

Осевые усилия при холодной прокатке
При прокатке труб на станах ХПТ действуют значительные осевые усилия на заготовку и оправку со стержнем, достигающие 25—30% от величины вертикальных усилии на валок и приводящие к следующим отрицательным последствиям.
Врезанию торцов заготовок друг в друга, что вызывает резкое увеличение вертикальных усилий при прокатке этих участков и зачастую приводит к повреждению калибров.
Действие осевых усилий отрицательно сказывается на качестве прокатываемых труб, вызывая повышенное налипание металла на калибры и оправку, обуславливая попадание внутрь трубы стружки металла, образующейся при больших удельных давлениях между торцами заготовок, что приводит к образованию раковин на внутренней поверхности. Кроме того, наличие осевых усилий приводит к повышенному износу узлов подающе-поворотного механизма (особенно гайки винта подачи), подошвы валков и т. д.
Действие осевых усилий обусловлено тем, что процесс прокатки протекает с постоянным «принудительным» катающим радиусом, равным радиусу ведущей шестерни, в то время как естественный катающий радиус непрерывно изменяется по длине хода клети. Иными словами, осевые усилия при холодной прокатке являются причиной того, что горизонтальные проекции сил, действующие в самом очаге деформации, взаимно не уравновешены.
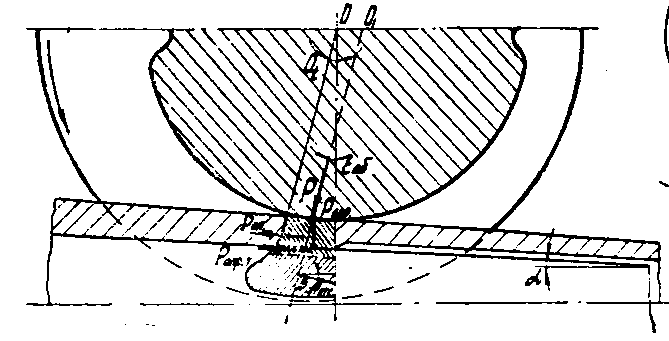
Осевые усилия определяются путем суммирования на ось прокатки проекций всех сил, действующих на заготовку в мгновенном очаге деформации. На рис. 20 изображен очаг деформации с действующими в нем силами при прямом ходе клети, на рис.21 – при обратном.
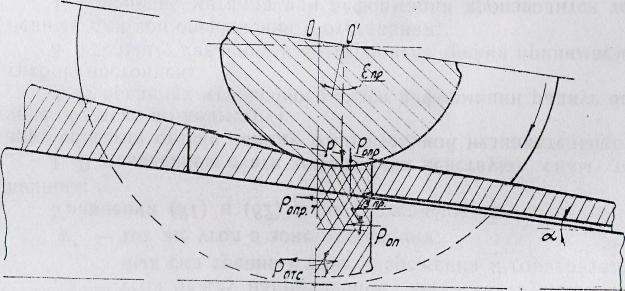
Рис.20 Схема очага деформации с действующими силами при прямом ходе клети.
При суммировании всех сил на ось X получаются следующие уравнения:
![]()
Здесь Р — равнодействующая нормальных удельных давлений
между калибром и металлом;
Роп, Ротс — соответственно равнодействующая контактных
сил трения в зоне опережения и зоне отставания;
Ропр — равнодействующая нормальных удельных давлении
между оправкой и металлом;
Fоп, Fотс — соответственно полная площадь зоны опережения
и зоны отставания;
εпр, εобр — соответственно, утлы между направлением действия
силы Р и вертикалью при прямом и обратном ходах
клети.
Эти углы могут быть определены по формулам Ю. Ф. Шевакина [5]
![]()
![]()
β — угол между направлением равнодействующих контактных сил
трения в зоне опережения и горизонталью; v/' —тот же угол
в зоне отставания;
![]() –
тот
же угол в зоне отставания;
–
тот
же угол в зоне отставания;
Уравнения (81) и (82) были составлены при следующих допущениях:
В мгновенном очаге деформации действуют силы только в зоне обжатия стенки (ввиду относительной незначительности их в зоне обжатия по диаметру).
В пределах мгновенного очага деформации радиус валка по гребню постоянен.
Удельные давления и коэффициент трения принимаем усредненным для зон опережения и отставания;
Смещение металла при деформации производится только в направлении переднего патрона.
С учетом указанных допущений значения входящих в выражение (81) и (82) величин следующие:
![]()
где rкх — радиус ручья калибра;
![]()
где Fгор — горизонтальная проекция полной поверхности соприкосновения FΣ
Для тонкостенных труб допустимо Pопр = P , что и принято в дальнейшем для упрощения.
![]()
![]()
где kφ —коэффициент не заполнения выпуска ручья металлом;
φн — угол выпуска;
η —коэффициент формы контактной поверхности, принимаемый
равным 1,25.
Из анализа формул (81) и (82) величина осевых усилий на заготовку в значительной мере определяется суммой горизонтальных проекций:
равнодействующих сил трения в зонах опережения и отставания;
равнодействующих контактных сил трения между оправкой и металлом.
Поэтому следует остановиться на рассмотрении вопроса опережения и отставания в мгновенном очаге деформации при холодной прокатке труб. В соответствии с общепринятыми в теории прокатки положениями в общем случае в очаге деформации могут быть три зоны: опережения, отставания и прилипания. Считая последнюю весьма незначительной по величине, в дальнейшем ее во внимание не принимаем.
Таким образом, на поверхности ручья калибра очаг деформации будет иметь две зоны, размеры которых зависят от соотношения скоростей осевого истечения металла и скоростей точек поверхности ручья.
В соответствии с принятым представлением на явления опережения и отставания при холодной прокатке труб считаем, что в вершине калибра будет опережение, а в областях, примыкающих к ребордам, только отставание [11].
По длине контактной поверхности граница этих зон представляет собой пространственную кривую, очерченную переменной величиной катающего радиуса от выхода по входу в мгновенном очаге деформации.
Это изменение катающего радиуса происходит под действием
двух факторов:
а) продольного смещения металла при деформации, т. к. при прямом ходе клети скорость смещения металла изменяется от нуля на выходе до максимальной на входе в очаг деформации, а при обратном ходе изменение скорости противоположное: от нуля на входе до максимальной на выходе из очага деформации. Смещение металла в первом случае уменьшает, а во втором — увеличивает значение катающего радиуса, благодаря смещению металла в на правлении, противоположном движению клети;
б) уменьшения горизонтальной составляющей окружной скорости точек ручья, лежащих вне линии центров.
Величина катающего радиуса на входе в очаг деформации при прямом ходе определится выражением:

а на выходе при обратном ходе

При этом надо учитывать, что для прямого хода клети Rвых = Rш; для обратного Rвх = Rш;
Выражения (83) и (84) справедливы для случая, когда _нейтральное сечение по гребню ручья, отсутствует т.е. при wx>Θt позволяют установить зависимости для определения полной площади зоны опережения:
![]()
При этом величины углов φвх и φвых определяются пз простых геометрических соотношений (рис. 22).
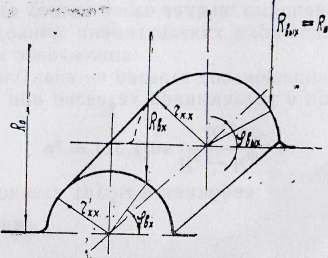
Рис.22
Схема к определению углов
![]() и
и
![]() ,
при прямом ходе клети.
,
при прямом ходе клети.
![]()
![]()
где
lср — средняя длина дуги захвата в зоне опережения;
lгр — длина дуги захвата в плоскости гребня;
ηоп — коэффициент форы зоны опережения (изменяется в
пределах 1— 1,25).
При наличии нейтрального сечения по гребню ручья (wx<Θt) величина Fоп, определится выражением:
![]()
С учетом всех полученных значений можно написать развернутые формулы для осевых усилий (при допущении, что ввиду малости углов (βпр и w'пр их косинусы равны 1).