

1.2 Техпроцесс автоматической формовочной линии
Для начало работы «АФЛ» она должна стоять в исходном положении. В таком положении удобно менять формовочные модели рисунок 1.2.1.
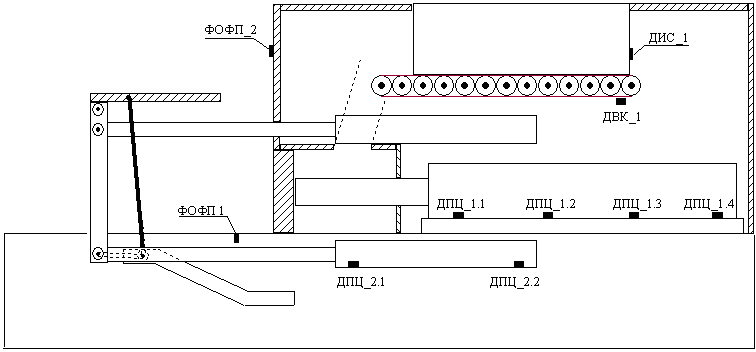
Рисунок 1.2.1 – Схема расположения концевых выключателей
Положение датчиков: (+ДПЦ_1.2), (-ДПЦ_1.1), (-ДПЦ_1.3), (-ДПЦ_1.4), (+ДПЦ_2.1), (-ДПЦ_2.2).
Для запуска АФЛ в работу необходимо проверить пульт оператора, если светится лампа «Стоп» (HL2), проверить, не нажата ли кнопка «Стоп» (SB1) (т.к. она с фиксацией, если да, то освободить ее, Повернув против часовой стрелки). Далее вставить «Ключ бирку» (SA1) и повернуть. Проверить пульт оператора на наличие ошибок, сбросить, если есть нажатием кнопки «Сброс ошибки» (SB3).
Нажать кнопку «Остановить в исходном» (SB4) (тем самым освободить ее от фиксации), лампа над кнопкой должна по гаснуть «Исходное» (HL1).
Теперь все готово для запуска АФЛ, нажимаем кнопку «Старт» (SB2).
Должен раздаться сигнал, предупреждающий о запуске АФЛ «Сирена» (LS1), он звучит 15 секунд.
- операция 1. Перед началом движения цилиндра 1 на зад, модель на формовочной плите 1 опрыскивается эмульсией из форсунки «ФОФП_1», во избежание приставания формовочной смеси. После чего АФЛ начинает движение в положение «Формовочный цилиндр 1 позади». Дойдя до концевого выключателя (ДПЦ_1.4) цилиндр 1 остановится.
Положение датчиков: (-ДПЦ_1.2), (-ДПЦ_1.1), (-ДПЦ_1.3), (+ДПЦ_1.4), (+ДПЦ_2.1), (-ДПЦ_2.2).
- операция 2. Формовочный цилиндр 2 начинает движение назад, по пути модель, находящуюся на формовочной плите 2 опрыскивается эмульсией из форсунки «ФОФП_2». Дойдя до концевого выключателя (ДПЦ_2.2) цилиндр 2 остановится.
Положение датчиков: (-ДПЦ_1.2), (-ДПЦ_1.1), (-ДПЦ_1.3), (+ДПЦ_1.4), (-ДПЦ_2.1), (+ДПЦ_2.2).
- операция 3. Включается конвейер и набирается смесь, если есть сигнала о минимальном уровне земли, иначе набор не начнется, АФЛ остановится и после наполнения бункера смеси раздается сирена 15 секунд и линия продолжит процесс.
- операция 4. цилиндр 1 начинает движение вперед, передовая тем самым формовочной смеси вид моделей по бокам и формуя куб земли. Дойдя до концевого выключателя (ДПЦ_1.3) цилиндр 1 остановится.
Положение датчиков: (-ДПЦ_1.2), (-ДПЦ_1.1), (+ДПЦ_1.3), (-ДПЦ_1.4), (-ДПЦ_2.1), (+ДПЦ_2.2).
- операция 5. Цилиндр 2 начинает движение вперед, дойдя до концевого выключателя (ДПЦ_2.1) цилиндр 2 остановится.
Положение датчиков: (-ДПЦ_1.2), (-ДПЦ_1.1), (+ДПЦ_1.3), (-ДПЦ_1.4), (+ДПЦ_2.1), (-ДПЦ_2.2).
- операция 6. Цилиндр 1 начинает движение вперед, дойдя до концевого выключателя (ДПЦ_1.1) цилиндр 1 остановится. Протолкнув тем самым отформованный куб земли на транспортный конвейер.
Положение датчиков: (+ДПЦ_1.2), (-ДПЦ_1.1), (-ДПЦ_1.3), (-ДПЦ_1.4), (+ДПЦ_2.1), (-ДПЦ_2.2).
- операция 7. Цилиндр 1 начинает движение на зад. Дойдя до концевого выключателя (ДПЦ_1.2) цилиндр 1 остановится (если нажата кнопка «Остановить в исходном» (SB4)). Если она не нажата, то цилиндр 1 продолжит свое движение без задержки, операции с 1 по 7 будут повторятся, создавая цепочку из форм. В дальнейшем в формы заливается металл. После остывания металла в формах, готовое изделие из металла извлекается вибрационным способом (разрушая форму) и отправляя формовочную смесь на повторное смесь приготовление, а готовые детали на подвесные толкающие конвейера (ПТК) для транспортировки по цеху.
Более подробное положение концевых выключателей и других кнопок и других механизмов, в нужный момент операции показано на циклограмме.