

1.Загальний розділ
1.1Визначення класу деталі та описання конструктивних особливостей деталі
За своєю формою , конструкцією та технологічними ознаками деталь відноситися до класу 040- деталі загально - машинобудівного призначення – тіла обертання.
Визначаємо середній діаметр деталі:
 ,
мм (1.1)
,
мм (1.1)
де
 -
діаметри ступенів деталі ;
-
діаметри ступенів деталі ;
 - довжини
ступенів деталі.
- довжини
ступенів деталі.
 мм
мм
Оскільки деталь "Черв’як" має ступінчасту форму, співвідношення довжини до середнього діаметра перевищує двом:
 >
> - деталь жорстка (1.2)
- деталь жорстка (1.2)
Деталь
"Черв’як" виготовляється із Сталі
45ГОСТ
1050-88
; маса деталі
 кг ; габаритні розміри
кг ; габаритні розміри
 мм.
мм.
Деталь "Черв’як" - є сукупність зовнішніх циліндричних поверхонь , обмежених торцевими поверхнями. Вали подібної форми і конструкції використовуються в стандартних вузлах приводів технічних конструкцій і призначені для передачі крутних моментів.
До
основних поверхонь відносяться : найбільш
точна поверхня
 з параметром шорсткості
з параметром шорсткості
 ,
вона призначена для встановлення
підшипників кочення.Конструкцією деталі
передбачено черв’ячна
зубчаста поверхня z1=1,m=1на
,
вона призначена для встановлення
підшипників кочення.Конструкцією деталі
передбачено черв’ячна
зубчаста поверхня z1=1,m=1на
 16*теж
для передачі крутних моментів.
16*теж
для передачі крутних моментів.
Виконавчі поверхні: зовнішня поверхня , на якій передбачено 1закритий шпонковий паз. Конструкцією деталі передбачено черв’ячна зубчаста поверхня z1=1,m=1на 16*.
До
технологічних поверхонь деталі
відноситься нетехнологічна
канавка
 .
.
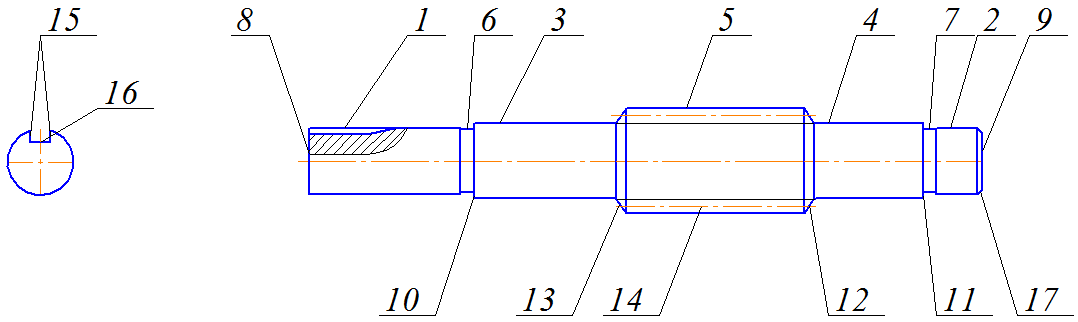
Рис.1.1 Деталь"Черв’як" з позначенням поверхней
Таблиця1. Характеристика поверхонь деталі "Черв’як"
№ поверхні |
Назва поверхні деталі, розміри, мм |
Квалітет точності |
Граничні відхилення, мм |
Параметри шорсткості, мкм |
Зовнішні циліндричні поверхні |
||||
1 |
10n6 |
10(n6) |
|
0,63 |
2 |
10k6 |
10(k6) |
|
0,63 |
3,4 |
11.4h14 |
14(h14) |
-0,43 |
6,3 |
5 |
16h9 |
11(h9) |
-0,11 |
3,2 |
6,7 |
9.5h14 |
14(h14) |
-0,36 |
6,3 |
Торцеві поверхні |
||||
8,9 |
10 в розмір 104h14 |
14(h14) |
-0,87 |
6,3 |
10 |
11.4 в розмір 25±ІТ14/2 |
(±ІТ14/2) |
±0,2 |
6,3 |
11 |
11.4 в розмір 9(ІТ14/2) |
(±ІТ14/2) |
±0,2 |
6,3 |
12 |
16 в розмір 14(ІТ14/2) |
(±ІТ14/2) |
±0,2 |
6,3 |
13 |
16 в розмір 24h14 |
14(h14) |
-0,52 |
6,3 |
Евольвентні поверхні |
||||
14 |
Черв’ячна поверхня m=1; z=1; d1=14 |
7-C |
|
1,6 |
Пази |
||||
15 |
2H9 |
9(H9) |
+0,025 |
3,2 |
16 |
Нижня поверхня пазу 3 |
(±ІТ14/2) |
±0,3 |
6,3 |
Фаски |
||||
17 |
0,6 х450 |
14(±ІТ14/2) |
±0,1 |
6,3 |

