

5.1. Погрешность базирования при установке вала на призму
При обработке вала в призме могут быть могут быть следующие измерительные базы для размера h.
На рис. 5.1 представлена схема установки вала на призму для обработки в размер h (h1; h2; h3).
Диаметр вала может колебаться в пределах:
δD=Dmax-Dmin

Рис. 5.1. Измерительные базы при обработке вала в призме.
Измерительной базой является:
для размера h1 – т.А
для размера h2 – т.В
для размера h3 – т.С
Установочной (технологической) базой является т. К (К1; К2) рис.5.2. Инструмент постоянно настроен на размер Н. Поскольку установочная и измерительная базы не совпадают, то погрешность базирования:
 .
.
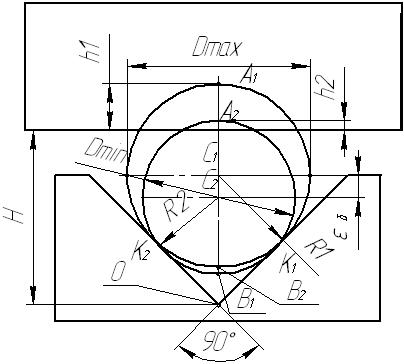
Рис. 5.2. Схема для определения погрешности базирования при установке вала на призму
Для h1:
 ;
;



Аналогичным образом получаем:
Таким образом:

Здесь δD – допуск на диаметр вала.
Для h2:



Тогда погрешность базирования для второго случая будет:


Для h3:


Очевидно, что во всех трех случаях погрешность базирования зависит прямо пропорционально от поля допуска на диаметр вала и коэффициента, который можно представить в таблице:
Таблица5
Значение коэффициентов К
К |
Угол призмы в градусах |
||
60 |
90 |
120 |
|
К1 |
1,5 |
1,21 |
1,07 |
К2 |
0,5 |
0,21 |
0,08 |
К3 |
1,0 |
0,71 |
0,58 |
5.2. Погрешность базирования при установке вала на жесткий центр
На рис. 5.3 представлена схема установки вала на жесткий и подвижный центры для обработки ступени вала в размер l .
Диаметр центрового отверстия может колебаться в пределах:
δD=Dmax-Dmin
Измерительной базой для размера l будет левый торец вала. Перемещение суппорта станка прекращается выключением подачи при достижении резцом размера С. Так как измерительная и установочная база не совпадают, то .
Р ис.5.3.
Схема для определения погрешности
базирования вала на жесткий центр
ис.5.3.
Схема для определения погрешности
базирования вала на жесткий центр

5.3. Погрешность базирования при установке детали на плоскость и два пальца
5.3.1. Базирование на цилиндрические пальцы
Погрешность базирования в данном случае обусловлена наличием допусков на межосевые расстояния (пальцев и отверстий) и наличием зазоров в сопряжении отверстий с пальцами. Рассмотрим два случая (см. рис. 5.4.):
Межосевые расстояния выполнены по номиналу, т.е. оси отверстий и пальцев совпадают рис.5.4.а).
Межосевые расстояния отверстий выполнено по наибольшему предельному размеру (L+δ0/2), а пальцев – по наименьшему (L-δ0/2) рис.5.4.б).
Условие возможности установки заготовки на плоскость и два цилиндрических пальца находим из графических построений:

Здесь δо и δп допуски на межосевое расстояние отверстий и пальцев, а S1min и S2min минимальные зазоры в сопряжениях.

Рис. 5.4 Схемы для определения возможности установки заготовки на два цилиндрических пальца
5.3.2. Базирование на цилиндрический и срезанный пальцы
Для определения влияния срезанного пальца на условие возможности установки заготовки в данной схеме базирования воспользуемся схемой, изображенной на рис. 5.5.

Рис. 5.5. Схема для определения влияния срезанного пальца
Вывод условия установки заготовки на цилиндрический и срезанный пальцы:
Из ∆ДО2С следует:

Из ∆АО2Д следует:

Заменив буквы значениями, получим:


Пренебрегая квадратами малых величин
 ,
,

Откуда получаем условие установки:
