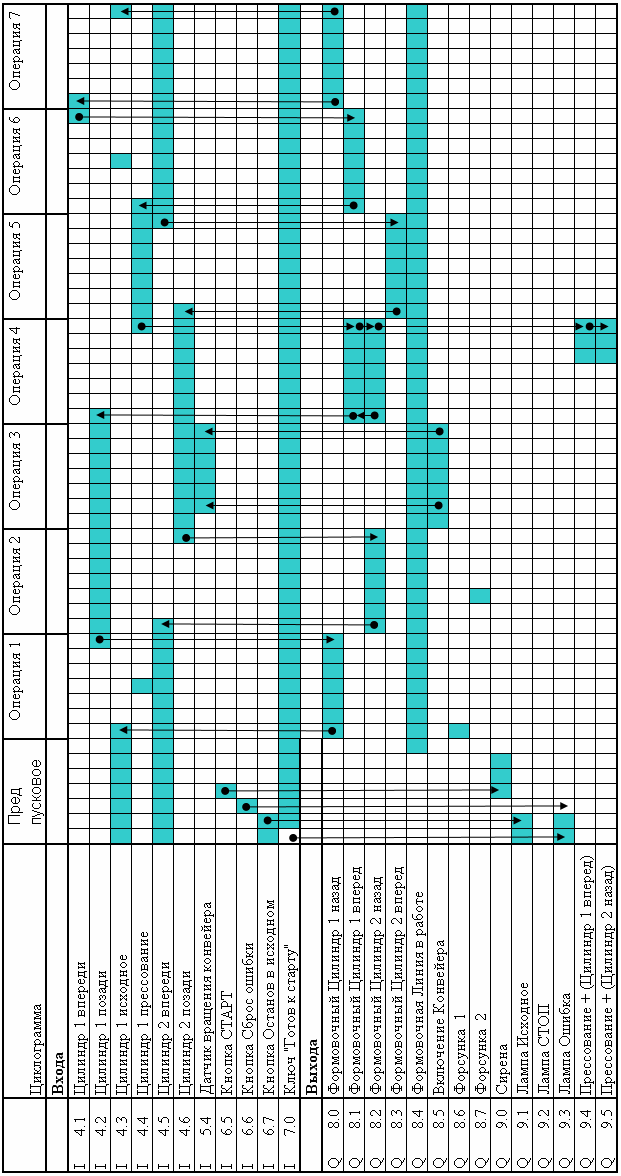
Рисунок 1.3.1 – Циклограмма работы формовочной линии «DISA»
Стрелки, направленные с верху в низ это влияние входных сигналов на выходные. Снизу вверх, влияние выходных сигналов на входные сигналы.
Более полная циклограмма в приложении «Ж»
2 Разработка аппаратной части су
2.1 Список датчиков и су
Таблица 2.1.1 – Описание концевых выключателей, датчиков, ламп, кнопок
№ |
Обозначение
|
Тип |
Наименование |
Описание |
1 |
ДНС_1 |
TSE-04DU |
датчик |
Наличие смеси. Мин. Уровень. |
2 |
ДПЦ_1.1 |
3RG16 30-6LDO0 |
концевой выключатель |
Цилиндр 1 впереди |
3 |
ДПЦ_1.4 |
3RG16 30-6LDO0 |
концевой выключатель |
Цилиндр 1 позади |
4 |
ДПЦ_1.2 |
3RG16 30-6LDO0 |
концевой выключатель |
Цилиндр 1 исходное |
5 |
ДПЦ_1.3 |
3RG16 30-6LDO0 |
концевой выключатель |
Цилиндр 1 прессование |
6 |
ДПЦ_2.1 |
3RG16 30-6LDO0 |
концевой выключатель |
Цилиндр 2 впереди |
7 |
ДПЦ_2.2 |
3RG16 30-6LDO0 |
концевой выключатель |
Цилиндр 2 позади |
8
|
ДВК_1 |
ВБЕ-Ц30-96У-2113-3А |
датчик |
Вращения конвейера |
9
|
ДДВ_1 |
ДДМ-1-2500 |
датчик |
Давления воздуха |
10
|
ДДМ_1 |
ДДМ-1-2500 |
датчик |
Давления масла |
11 |
ДЗР_1 |
3RG16 30-6LDO0 |
концевой выключатель |
Защита рук |
12
|
SB1 |
MPM1-10R |
кнопка |
«Стоп» |
13 |
SB1 HL2 |
МР1-21R |
кнопка – лампа |
«Стоп» |
14
|
SB2 |
МР1-21G |
кнопка |
«Старт» |
15
|
SA1 |
XAL-B142Н29 |
переключатель |
«Ключ» |
16
|
SA2 |
M2SS1-20B |
переключатель |
«Ручное/Автомат» |
17 |
SB3 HL3 |
МР1-21W |
кнопка – лампа |
«Ошибка» |
18 |
SB4 HL1 |
МР2-21L |
кнопка – лампа |
«Исходное» |
19
|
SB5 |
МР1-21C |
кнопка |
«Проверка ламп» |
2.2 Выбор контроллера и модулей ввода/вывода
Для автоматизации техпроцесса автоматической формовочной машиной бы выбран контроллер фирмы «Siemens». На сегодняшний день одна из самых распространенных фирм. Более миллиона контроллеров работают по всему миру, доказывая день за днем свою прочность, надежность и оптимальную приспособляемость к соответствующему заданию. Эта техника автоматизирует все, что только поддается автоматизации: горные железные дороги, автоматические линии, очистные сооружения, электростанции и производственные установки любой величины и для любой отрасли.
Фирма «Siemens» занимается уже пятнадцать лет инновациями в программируемых системах управления сделали SIMATIC не только лидером мирового рынка, но и безусловным синонимом программируемых систем управления. При этом SIMATIC не просто повлиял на технику ПЛК, но и определяет все новые рубежи развития. Своевременное введение структурированного программирования вместе со стандартными функциональными блоками для создания библиотек программного обеспечения или расширения спектра продуктов более мощными, однако, неизменно совместимыми ЦПУ - вот лишь некоторые примеры из целого множества преимуществ.
Из всего ряда предлагаемых моделей фирмы Siemens, был сделан выбор в пользу модели «SIMATIC S7–300».
По сравнению с другими моделями, такими как: «S7 – 200», «S7 – 400»
«SIMATIC S7–300» является промежуточной моделью.
Более быстродействующей, и с большим количеством модулей вода/вывода, чем у «S7 – 200». По программному обеспечению контроллер «S7 – 300» ближе к более дорогим моделям таким как «S7–400» но менее дорогой.
SIMATIC S7-300 программируемый SIEMENS контроллер стандартного исполнения для эксплуатации в нормальных промышленных условиях для решения задач автоматизации низкой и средней степени сложности.
Широкий спектр модулей SIEMENS контроллера для максимальной адаптации аппаратуры к решению любой задачи:
- высокая гибкость, возможность использования систем распределенного ввода-вывода, широкие коммуникационные возможности.
- удобная конструкция, простота монтажа, работа с естественным охлаждением.
- простота расширения системы в ходе модернизации объекта.
- высокая производительность контроллера SIEMENS благодаря наличию большого количества встроенных функций.
- степень защиты IP 20 в соответствии с IEC 529
- диапазон рабочих температур при горизонтальной установке 0…60°C
(-25…60°C - Outdoor).
- при вертикальной установке 0…40°C (-25…40°C - Outdoor).
- относительная влажность 5…95%, без конденсата (RH уровень сложности 2 в соответствии с IEC 1131-2)
Атмосферное давление 795 … 1080 ГПa
Изоляция цепи =24 В - испытательное напряжение =500В
Изоляция цепи ~230 В - испытательное напряжение ~1460В
Из ряда моделей контроллеров семейства «SIMATIC S7–300», был выбран контроллер модификации «315-2 DP» рисунок 2.2.1

Рисунок 2.2.1 – Общий вид контроллера «SIMATIC S7–300»
По причине большого количества поддерживаемых протоколов связи, таких как: MPI , PROFIBUS. Они нужны для возможности подключения и связи с:
- удаленными модулями;
- другими контроллерами;
- панели оператора;
- программатора;
И множеством другого промышленного оборудования.
После выбора контроллера необходимо с конфигурировать его, и подобрать необходимые модули ввода / вывода а также при необходимости дополнительные модули связи.
В нашем случае при выборе конфигурации были использованы:
- блок питания «PS 307 10A» постоянного напряжения 24В и силой тока 10А, для питания модулей ввода / вывода (рисунок 2.2.2);
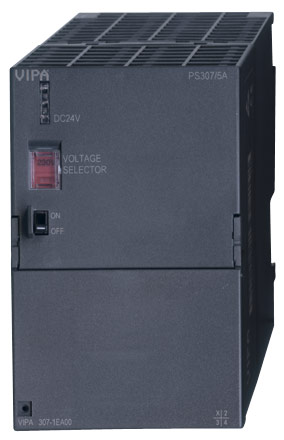
Рисунок 2.2.2 - Блок питания «PS 307 10A»
- модуль связи Ethernet «CP 341-1», для связи к персональным компьютером по протоколу TCP/IP (рисунок 2.2.3);
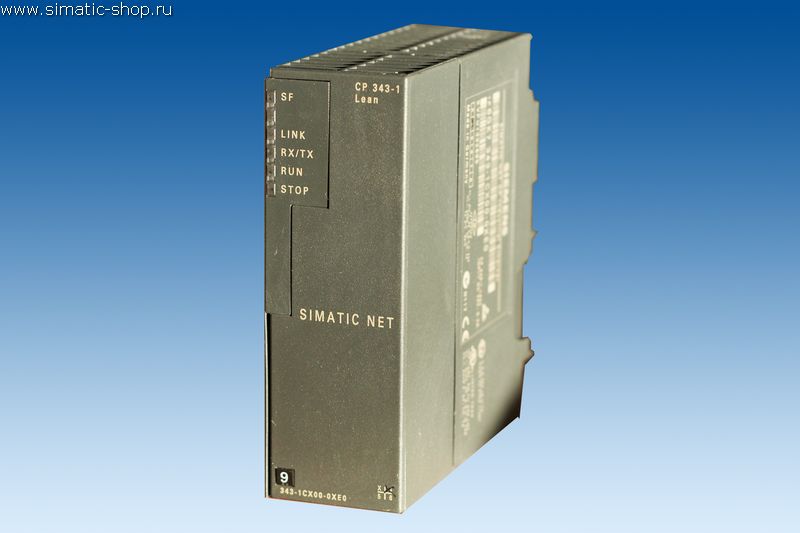
Рисунок 2.2.3 - Модуль связи Ethernet «CP 341-1»
- дискретный 32-х разрядный модуль ввода «DI32xDC24V» постоянного напряжения 24В для опроса датчиков положения, кнопок и реле (рисунок 2.2.4);
- дискретный 16-и разрядный модуль вывода «DO16xDC24V/0,5А» постоянного напряжения 24В и возможностью максимальной нагрузки до 0,5 ампера (рисунок 2.2.4).
Из-за схожести на первый взгляд, модулей ввода / вывода, приведен один рисунок на оба модуля.

Рисунок 2.2.4 - модуль ввода, вывода.